镀层、稀土元素对切割性能的影响
2015-11-01 09:19创新者杨绍荣应鸿烈黄文胜
中国科技信息 2015年9期
创新者:杨绍荣 应鸿烈 黄文胜
镀层、稀土元素对切割性能的影响
创新者:杨绍荣 应鸿烈 黄文胜
分析了钢筋混凝土链锯切割机的切割机理和切割效率。金刚石镀层使金刚石表面金属化,改善浸润性,镀层金刚石和结合剂之间形成极强的化学和机械粘接,能提高胎体对金刚石的把持力。通过在金刚石节块中添加稀土元素,观察其力学性能的变化并进行分析,探讨稀土元素对金刚石节块力学性能的影响。实验结果表明稀土元素对金刚石节块抗弯强度的影响较为显著,同时可以加强金刚石与周围胎体的结合状况,提高胎体对金刚石的把持力。研究成果将有助于促进稀土、金刚石镀层在金刚石工具制造领域中的应用。
钢筋混凝土广泛应用于建筑、装潢、道路、桥梁、管道等行业。随着钢筋混凝土的广泛应用,对它的切割也逐渐发展成为一个庞大的产业。二十世纪九十年代中期,美国Stanley公司率先将链锯技术引入到钢筋混凝土切割,成功研发了钢筋混凝土链锯切割机,较好地解决了深度切割、尖角切割、不规则形状切割等问题。随后美国ICS公司研发了汽油机驱动的便携式钢筋混凝土链锯切割机。2000年起我国开始进口钢筋混凝土链锯切割机。2007年金华职业技术学院与合作单位(浙江三锋工具制造有限公司、浙江神超锯业有限公司等)通过产学研合作,在国内率先研发出钢筋混凝土链锯切割机,2013年对金刚石锯链进行新一轮的研发。
本文以金华职业技术学院与合作单位共同开发的钢筋混凝土链锯切割机为研究对象,进行链锯切割机的切割机理研究与切割性能分析。
链锯切割机的切磨机理
链锯切割机的组成及工作原理
钢筋混凝土链锯切割机主要由汽油机、离合器、链轮、导板、导板调整装置和金刚石锯链组成(图1)。金刚石锯链的每一个链节上均焊接一块金刚石刀头(金刚石节块)。作业时金刚石锯链在导板上高速转动实现切割。
金刚石刀头切磨机理
如图2,设金刚石颗粒以速度V转动并随着主轴压向钢筋混凝土进行切割,那么金刚石颗粒作用于钢筋混凝土的力可分解为:在金刚石颗粒切削方向的前方,金刚石颗粒对被切材料颗粒产生切向力(即图2中F切向)并发生剪切作用,材料被破碎,形成主切屑,并被崩出和挤出切削区;在金刚石颗粒下方,由于法向力(即图2中F压向)作用以及温度影响,材料产生塑性变形而形成二次切屑,在一定的薄层内形成光滑表面;在金刚石颗粒后方,由于突然的弹性应力释放,导致较大切屑的形成。由此可见,在切削力的综合作用下,首先在混凝土内部形成微裂纹,随着切削力的增加,裂纹延伸扩展,并相互连同成为宏观裂纹,随着裂纹的不断积累,导致混凝土的脆性断裂。

