基于独立成分分析的复杂曲面加工误差分离
2018-04-29 07:54张安社陈岳坪杨翊唐清春
广西科技大学学报 2018年1期
关键词:主成分分析
张安社 陈岳坪 杨翊 唐清春

摘 要:研究基于独立成分分析的复杂曲面加工误差分离技术,旨在将复杂曲面加工误差按照不同的误差源進行分离,克服当前复杂曲面加工误差分离时无法分离相近尺度误差的问题.对各种误差源所导致的加工误差进行建模,然后阐述独立成分分析的原理和步骤;通过对混合后的信号进行分离,判断原始的4种信号与ICA分离出的4种信号之间相关性的大小,验证ICA用于解决分离混合信号问题的可行性;最后以实际加工中心加工的复杂曲面为例进行实例验证,结果表明:应用ICA可以有效地将复杂曲面相近尺度的加工误差进行分离,有利于进一步对各误差源进行判定.
关键词:独立成分分析;主成分分析;加工误差;复杂曲面
中图分类号:TG506 DOI:10.16375/j.cnki.cn45-1395/t.2018.01.010
0 引言
当今社会制造业发展速度越来越快,企业在数控加工精度方面提出了更高的要求.由于数控加工过程中各种误差源的存在,导致加工精度不高的问题日益突出.通过分析判断导致复杂曲面加工误差产生的原因,然后针对造成误差的不同误差源进行补偿,以此来提高复杂曲面的加工精度.
目前加工误差的分离辨识模型主要采用基于滤波的方法和统计的方法[1].Liao等[2]采用二维小波变换将汽缸盖三维表面分解到不同尺度中进行表达,使存在加工误差的尺度显示出来,用来检测刀具崩裂、刀具与表面之间的相对颤振以及表面可能存在的泄露等.徐宁等[3]通过使用功率谱密度分析方案对复杂曲面表面形貌进行分析.杨智等[4]利用小波分析理论对光学元件表面的加工误差进行分析.Huang[5]提出一种不依赖任何基函数就可以进行分解的方法—经验模态分解(EMD),该方法虽然可以根据信号的自身特征进行分解,但是EMD在实际处理问题时会产生严重的模态混叠问题[6].
陈岳坪等[7-8]提出一种新的基于空间统计分析法的加工误差分析方法:首先,通过三坐标测量机检测工件,获取工件实际值与理论值的偏差;然后,根据空间统计分析原理对加工误差数据进行分析,最终把加工误差中的系统误差和随机误差分解出来.张磊等[9]通过分析传统的误差流模型只能解决线性模型的问题,提出加工误差流的半参数回归模型,对工序系统误差和随机误差进行分离.由以上可知空间统计分析原理只能将加工误差分解为系统误差和随机误差两个部分,不能够对导致加工误差的各个误差源进行具体分析.针对上述问题,本文引入独立成分分析(Independent Component Analysis,ICA)方法[10-11],用该方法以复杂曲面加工误差为研究对象,对测得的加工误差进行分离,分离出隐含在加工误差中的各独立成分,从而为进一步对误差源进行分析与判定奠定了基础.
1 加工误差的表示与建模
2 独立成分分析与仿真
ICA起源于“鸡尾酒聚会问题”(在有众多人参加的鸡尾酒舞会上,他们中的大多数人都在各自和自己的好友交谈,并且交谈的同时还夹杂有各种各样的背景音乐,但是在酒会上的每个人都能够准确地听到对方讲话的详细内容),是一种从20世纪90年代开始流行起来用于解决多维混合独立信号分离问题的新技术.ICA以变量间互不相关为基本前提条件,然后对混合信号进行分离,分析和判断出隐含在混合信号中的各独立信息成分.
2.1 独立成分分析原理
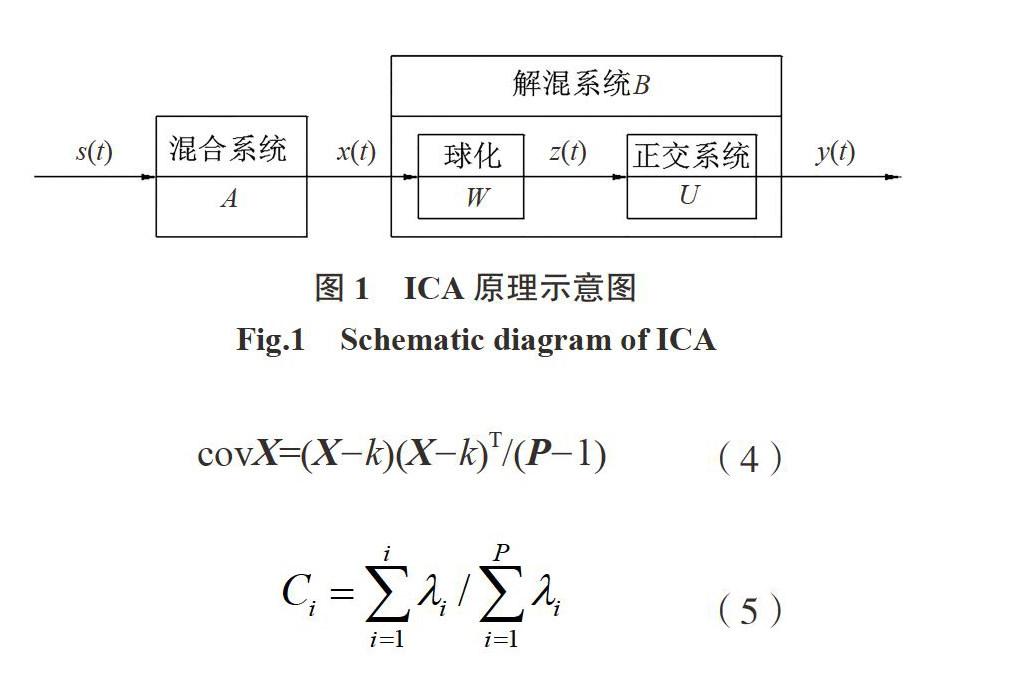
ICA基本原理是在独立信号源s(t)经过混合系统后生成x(t),x(t)经过解混系统B进行分离,使得输出y(t)逼近s(t).如图1所示.
