SJ–100型自走式烟草上房机的设计与试验
2017-11-06 00:32彭才望孙松林蒋蘋石毅新周菊林
湖南农业大学学报(自然科学版) 2017年5期
彭才望,孙松林,蒋蘋,石毅新,周菊林
SJ–100型自走式烟草上房机的设计与试验
彭才望,孙松林,蒋蘋,石毅新,周菊林
(湖南农业大学工学院,湖南长沙 410128)
为实现烟草上房烘烤时烟草顺利提取、输送、有序摆放,减轻劳动强度,设计研制了SJ–100型自走式烟草上房机。该机包括行走装置、提取装置、升降输送装置、摆放装置。行走装置为电机前驱后轮转向的四轮底盘,兼具良好的操作性能和通过性能;提取装置和摆放装置均采用双平行四边形机构,可在上下升降和前后推送摆放过程中始终保持烟草平衡状态。工作时,提取装置提取烟草后,经升降输送装置移动到摆放装置,并在烤房上摆放。试验结果表明,作业过程中烟草提取平稳且提取力足,输送顺畅,摆放整齐有序,测得行走速度3.11 m/s,单次提取质量150 kg,输送速度0.2 m/s,净升降输送高度1.9 m,作业质量满足烤房布局要求和作业要求。
烟草上房机;提取;升降;摆放
烟草烘烤需要大量的劳动力,生产效率较低[1]。为提高烟草烘烤质量和生产效率,许多学者针对烟叶烘烤环节和装烟烘烤方式、密集烤房的改造进行了大量的研究,丰富了烤烟烘烤的理论基础,为烟草烘烤环节的发展提供了依据[2–4]。王景贵等[5]研制了一种钢丝弹力烟夹,可有序整齐地摆放烟草,防止烟草脱落;王卫峰等[6]研制了快速笼式烟夹,改善了烟草装夹现状;马欣等[7]利用固定方杆和钢丝进行编烟,提高了编烟效率;黄卫东等[8]设计了一种摆动钩针式烟叶编织机,解决了人工编烟费时费力问题。针对烤烟的普通烤房、普改密烤房、、散叶烤房、三层和四层密集烤房等,已有一些对比研究[9–12]。孙敬权等[13]对烤烟燃煤型密集烤房进行改进研究,推出新的成型密集烤房,具有节能、省工的特点。卢军等[14]研究泡沫保温材料的密集烤房,该种烤房提高了烟草烘烤质量、节能、高效。从已有的相关烟草烘烤研究成果来看,主要集中在装烟设备和烤房的设计、改进方面,降低了装烟劳动强度,提高了烤房烤烟质量。但是,在烟草有序提取送入烤房并整齐摆放过程中仍然存在劳动强度大、效率低、烟草损伤率高等问题。
基于此,按照现有密集烤房为长4 m、宽2.7 m、高3.2 m、装烟3层的结构建造规格,笔者设计研制了SJ–100型自走式烟草上房机。该机采用电机后驱后轮转向的四轮行走底盘结构,操作较灵活、轻便,具有良好的通过性能和操作性能,能较好适应烤房作业;升降输送装置和摆放装置采用双平行四边形机构,能有序、平稳、快速实现烟草提取、输送和摆放作业。同时,电机后驱后轮转向,实现前方烟草提取、升降、摆放操作无死角,适应烤房作业要求,保证烟草顺利整齐摆放在烤房上。现将结果报道如下。