图1 链锯切割机

图2 金刚石切割受力分析
金刚石磨损
通过显微镜观察金刚石刀头切割钢筋混凝土时金刚石颗粒的磨损形貌,可将金刚石颗粒磨损的形态分为“完整颗粒”、“出刃”、“微破碎”、“大块破碎”、“磨平”、“磨钝”、“破碎”、“脱落”等形式。在这些形式中,金刚石颗粒“脱落”,表明该颗粒已经离开母体,完全失去切割能力;金刚石颗粒“磨钝”,表明该颗粒此时已经几乎完全丧失切割能力(暂时);金刚石颗粒“磨平”,该颗粒和胎体处于同一水平线上,不易于进入被切割材料内,切割能力差;金刚石颗粒“大块破碎”,表明该颗粒损失严重;金刚石颗粒“完整颗粒”,表明该颗粒还没有任何损失,正等待发挥作用;金刚石颗粒“出刃”或“微破碎”最为理想。
造成金刚石磨损的原因有两:一是金刚石颗粒与工件材料的相互冲击,二是金刚石颗粒切除工件材料时所受的直接机械力。切削过程中,切割工具在高速转动情况下,金刚石颗粒与工件间的冲击是磨损的主要原因;随着转速的降低,冲击影响降低,作用在金刚石颗粒上的机械力增加,从而使金刚石颗粒磨损。节块胎体材料的磨损是由于切割时产生的切屑与胎体材料间的相对运动对胎体材料的研磨而造成的磨粒磨损。
切割效率分析
切削力
在金刚石锯链切割过程中,切削力是一个非常重要的参数,切削力反映了金刚石锯链在切割过程中所受的载荷,影响着金刚石锯链的磨损,还决定了切割效率。单颗粒金刚石切割钢筋混凝土时切削力随切深的增加而增大;当切速增加时,切削力减小,总体上切削力变化不大;法向力与切向力之比值随切削面积的增加而增大,但在切削成分性质相差较大的混凝土时基本上不随切削面积的变化而变化。
胎体指的是烧结后的结合剂。从上面分析知,金刚石颗粒“出刃”或“微破碎”最为理想,为达到此效果,胎体必须具备的特性是一方面对金刚石颗粒有足够的把持力,另一方面能和金刚石颗粒发生同步磨损。这就需要金刚石刀头有很合理的配方和相应的工艺。
节块配方
通过对国外进口的金刚石刀头的剖析研究,得到了一个结合剂配方(表1)。

表1 金刚石刀头结合剂配方
节块配方对切削力有很大的影响,切割水泥混凝土时,高钴含量的节块切削力比低钴含量节块要小,而在切割钢纤维和钢丝网等带钢材料掺和物的混凝土时,降低钴含量,增加镍等含量可减小切削力。
切割效率
