滚轧直螺纹钢筋连接技术在桥梁工程中的应用研究
2015-11-27 02:24盛寿桥
浙江建筑 2015年7期
盛寿桥
SHENG Shouqiao
(杭州市公路管理局,浙江杭州310030)
随着社会经济发展和交通流量的日益增长,交通基础设施建设面向地下隧道、地面高架、大跨度桥梁发展,结构钢筋的应用也向大直径、密布置、高强度方向发展。20世纪90年代以前,钢筋连接主要是搭接绑扎、搭接电弧焊、闪光对接焊、气压焊、电渣压力焊等传统方式,这些方式无论连接质量、效率还是可操作性,均已不能满足现代公路工程发展的需求,主要是反映在钢筋材质不稳定、可焊性差、电源不稳定、焊工水平不平衡、工期紧、防火安全要求高等情况下,焊接质量无法保证,传统的手工连接方式更不能用于大规格的钢筋连接。在我国20世纪80年代,建筑领域对钢筋连接技术开始了研究和推广应用,主要有套筒冷挤压、锥螺纹、墩粗直螺纹和剥肋滚轧直螺纹连接技术。近年来,我国在公路工程中也开始研究和应用钢筋连接技术,已在不少的大型工程中得到了推广应用。本文主要介绍钢筋滚轧直螺纹连接技术在钱江通道及接线工程南接线段工程中的应用研究,供同仁参考。
1 工程概况
其中高架桥全长27.2 km,为双向六车道高速公路技术标准,桥面为现浇箱梁(等集面)宽33 m,(变集面)最宽处为50 m,桩基最深达95 m,墩柱最高在15 m以上,设计汽车荷载为公路-I级;行车速度为100 km/h,工程造价为82.9亿元。全线桥梁工程共划分11个施工标段,据统计设计钢筋总用量约达34.7万t,其中直径22 mm以上的占80%,最大直径为38 mm,施工时对大直径钢筋超过了30%的采用滚轧直螺纹连接技术。
2 钢筋滚轧直螺纹连接技术
滚轧直螺纹钢筋连接是通过钢筋端头加工的直螺纹丝头和直螺纹连接套筒(连接器)咬合形成整体的一种连接方式,适用于一切抗震设防和非抗震设防的混凝土结构工程。它可根据需要制作直径为16~40 mm的直螺纹钢筋和连接套筒。滚轧直螺纹钢筋接头根据不同场合不同需要类型设计有标准型、正反扣丝型、异径型、加锁母型、扩口型等。滚轧直螺纹连接标准型钢筋接头见图1。
钱江通道及接线工程南接线段,全长27.71 km,
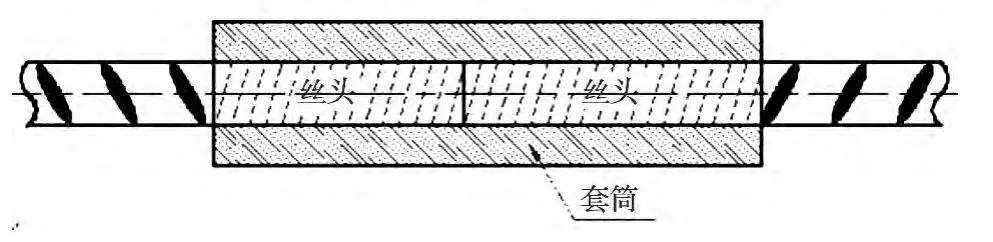
图1 滚轧直螺纹连接标准型钢筋接头
3 施工工序
滚轧直螺纹钢筋连接技术工序流程为:钢筋原料→钢筋除锈、调直→下料→端头切平(与钢筋轴线垂直)→送入套丝机盘开口→机械加工(丝头加工)→套丝加保护套→连接套筒加工→钢筋连接。
4 加工工艺要求
(1)钢筋原料 检查钢筋级别、规格及出厂质保单、工地抽检,均须符合设计要求。
(2)下料 根据设计长度的要求,采用钢尺进行测量及安装工作平台及下料模型。
(3)切割 制作切割工作平台及切割模具,采用机械切割。
(4)端平 确保钢筋端头平整、光滑、钢筋端面与钢筋轴线垂直,不得形成马蹄形或扭曲。
(5)丝头加工 丝头加工使用滚丝机,加工时使用水性润滑液;丝头有效螺纹中径的圆柱度误差不得超过0.20 mm;接头丝头有效螺纹长度、完整扣数及套筒长度、内径、外径、均应符合产品设计或有关规范要求。
(6)丝头加保护帽 采用相应规格的塑料套管,将钢筋丝头部分加套保护帽,塑料保护帽性质不宜过硬,确保丝头在搬运及安装过程中不受损伤和污浊。
5 连接质量要求
(1)丝头加工成型后,操作人员应逐个检查丝头的质量,经自检合格的丝头,应按要求对每种规格加工批量随机抽检10%。且不得少于10个,并填写丝头加工检查记录,如有一个不合格,即应对该批全数检查,不合格的丝头重新加工或报废,经再次检查合格方可使用。
(2)连接套筒:螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷,连接套筒采用外面委托加工的,由厂商提供产品质量保证书,并与工地加工的同样随机抽取不同规格、批次或10%的检验,发现有不合格的应全面检验和报废处理。
(3)对已完成连接成型后的接头,必须以各种规格、各批次或500个中进行随机抽取单向拉伸性能、高应力反复拉压性能、大变形反复拉压性能、抗疲劳耐低温性能等试验,合格后方可使用。接头连接件屈服承载力和受拉承载力标准值不小于被连接钢筋的1.1倍,各种规格的接头检验不少于9个,单向拉伸性能、高应力反复拉压性能、大变形反复拉压性能不少于各3个[1]。