1 总体结构及主要技术参数
1.1 总体结构及工作原理
SJ–100型自走式烟草上房机由烟草提取装置、烟草升降输送装置、烟草摆放装置、行走装置、电控系统及电池组成,结构如图1所示。
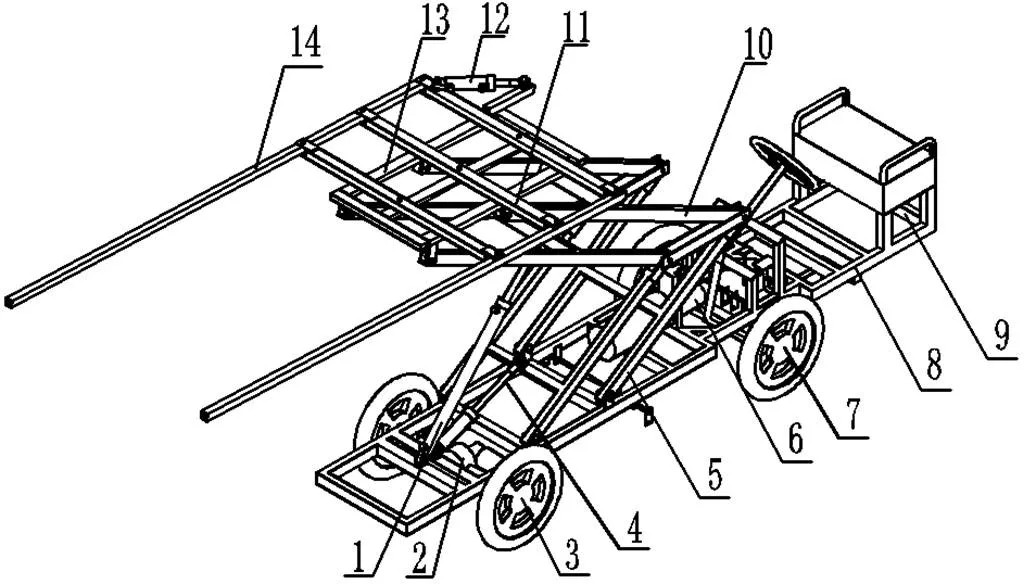
1 高位液压举升杆;2 驱动电机;3 前驱动轮;4 低位液压举升杆;5 低位升降平衡连杆机构;6 液压动力马达;7 后转向轮;8 车架;9 蓄电池;10 高位升降平衡连杆机构;11 平衡支架;12 液压推杆;13 托架;14 挂烟杆。
烟草上房机有序将烟草升降上房作业过程为纯电动作业,无污染。该机能根据烤烟房的空间结构,自动仿行,烟草升降上房高度可调。后轮转向,操作灵活简单。根据烤房的尺寸,烤房摆放烟草的最高位置为3.0 m,摆放烟草最低位置为1.2 m。整机为后轮转向,前轮驱动,机具前方为烟草悬挂,驾驶员坐于后方位置,便于操作烟草上房过程。机具作业前,人工将烟草整齐挂在待取烟架支柱上,调节高低位的液压举升杆长度,控制烟草上房机挂烟杆的高度,使之能够顺利提取烟架上的烟草。在到达烤烟房前30 cm处,由液压推杆推动挂烟杆一端,调节挂烟杆左右横向宽度,使左右挂烟杆宽度低于1.3 m,进入烤房。机具进入烤房后,根据所需的高度,低位液压举升杆先工作,高位液压举升杆后工作,在整机举升高度高于3.0 m后,液压推杆收缩工作,将进入烤房前的变形挂烟杆复位到水平最大宽度,使左右挂烟杆前端平齐,待观察烟架高于烤烟房壁槽10 cm时,高位液压举升杆收缩,将挂满烟草的烟架摆放于烤房最高位,待摆放后,液压推杆再次推送,将挂烟杆变形,左右宽度低于1.3 m,机具后退,移出烤烟房。依次从高到底,循环下个位置的烟草上房过程。
1.2 主要技术参数
根据GB/T 23219—2008 烤烟烘烤技术规程以及同类机型的相关技术标准,SJ–100型自走式烟草上房机的主要技术参数设置如表1所示。
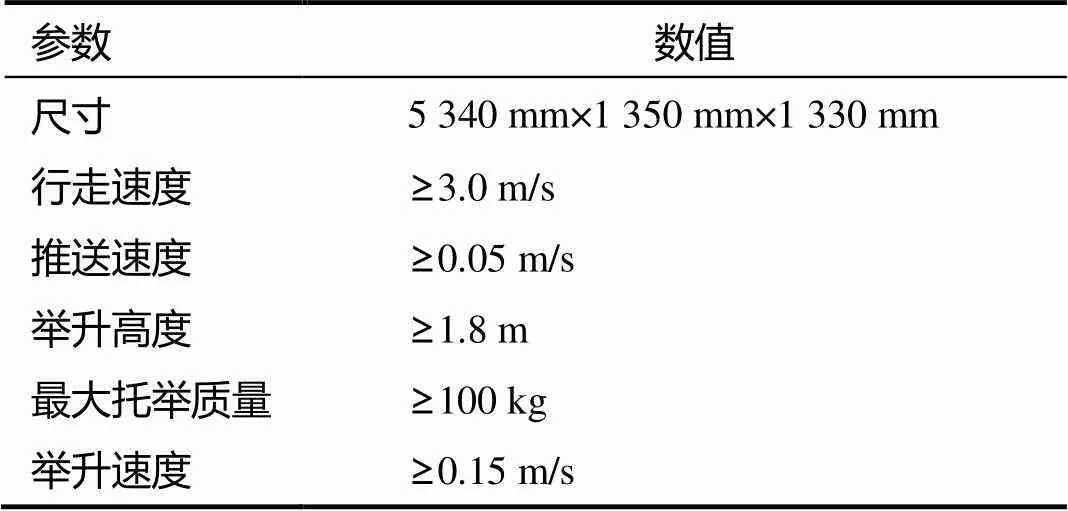
表1 SJ–100型自走式烟草上房机的主要技术参数
2 主要部件的设计
重点对提取装置、升降输送装置和摆放装置进行了设计。
2.1 烟草提取装置