金刚石锯链由于国内生产厂家少且多为小厂,研发能力不足,产品性能差且不稳定,无法满足用户的较高要求,国内金刚石锯链主要缺点表现在(1)金刚石刀头部分破碎、整体破碎、整体脱落现象严重;(2)金刚石刀头内金刚石颗粒过早脱落现象严重(金刚石颗粒不能与胎体保持同步磨损,金刚石颗粒脱落情况比金刚石颗粒正常磨损及金刚石颗粒破碎现象严重);(3)金刚石锯链的切割性能(锋利性、耐磨性等)不能满足钢筋混凝土高效切割之要求等。由于钢筋混凝土链锯切割机尤其适合在救灾救险救难中应用,因此“高效”切割是首要指标。从钢筋混凝土链锯切割机切割试验得知,机器的切割效率主要取决于金刚石锯链的质量,亦即主要取决于金刚石刀头的质量,而金刚石刀头的质量主要体现在两方面,一是金刚石颗粒脱落的情况,一是金刚石颗粒的锋利程度。前者与金刚石颗粒是否有镀层、镀层质量、镀层膜厚等密切相关,后者在相同的金刚石品级、规格、浓度和烧结工艺下与胎体性能息息相关。
镀层对金刚石力学性能的影响
金刚石刀头内金刚石颗粒过早脱落主要原因有二:一是胎体性能,主要是胎体磨损过快;一是金刚石颗粒与胎体之间的结合力不足。
金刚石属于非金属,与金属没有很好的亲和力,与一般金属或合金间有很高的界面能。当金刚石与金属基体黏合时很难完全黏合在一起,从而导致金刚石颗粒与胎体之间的结合力弱,当金刚石刀头切割工件材料时,金刚石颗粒由于和工件材料之间发生剧烈冲击碰撞而容易过早脱落,从而影响金刚石颗粒切割能力的充分发挥。金刚石表面金属化(镀层)就是通过物理或化学方法镀覆某些元素如Ti、W、Cr、V等。这些金属或合金在高温下(即在刀头烧结过程中)与金刚石表面碳原子发生界面反应,生成稳定的碳化物。碳化物一方面与金刚石有较好的化学键合,另一方面又具有防护作用,隔绝与氧的直接接触,防止金刚石高温时被氧化,从而改善金刚石颗粒的力学性能和工艺性能。镀层改善浸润性,使金刚石和结合剂之间形成极强的化学和机械粘接,增加把持力,增加出刃高度,减少脱落。实验表明,镀层金刚石、未镀层金刚石在相同工艺条件下分别烧结成刀头,将它们的切割情况进行比较可知,镀层金刚石完好率大大提高,小块破碎率也有很大提高,脱落率大大减低,而大块破碎和磨平情况变化不大(图3)。
稀土元素对胎体性能的影响

图3 金刚石镀层的作用
金刚石刀头整体脱落主要原因有二:一是焊接工艺,这一原因通过采用激光焊接比较容易解决;一是胎体性能。
胎体性能主要的要求有:(1)胎体不能太软,切割时应具有足够的强度和抗冲击性能,否则胎体磨损过快,导致金刚石颗粒过早脱落;(2)胎体不能太硬,否则胎体磨损过缓,导致金刚石颗粒不容易出现“出刃”或“微破碎”,于是切割效率低;(3)各金属元素要有较好的浸润性和互容性,胎体把持力要强,否则也会导致金刚石颗粒过早脱落;(4)胎体硬度、耐磨性等要与被切割的钢筋混凝土的硬度和耐磨性相适应。
在金属结合剂中添加少量稀土元素可以细化胎体晶粒,净化金刚石与胎体界面,从而改善结合剂与金刚石的界面结合状态,提高胎体性能。
稀土元素对无金刚石胎体性能的影响