(4)被连接的两根钢筋端面应处于连接套筒的中间位置,偏差不大于1P(P为螺距),对上下钢筋连接处间隙,现场操作时控制连接套筒单边外露有效螺纹不得超过2P或有关要求[1-2]。套筒两端外露牙纹数均匀,紧固时控制好接头拧紧力矩值,一般值见表 1[1]。

表1 接头拧紧力矩值
(5)丝头有效螺纹数量不得少于设计规定;牙顶宽度大于0.3P的不完整螺纹累计长度不得超过两个螺纹周长;标准型接头的丝头有效螺纹长度应不小于1/2连接套筒长度,且允许误差为+2P。钢筋接头现场安装时同一个截面不应超过钢筋根数的25%[1]。
6 钢筋滚轧直螺纹连接的优点
钢筋连接也是钢筋混凝土结构中不可缺少的一种工艺,而滚轧直螺纹钢筋连接技术是利用专用滚轧直螺纹加工设备滚轧而成,与传统钢筋连接技术相比,有以下优势:
(1)螺纹精度高、牙型好、牙齿表面光滑。
(2)连接质量稳定。
(3)接头通过国际土木协会200万次疲劳试验无破坏,具有优良的抗疲劳性能。并在-40℃的低温测试下,接头仍能达到与钢材同强度连接。
(4)在应用范围上基本上没有任何限制,适用钢筋任何位置与方向的连接,也可用于弯曲钢筋、固定钢筋及钢筋笼不能转动的场合。
(5)适应环保要求:施工中无明火、污染,在易燃、易爆、高处等施工条件下尤为安全可靠,可全天候施工。
(6)经济效益、社会效益显著:可以缩短施工周期,提高工程质量,降低能源消耗,利于环境保护,减少设备投资,附加成本较低,具有明显的经济效益和社会效益。
7 性能比较
滚轧直螺纹钢筋连接技术以其操作简便、施工速度快、适用性广等特点而具有很好的发展优势,其优越性能在工程实践应用中得到广泛认可。
7.1 施工效率
施工工序少,只需要在加工车间或棚内进行丝头和套筒加工,成型后现场安装即可;施工速度快,连接方便,将钢筋与连接套筒对正中间位置,即可安装连接,现场操作时可使用专用扳手拧紧,无须用电、用气、用火。
7.2 施工质量
钢筋采用焊接连接方式时,在焊接过程中很难避免由于温度差引起的钢筋变形,造成钢筋焊接后的直顺度不够理想。滚轧直螺纹钢筋连接很好地避免了焊接方式引起混凝土保护层等问题,而且各项力学性能按照规范所做试验均能达到要求。
7.3 环境要求
焊接连接时对环境要求高,如大风、雨天,会导致焊接焊缝出现气泡、夹渣等问题,而滚轧直螺纹钢筋连接在风、雨、水下等环境均可适用,并能起到赶工的作用。
7.4 经济效益
滚轧直螺纹钢筋连接技术能够很好地保证连接接头质量,而且在同等级的钢筋连接中,比传统焊接要节省连接用钢材,缩短施工周期,提高工程质量,降低能源消耗,利于环境保护,减少施工设备投资,附加成本较低,具有明显的经济效益和社会效益。
8 结语
滚轧直螺纹钢筋连接接头是以工厂化作业的机械连接技术,这种连接技术施工工艺简单便捷、连接速度快、劳动效率高、适用范围广、经济性能优越。随着交通工程设计与施工发展趋势,采用更粗更高等级的钢材不断增加,对钢筋接头连接的质量和性能等级以及连接的方便性、稳定性要求也会越来越高,因此直螺纹连接技术将成为今后工程中推广研究的主导型式,进而促使滚轧直螺纹连接技术成为今后最好的选择。
[1]中国建筑科学研究院.JGJ 107—2010钢筋机械连接技术规程[S].北京:中国建筑工业出版社,2010.
[2]刘永颐.钢筋等强度直螺纹连接:新一代钢筋机械连接技术[J].建筑结构,1999(1):57-58.
猜你喜欢
结构工程师(2022年2期)2022-07-15
山东冶金(2022年1期)2022-04-19
建材发展导向(2022年6期)2022-04-18
建材发展导向(2021年20期)2021-11-20
煤气与热力(2021年2期)2021-03-19
天津诗人(2020年2期)2020-11-18
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
红领巾·探索(2017年8期)2017-08-04
制造技术与机床(2017年3期)2017-06-23