烟草提取是烟草上房机工作过程中的第一道工序,直接影响烟草上房后续过程以及整个烟草上房效果。首先,人工将整理好的烟草有序挂在地面烟架上,待烟草上房机提取装置提取,如图1所示。机具作业时,挂烟杆在液压推杆推力作用下前后伸缩,未收缩前,两根挂烟杆平齐后宽度1.3 m,收缩后,宽度低于1.3 m。挂烟杆上有限位钉,限位钉能保证多杆挂烟横梁不相互影响,且保障一定间隙,为30~40 cm。挂烟杆前面挂烟部分长度为1.8 m,根据实际作业情况(烟草烘烤前湿度情况)选择烟夹数。为配合烟草上房机作业及烤房结构特点,烟架支柱上有烟杆,烟杆上均匀分布有烟草,前后烟架支柱之间的间隔为30~40 cm,横向烟架支柱之间间隔为1.3 m。烟草上房机提取烟草时,机具行驶至地面烟架前30 cm,液压推杆工作,推动烟草提取装置,挂烟杆发生前后变形,调整挂烟杆左右两端距离,使之变窄小于1.3 m,以进入提取状态。烟草提取装置采用平行四边形结构,其中有托架、平衡支架做辅助支撑,工作平稳,摆动较小,能够实现挂烟杆左右变窄进入烟架后提取人工已经摆放的烟草。根据烤房与烟杆尺寸计算,设计两挂烟杆宽度摆正状态下为1.2 m,偏摆状态下宽度为1.1 m,推夹机构沿中心定位销的偏摆角23.56°。

1 液压推杆;2 平衡支架;3 托架;4 挂烟杆;5 限位钉。
2.2 烟草升降输送装置
烟草升降输送装置采用双平行四边形机构,双平行四边行机构在升降工作中,能保证挂烟杆始终与地面保持相对水平,平衡性高,降低挂烟杆提升烟草作业中的上下偏晃程度。双平行四边形连杆机构通过高低液压举升杆作用,实现烟草从低到高的提升过程,提升过程先低位液压举升杆工作,后高位液压举升杆工作,下降过程则相反,如图3所示。液压驱动动力由液压电机提供:采用直流电机(TSZ112–1.5–30–4),功率1.5 kW,转速3 000 r/min;单次承受最大举升负载质量约为150 kg。双平行四边形连杆机构作业过程中具有很大的伸缩性与稳定性,烟草上房机在保证作业高度的前提下,结构更加紧凑与稳定。双平行四边形连杆机构两侧各安装1个位置传感器,通过传感器定位实现烟草升降高度的自动定位,在挂烟杆的顶端安装一个摄像探测头,方便驾驶操作员通过影像判断作业高度和作业完成情况。烟草上房机升降输送装置采用液压控制系统和传感器定位装置,准确、自适应控制烟草上房所需的举升高度,上房作业效率高、液压系统性能稳定、可靠。
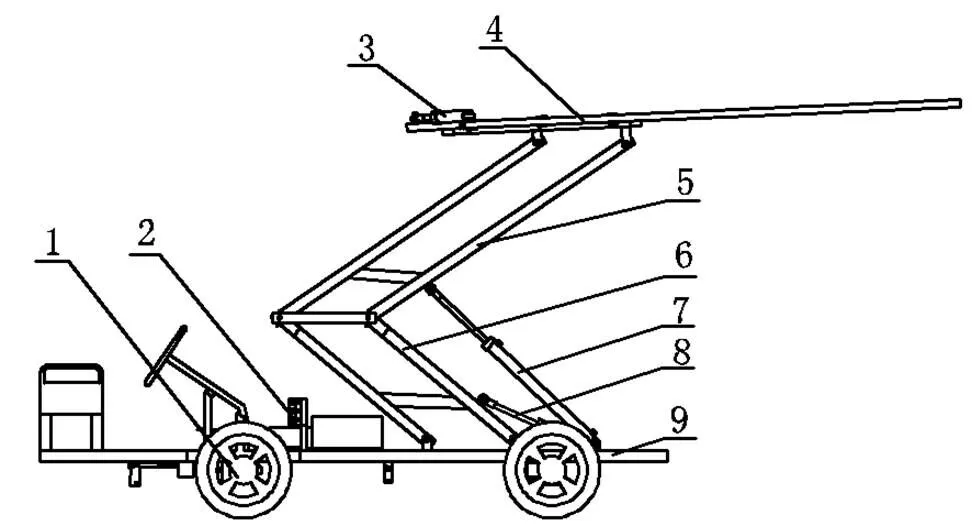
1 后转向轮;2 液压泵;3 推送液压缸;4 挂烟杆;5 高位升降平衡连杆机构;6 低位升降平衡连杆机构;7 高位液压缸;8 低位液压缸;9 车架。
2.3 烟草摆放装置
烟草摆放装置和烟草提取装置是同一结构,工作原理相同,差别在于烟草摆放作业是在烤房中,烤房两壁之间距离1.3 m,液压推杆推送挂烟杆,缩小挂烟杆左右宽度,进入烤房(图4)。液压升降输送机构将烟草提升到指定高度后,液压推杆工作,复位挂烟杆行程,挂烟杆恢复到水平最大宽度状态,摄像探测头在监控烟杆略高于烤房壁卡槽10 cm距离时,缓慢收缩高位液压举升杆,烟杆顺利落入烤烟房壁卡槽中,液压推杆收缩工作,烟草上房机退出烤房,继续下一高度烟草上房作业。烤房壁卡槽最大高度3.0 m,最低高度1.2 m。