表2给出的是在胎体中添加稀土元素(铈)对不含金刚石的胎体的抗弯强度、硬度和磨损性能产生影响的实测数据。

表2 稀土元素(Ce)对胎体(不含金刚石)性能的影响
从表2可知随着铈含量的增加对胎体硬度的影响不明显,但有一个缓慢上升的趋势;胎体的抗弯强度在随着铈含量的不断增加过程中却出现了一个最大值,从图4可以清楚看出这是一条有极大值的曲线,并且铈含量为0.9%wt时达到最大;从图5可知磨损失重随铈含量的增加而缓慢增加,这表明随着铈含量的增加胎体的耐磨性逐渐降低。
稀土元素对金刚石胎体性能的影响
表3的测试数据给出了不同铈含量对含金刚石胎体性能的影响。
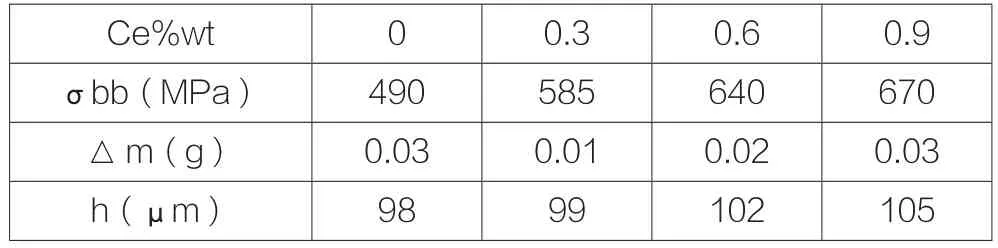
表3 稀土元素(Ce)对胎体(含金刚石)性能的影响
从表3可知,铈含量从0到0.9%wt增加时,对抗弯强度和金刚石出刃高度的影响都是单调上升的,但对抗弯强度的影响比较剧烈、对金刚石出刃高度的影响比较平缓;磨损失重随铈含量的增加而增加(铈含量从0.3%wt开始),这表明随着铈含量的增加胎体的耐磨性也有降低的趋势。
结束语
(1)钢筋混凝土链锯切割机在钢筋混凝土切割上因有其独特的优势而得到广泛应用。
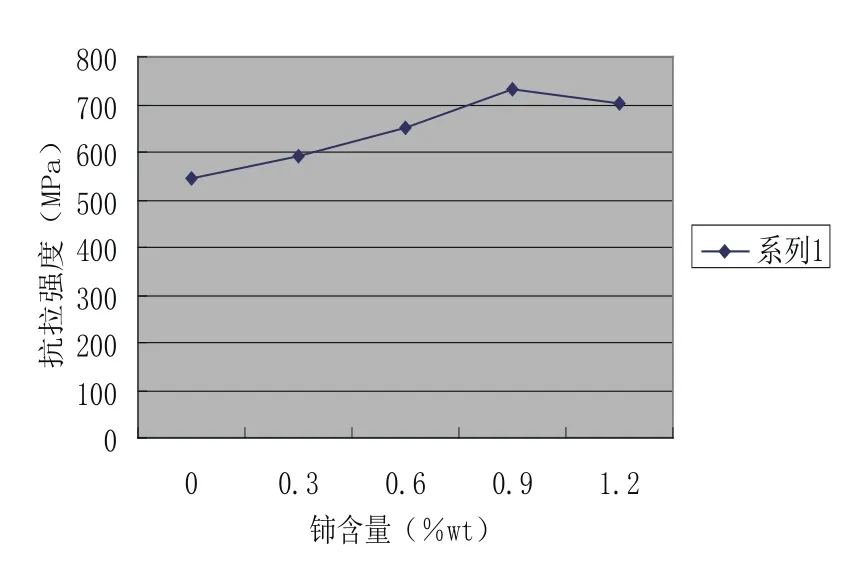
图4 铈对胎体(不含金刚石)抗拉强度的影响
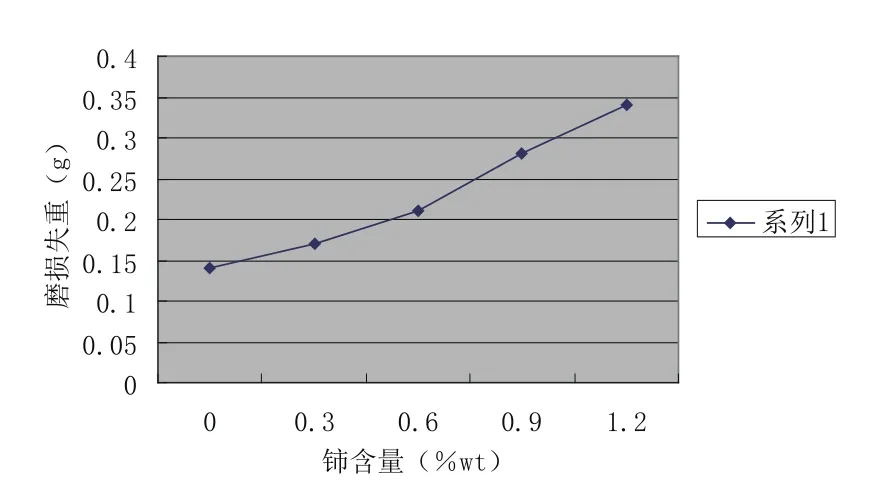
图5 铈对胎体(不含金刚石)磨损性能的影响
(2)镀层金刚石和结合剂之间形成极强的化学和机械粘接,减少了金刚石颗粒的脱落,金刚石完好率大大提高,小块破碎率也有很大提高,这既提高了切割效率,也确保金刚石锯链的使用寿命,同时降低使用成本。
(3)加入稀土元素可以明显改善胎体性能,改变胎体的抗弯强度和硬度,提高金刚石颗粒的出刃高度,提高钢筋混凝土链锯切割机的切割速度、切割指数和切割效率。
10.3969/j.issn.1001-8972.2015.09.023
猜你喜欢
轮胎工业(2022年7期)2022-11-25
设备管理与维修(2021年13期)2021-09-05
装备制造技术(2020年2期)2020-12-14
中国金属通报(2020年4期)2020-07-04
制造技术与机床(2019年9期)2019-09-10
钻探工程(2019年3期)2019-03-22
钻探工程(2019年1期)2019-02-13
小康(2017年31期)2017-11-14
制造技术与机床(2017年4期)2017-06-22
人间(2015年23期)2016-01-04