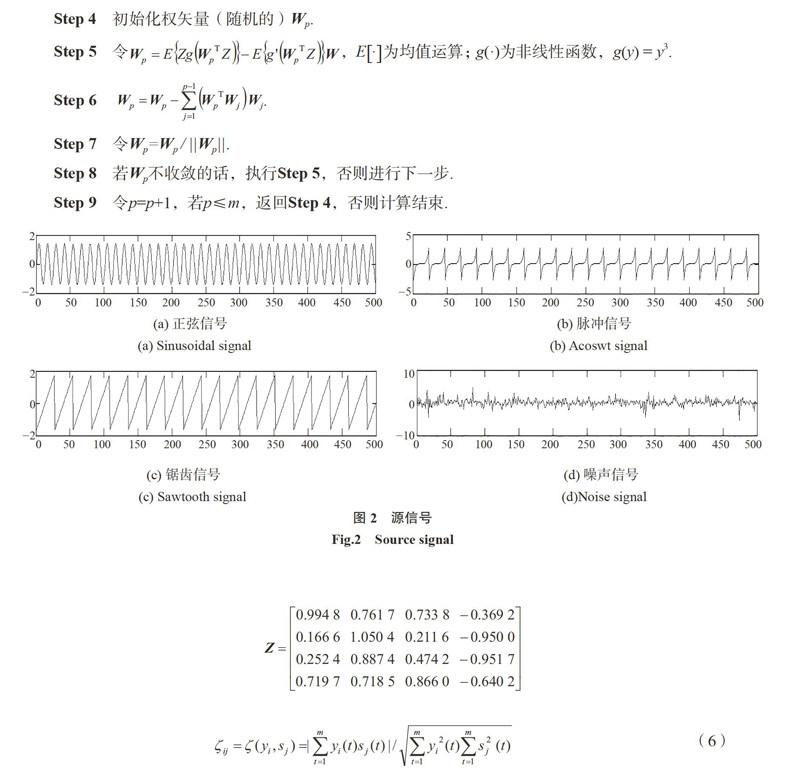
2.2 ICA算法的基本步骤
Step 1 对采集的信号X进行中心化处理,使所采集信号的平均值为0.
Step 2 球化采集的原始信号,X→Z,精简独立分量计算过程.
Step 3 判断独立分量的个数m,处理后信号的协方差矩阵:
式中:P表示第i个信号源第P个信号的数值,可以看作是长度为P的向量;k为每一条的均值.
特征值的累计贡献率:
式中:λi为covX的特征值.具有原始信号特征的强弱可由贡献率的大小判断,贡献率越大它对应的特征量具有源信号特征的能力越强.根据贡献率的大小确定m,初始化迭代次数p>1.
2.3 独立成分分析仿真
为验证ICA算法对混合信号的分离效果,分别以正弦信号、脉冲信号、锯齿信号和噪声信号4种互不相关的信号源进行混合.4个信号源如图2所示.
选取正态随机分布的混合矩阵Z.
Z和图2中的4个互不相关的信号生成的混合信号,如图3所示.
应用ICA对混合后的信号进行分离,计算得到混合信号分离矩阵的估计,进一步得到混合信号中独立信号的估计,如图4所示.
为验证ICA算法分离出各互不相关成分的精确度,使用相似系数对原始信号与ICA分离出信号的相似程度进行评定.当相似系数十分接近1,说明分离算法性能稳定,所分离出的各独立成分基本上保留源信号的全部信号特征.当相似系数十分接近0,说明该种算法对混合信号不具备分离能力.
相似系数公式:
式中:yi是分离得到的信号,Sj是源信号,m是主成分个数.
4种独立信号之间的相似系数,如表1所示.
ICA分离出的信号与4种原始信号的相似系数,如表2所示.
由上表可以看出,分离出的信号与源信号相似系数绝对值接近1,说明ICA能够很好地将混合信号分离,符合预期结果.