1 液压推杆;2 左挂烟杆;3 右挂烟杆。
4 样机的研制与试验
根据设计参数,采用UG软件建立SJ–100自走式烟草上房机样机模型,如图5所示,经过运动/动力学仿真以及干涉检查,确保所设计研制的烟草上房机各零部件设计合理与装配合理[15]。仿真结果表明,所设计的烟草上房机相关零部件参数符合设计要求。根据设计结果,研制SJ–100自走式烟草上房机,如图6所示。

图5 SJ–100型自走式烟草上房机的三维模型

图6 SJ–100型自走式烟草上房机
样机研制完成后,在湖南农业大学试验基地进行烟草上房试验。试验烤房长4 m、宽2.7 m、高 3.2 m,可装烟3层,密集烤房结构。烤房最低层烟夹摆放位置和最高层烟夹摆放位置高度差1.8 m,其中,最低层烟夹摆放位置距离地面高为1.2 m,烟夹两侧水平宽度1.3 m。挂烟杆前端均匀加持10个烟夹,烟夹下方共悬挂烟草质量150 kg。烟草上房效果如图7所示。

图7 烟草上房试验效果
试验结果表明:在尚无定量评价烟草上房质量标准的情况下,参考GB/T 23219—2008 烤烟烘烤技术规程以及同类型机型的相关技术标准,烟草上房的作业质量评价依据以烟草上房高度、烟草上房单次质量、烟草上房机操作性能为准。试验过程中,SJ–100自走式烟草上房机工作性能稳定,各项参数符合设计要求,自行走速度3.11 m/s,水平举升烟草速度0.2 m/s,举升净高度1.9 m,满足烤烟房最高层位置烟夹上房需求;单次举升质量150 kg,满足烤房烟夹一次性上房质量要求;水平推送摆放烟草速度0.06 m/s,水平推送距离0.36 m,满足烟夹水平宽度1.3 m内左右调整摆放装置的宽度,SJ–100型自走式烟草上房机可灵活前后进退烤房,使用灵活,操作方便。
5 结论
基于现有密集烤房的建造规格,利用理论分析和三维软件对SJ–100型自走式烟草上房机进行设计,一方面得到自走式烟草上房的运动状态与结构参数之间的关系,另一方面证明了设计方案的可行性。在确定可行的前提下,按照设计方案对SJ–100型自走式烟草上房机进行研制并在密集烤房中试验烟草上房过程。结果表明,该机较好地解决了烟草上房过程劳动强度大、作业效率低的问题;采用后轮转向,可操作性好;该机升降高度、平移宽度、进退距离和密集烤房的建造规格具有良好的适应性,实现了有序提取、输送、摆放,满足烟草上房烘烤的规模化、集约化要求。
[1] 宫长荣,潘建斌,宋朝鹏.我国烟叶烘烤设备的演变与研究进展[J].烟草科技,2005(11):34–37.
