
PBT/PET复合纤维纺丝设备及相关工艺研究
2015-10-27 02:48北京中丽制机工程技术有限公司张明成
纺织机械 2015年11期
北京中丽制机工程技术有限公司 张明成/文
产品开发
PBT/PET复合纤维纺丝设备及相关工艺研究
北京中丽制机工程技术有限公司张明成/文
本文针对PBT/PET复合纤维强力低、应用领域受限的缺陷,研制出的PBT/PET复合纤维纺丝设备进行介绍,并论述了设备特点及相关工艺条件对产品质量的影响。
PBT/PET复合纤维两级拉伸工艺条件
1 前言
PBT是聚对苯二甲酸丁二酯(Polybutyleneterephthalatefibre)的简称,PET是聚对苯二甲酸乙二醇酯(聚酯Polythylene terephthalate)的简称,PBT与PET一起统称为热塑性聚酯或饱和聚酯,由于其化学结构相似,因此复合牢固。由于两种聚酯收缩率的差异,PBT/PET纤维带有三维的自然卷曲,其兼有PBT纤维的柔软性,优异的染色性能和PET的高模量,回弹性好,不易变形等特点。在一定范围内可以取代氨纶。PBT/PET复合纤维的生产流程与其他复合纤维的生产方式基本相同,为了提高产品的物理性能,我们针对PBT/PET双组份复合纤维纺丝机牵伸设备采用两级拉伸配置,使其产品的应用领域进一步扩展。
2 纺丝设备
2.1设备参数(见表1)

表1 主要设备参数
2.2设备设计要求
2.2.1熔体管路及纺丝箱
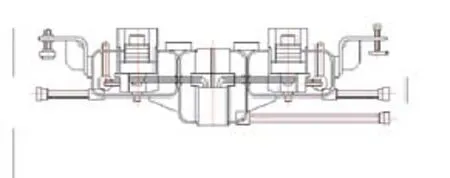
图1 PBT/PET复合丝纺丝箱
PBT/PET复合丝纺丝箱(见图1)采用三箱结构:PBT纺丝箱、PET纺丝箱和纺丝组件箱。三箱温度可单独设定;为了保证熔体输送过程中粘度和温度均匀,熔体管道通径的选择原则是熔体在各级管路中的剪切速率应尽量一致。本设计中各级熔体管道的剪切速率控制在10S-1左右。
2.2. 2 PBT/PET复合丝牵伸卷绕设备
PBT/PET的牵伸设备(见图2)采用三组辊(两级拉伸),GR1张紧角2°,表面为镜面铬;SR1张紧角1°,表面毛面铬,Ra=1.5~1.8;GR2表面毛面铬,Ra=1.0~1.2;SR2表面毛面铬,Ra=1.5~1.8;GR3表面毛面铬,Ra=2.0~2.5。

图2 PBT/PET复合丝牵伸卷绕设备
2.2.3上油方式
上油的均匀性关系着纤维与牵伸辊的摩擦力,它对纤维的拉伸有很大影响,上油不匀会使纺丝断头增加,为了提高上油的均匀性,本设计采用了宽体油轮上油。
3 生产工艺
3.1原料
选择能与 PBT 切片相容性好的 PET 切片,使其在一定纺丝温度下的熔体表观粘度尽可能与 PBT相当,减少弯头丝,提高可纺性,以适应PBT/PTT 复合纤维纺丝的要求。PET切片为金山石化公司,切片特性粘度0.68 dl/g, PBT切片为日本三菱化成公司,切片特性粘度1.09Dl/g,经固相增粘待其特性粘度达到1.27Dl/g时使用。
3.2纺丝油剂
在纺丝过程中,为使初生纤维在牵伸时获得很好的油膜保护,提高上油的均匀性,选择松本(Matsumoto)3530 ,油剂浓度15%。
3.3主要工艺参数(见表2)