3 加工误差分离实验
本实验曲面零件加工是在VMC650E立式铣床加工中心进行,加工的数控NC代码是由UG NX8.0自动生成.曲面加工采用粗加工、半精加工、精加工三道工序,粗加工采用的是Φ12 mm的端铣刀,半精加工和精加工采用的是Φ6 mm的球头刀,使用德国海克斯康 Leitz Reference HP三坐标测量机(Quindos7软件,MPEE=0.9+ L/ 400 μm)为测量设备.配备接触扫描式测头,测头直径5 mm,在曲面上采集5条线,每条线1 000点,采样方式如图5、测量过程如图6所示.
测得的5组数据如图7所示.
获得5组观测数据后,下一步进行误差源数量估计即主成分分析.
对原始信号的5组数据分析,分别计算各信号的累积贡献率Ci,确定出原始信号中主成分的数目,判断误差源的数目,结果如表3所示.
当Ci大于 0. 95 时,即前i个主成分能够包含原始误差数据 95% 的信息,包含了i个不相关的主要误差成分,根据上表可知,前2个主成分基本能完全解释样本的数据,即所测量的加工误差中主要由2种误差源构成.
将测得的5组数据作为ICA的5组观测信号,主成分个数为2,得到2组误差成分的估计,如图8所示.
利用傅里叶变换计算每个独立分量的频谱,如图9、图10所示.
由频谱图10可以看出不同频率的波形紧凑、拖尾相对比较少,与周期性误差特性相一致,推断该复杂曲面在加工过程中存在周期性误差.由频谱图9可以看出幅值突变的重现没有规律可循,推断该误差主要是在切削过程中,由于刀具和加工表面的积屑瘤使表面形貌产生较大波动.通过找出造成加工误差的来源,后续进一步对误差源进行补偿,为最终提高复杂曲面的加工精度奠定基础.
4 结论
1)阐述独立成分分析原理和步骤,并对ICA算法进行仿真,仿真结果表明ICA算法在独立成分分析中具有较高的稳定性.
2)采用ICA对实际复杂曲面的加工误差进行分离,取得很好的分离效果.验证该方法在复杂曲面加工误差分离应用中的有效性和可行性,为进一步更加精确地对误差的来源进行判断和补偿奠定基础.
参考文献
[1]张发平,吴迪,张体广,等.基于盲源信号分离的加工误差分离方法研究[J].兵工学报,2016,37(9): 1692-1699.
[2]LIAO Y , STEPHENSON D A,NI J. Multiple-scale wavelet decomposition, 3D surface feature exaction and applications[J]. Journal of Manufacturing Science and Engineering, 2012, 134(1): 011005.
[3]徐宁,侯仰海,邢彦峰.利用ACF和PSD对微观表面特性研究[J].机械研究与应用,2004,17(5):54-56.
[4]杨智,戴一帆,王贵林.小波在基于功率谱密度特征曲线评价中的应用[J]. 激光技术,2007,31(6):627-629.
[5]HUANG N E. New method for nonlinear and nonstationary time series analysis: empirical mode decomposition and Hilbert spectral analysis [C]. Proc. of SPIE, 2000.
[6]HUANG N E, SHEN Z, LONG S R, et al. A new view of nonlinear waves: the Hilbert spectrum [J]. Annual Review of Fluid Mechanics, 1999, 31(1): 417-457.
[7]陈岳坪,高健,邓海祥,等. 复杂曲面零件在线检测与误差补偿方法[J]. 机械工程学报,2012,48(23):143-151.
[8]石光林, 陆维钊, 邵以东. 三坐标测量机的计算机辅助测量系统研究[J]. 广西工学院学报,2006, 17(3):60-63.
[9]张磊,张志胜,周一帆,等. 基于半参数回归模型的制造过程加工误差流建模与分析[J]. 机械工程学报,2013,49(15): 180-185.
[10]张贤达,保铮.盲信号分离[J]. 电子学报,2001,29(12A): 1766-1771.
[11]李舜酩. 转子振动故障信号的盲分离[J]. 航空动力学报,2005,20(5):751-756.
Abstract:This study was based on the independent component analysis (ICA) of complex surfaces machining error separation technique. The aim was to separate the machining errors of a complex surface according to the different error sources, overcome the problem that the surface machining error separation cannot be separated from the similar scale error. Firstly, the machining errors caused by various error sources were modeled. Then the principles and steps of independent component analysis were described. Through the simulation of signal separation, the correlation size of simulation signals and ICA isolated signals was determined and then the feasibility of ICA was proved. Finally the actual complex surface was taken as an example for verification. The results showed that the complex surface machining errors of similar scale were effectively separated by ICA. It was helpful to determine the various error sources further.
Key words:independent component analysis (ICA); principal component analysis; machining error; complex surface
(學科编辑:黎 娅)
猜你喜欢
计算机教育(2016年8期)2016-12-24
商场现代化(2016年29期)2016-12-23
现代经济信息(2016年27期)2016-12-16
湖北农业科学(2016年18期)2016-12-08
时代金融(2016年29期)2016-12-05
中国房地产·学术版(2016年10期)2016-11-18
大学教育(2016年11期)2016-11-16
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
考试周刊(2016年84期)2016-11-11
商业经济研究(2016年14期)2016-09-14