[2] 李余湘,朱贵川,徐增汉,等.密集烤房利用太阳能辅助烘烤烟叶的效果[J].贵州农业科学,2011,39(3):84–86.
[3] 谢已书,邹焱,何昆,等.散叶插签装烟密集烘烤对烟叶质量和经济效益的影响[J].贵州农业科学,2010,38(10):58–60.
[4] 谢已书,邹焱,李国彬,等.密集烤房不同装烟方式的烘烤效果[J].中国烟草科学,2010,31(3):67–69.
[5] 王景贵,吴仁铣,徐绍军,等.编烟夹:中国,200920259669.7[P].2009–12–14.
[6] 王卫峰,张克勤,李波,等.快速笼式烟夹的设计与应用[J].烟草科技,2012(9):27–30.
[7] 马欣,邢亚洲,王龙宪,等.散叶固定方杆装烟方式研究[J].吉林农业,2010(8):75–77.
[8] 黄卫东,彭小冬,王胜雷,等.烟叶编持机的设计与开发[J].农机化研究,2009,31(3):98–100.
[9] 樊军辉,陈江华,宋朝鹏,等.2种类型烤房烘烤过程中气体成分变化的差异[J].西北农林科技大学学报(自然科学版),2011,39(2):120–124.
[10] 钟平,林云通,林方荣,等.烤烟四层密集烤房试验研究[J].湖南农业科学,2010(1):82–85.
[11] 富卿,刘明竞,杨相,等.不同烤烟烘烤方式的烘烤效应研究[J].广东农业科学,2012(4):29–31.
[12] 黎平,郭群召,彭国勋.不同类型烤房对云烟85烟叶烤后品质的影响[J].烟草科技,2012(3):75–78.
[13] 孙敬权,任四海,吴永德.烤烟燃煤密集烤房的改进探讨[J].烟草科技,2004(9):43–44.
[14] 卢军,袁建君,王勇.泡沫保温材料在密集烤房中的应用效果分析[J].南方农业学报,2012,43(7):1033–1036.
[15] 丁源,李秀峰.UG.NX8.0中文版从入门到精通[M].北京:清华大学出版社,2013.
责任编辑:罗慧敏
英文编辑:吴志立
Design and experiment of SJ–100 self–propelled tobacco lifting machine
PENG Caiwang,SUN Songlin,JIANG Pin,SHI Yixin,ZHOU Julin
(College of Engineering, Hunan Agricultural University, Changsha 410128, China)
Aiming at achieving that tobacco was extracted, transported and ordered in an orderly manner and reducing labor intensity. the SJ–100 self–propelled tobacco lifting tobacco was designed. The tobacco lifting machine mainly composed of walking device,lifting device, delivering device and putting device. A four–wheel chassis of the motor drive and the rear wheel steering was used as walking device to achieve good performance of passing and operating. Both the lifting device and the putting device adopt the double parallelogram mechanism, which can always keep the tobacco in balance during the up–and–down lifting and the front and rear pushing. When the machine works, the tobacco on the ground was lifted from the lifting device and moved to the placement device via the lift conveyor and then placed on the grill. The test results show that the process of tobacco lifting and putting were smoothly and orderly, the walking speed was 3.11 m/s, the single lifting quality was 150 kg, the conveying speed was 0.2 m/s, the net elevating conveyor height was 1.9 m, It is shown that all working quality index can meet the requirements of the curing barn and the tobacco lifting.
tobacco lifting machine; grapping; lifting; placing
S225.99
A
1007-1032(2017)05-0556-04
2017–02–22
2017–08–05
中国烟草总公司重点项目(11–13Aa05)
彭才望(1988—),男,湖南衡阳人,博士研究生,讲师,主要从事农业机械化及自动化研究,15173125671@163.com
投稿网址:http://xb.hunau.edu.cn
猜你喜欢
宝钢技术(2022年4期)2022-12-23
机械管理开发(2022年5期)2022-07-07
郑州轻工业学院学报(社会科学版)(2019年3期)2019-08-27
山西农业科学(2019年8期)2019-08-17
江西农业学报(2018年9期)2018-09-18
诗潮(2017年12期)2018-01-08
中国核电(2017年1期)2017-05-17
作物研究(2014年6期)2014-03-01
制造业自动化(2011年10期)2011-01-19
作物研究(2010年4期)2010-11-19