表2 133 dtex /24f产品的主要工艺参数
3.4PBT/PET复合纤维的物理性能(见表3)
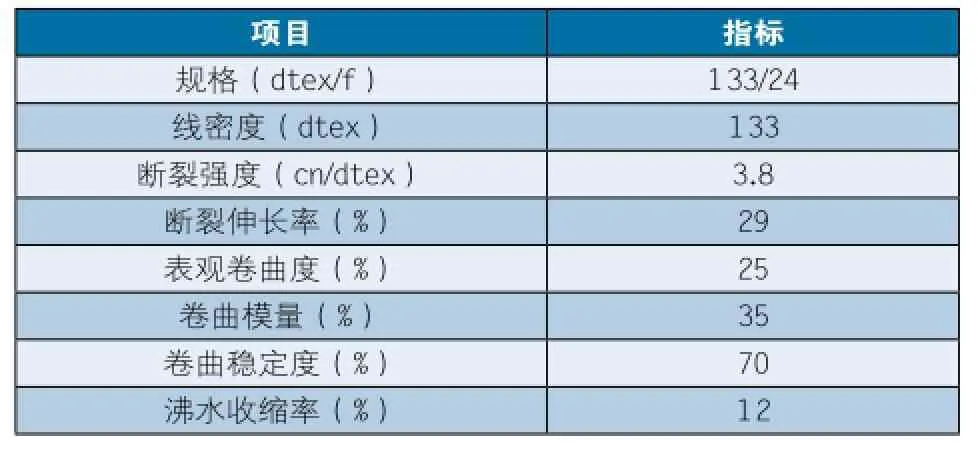
表3 133 dtex /24f 复合纤维的物理指标
4 结果与讨论
4.1特性粘度
对于PBT/PET复合纤维纺丝,PBT与PET两种聚酯的粘度匹配是生产能否进行的关键,粘度的差异会引起弯角丝造成纺丝困难,提高PBT组分的特性粘度可减少弯角丝,因此需要购买PBT特性粘度1.09Dl/g的切片,经固相增粘待其特性粘度达到1.27Dl/g以上时才能正常使用。
4.2复合比
PBT/PTT两组份复合纺丝中,两组份质量比为50/50时,纤维可获得最大的卷曲伸长率和收缩率,且各单组份结晶度随该两组份含量差异的增加而减少。
4.3纺丝温度
对于同种聚合物,表观粘度越大,流动性能越差。纺丝温度的设定原则是尽量保证两种组份从同一喷丝孔内挤出时有相同的流动状态,PET采用高温熔融,低温纺丝;PBT采用低温熔融,高温纺丝,这样可以减小PBT的降解,尽管两种组份在箱体内温度差异较大,但两种组份进入到同一个复合组件时发生热交换,PET组份的温度降低,PBT组份的温度升高,温度差异有逐渐缩小的趋势,PBT与PET两种聚酯,当挤出粘度不同时会出现弯头角,弯头角的大小与两种聚酯的粘度差异有关,粘度差异越大弯头角越严重,在纺丝过程中,弯头角会造成纤维截面和拉伸性能的差异,如图3(1)所示,严重的还会玷污喷丝板面纺丝无法进行,如图3(3)所示。鉴于弯头总是弯向高粘度熔体一侧,在纺丝生产中可以通过调整双螺杆温度来改变两种聚酯的粘度,使其达到粘度相近,如图3(2)所示,通常将PET纺丝温度设定为288℃左右,PBT纺丝温度设定为268℃左右,主箱体温度设定为280℃左右,这样两种组份表观粘度接近,弯头基本消失。
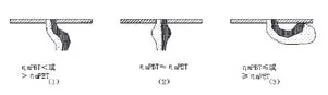
图3 表观粘度匹配与可纺性的关系
4.4牵伸比
随牵伸比的增加,纤维的整体取向、各组份结晶度均有所增加,卷曲伸长和收缩率也增加,定型温度越高,纤维卷曲度越大。GR1的作用是将丝条加热到玻璃化温度, GR1温度通常为90℃左右,GR1热辊表面带2°的张紧角对丝条起张紧作用;GR2与 GR1之间进行第一步拉伸,目的是使大分子链沿着拉伸方向定向排列,通常拉伸比为2.5~3倍,GR2的温度通常为145℃~155℃;GR3与 GR2之间进行第二步拉伸,目的是使大分子进一步取向,GR3与 GR2拉伸比为1.1~1.4倍,由于经过第一次拉伸后纤维的整体取向、各组份结晶度均有所增加,热辊温度需进一步提高,以减小拉伸应力,GR3的作用是使高度取向的复合纤维大分子结晶,GR3温度通常为170℃左右。PBT和PET复合纤维经过两级拉伸,拉伸温度逐步提高,纤维可获得较大的拉伸比,有利于提高纤维的强力和卷曲曲率。
4.5卷绕张力
牵伸后的丝束在卷绕时,卷绕力张力过大,会造成纸管变形,丝饼无法从卷绕机中退出。卷绕张力过小,丝条在热辊上游动,容易产生并丝断头, 通常卷绕张力控制在0.2~0.3cn/dtex 。
5 结论
PBT/PET复合纤维纺丝机采用三箱纺丝,两级拉伸设备成功纺制了133dtex/24f PBT/PET复合双组份弹性纤维,丝束的卷曲率大,卷曲度高,纤维强力高;设备整体设计先进、运行可靠;工艺软件合理,可生产出高品质的PBT/PET复合双组份弹性纤维。
FZJX
[1] 陈铁楼. PBT/PET复合纺丝工艺研究及后加工应用[J]. 化纤与纺织技术, 1990, (4):9-16.
[2]孙桐, 金惠芬, 殷长虹,等. PBT/PET并列复合纤维的研究——第一报 纺丝拉伸工艺与纤维结构性能的关系[J]. 合成纤维, 1988, (2).
[3]吕洪, 刘正恒, 马驿,等. PBT/PET并列型复合纺丝的研究[J]. 合成技术及应用, 1995, (1):8-14.
[4]马新敏, 于伟东. PBT/PET复合纤维组分的红外光谱分析技术[J]. 纺织导报, 2005, (7):51-52. DOI:10.3969/j.issn.1003-3025.2005.07.015.
猜你喜欢
传染病信息(2022年6期)2023-01-12
九江学院学报(自然科学版)(2022年2期)2022-07-02
云南化工(2021年7期)2021-12-21
建材发展导向(2021年13期)2021-07-28
石油石化绿色低碳(2019年6期)2019-01-14
纺织科学研究(2017年4期)2017-05-17
中国学术期刊文摘(2016年2期)2016-02-13
燕山大学学报(2015年4期)2015-12-25
合成技术及应用(2015年3期)2015-12-11
塑料包装(2015年1期)2015-09-26
