
新型磨球压滚成形生产线研制
2019-10-18 08:25陈艳妮
重型机械 2019年5期
陈艳妮
(四川鸿舰重型机械制造有限责任公司,四川 攀枝花 617000)
0 前言
磨球对物料起破碎和研磨作用,在矿山采选、煤炭、水泥等行业有广泛应用,每年消耗数以百万吨计。传统磨球生产有铸造工艺、锻造工艺、轧制工艺三种,存在产能低、工作环境差、热辐射、劳动强度大、噪音大、烟尘、粉尘,污染严重等缺陷,环保压力大。从磨球产业长远发展和环保政策要求来看,必须进行技术更新,控制环境污染,提高磨球产能。某公司自行设计、制造包括上料及中频加热成套设备、多规格棒料剪断机、上料机器人工作站及控制系统集成设备、成形挤压机、整形设备、链斗式缓冷机、双道交叉水冷淬火机等设备的磨球压滚成形生产线,用机器人代替人工,在噪音方面明显低于锻造磨球生产方式,每吨磨球的固体排放物少,没有烟气污染,综合环保性能好。
1 技术参数及质量指标
本文使用Φ70 mm、Φ80 mm、Φ100 mm三种规格圆钢生产出Φ100 mm、Φ120 mm、Φ150 mm三种规格磨球,产能指标要求每小时400个。磨球产品允许直径偏差±3 mm,圆整度≤1 mm,表面硬度及心部硬度需满足生产要求,两端平头高度<3 mm,外观要求表面光洁,无明显凸起及凹坑,无裂纹现象。
2 工作原理及主要结构设计
2.1 总体设备布置图
磨球压滚生产线主要包括七部分:上料及中频加热成套设备、多规格棒料剪断机、上料机器人工作站及控制系统集成设备、成形挤压机、整形设备、链斗式缓冷机、双道交叉水冷淬火机,如图1所示。

图1 磨球压滚生产线
天车将圆钢棒料吊装到上料架台面,通过上料架辊轮将圆钢输送进电加热炉,电加热炉将圆钢棒料加热到1 050 ℃,输送辊道将高温棒料输送进多规格棒料热剪机,热剪机将高温棒料剪切成定尺圆钢,机器人将定尺圆钢夹取到成形挤压机的模具里,挤压机将定尺圆钢挤压成半成品,气缸将半成品推进整形机里,整形后的磨球进入链斗式缓冷机空冷,空冷后的磨球进入双道水冷淬火机水冷,水冷后的磨球进入磨球料斗。
2.2 上料及中频加热成套设备
上料及中频加热成套设备主要由上料架、炉体、感应器、托料辊、压料机构等组成,如图2所示。
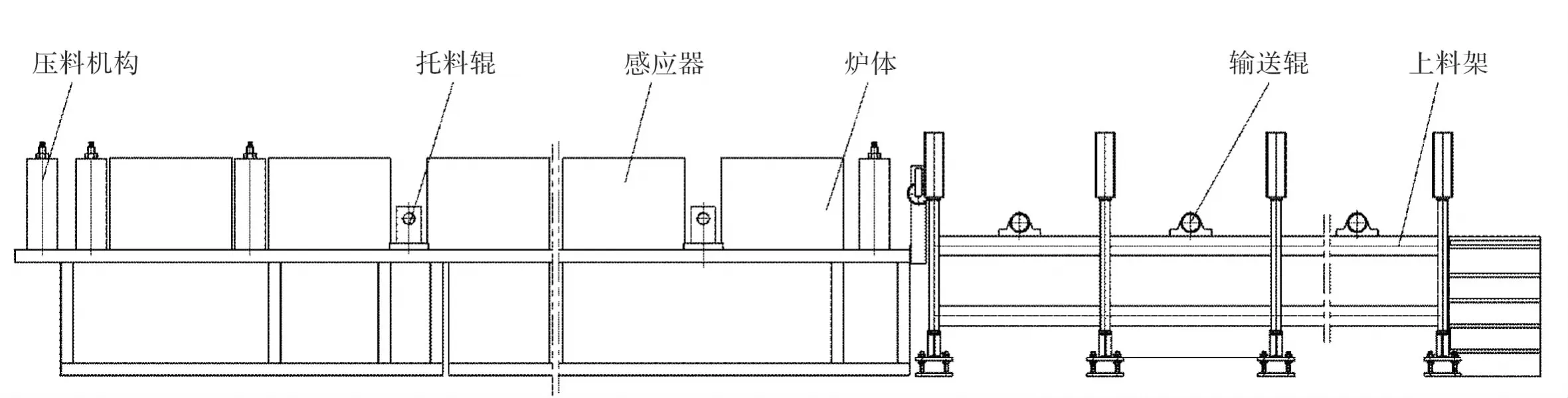
图2 上料及中频加热成套设备
天车吊装圆钢棒料到上料架台面,通过上料架输送辊将圆钢输送进电加热炉,电加热炉将圆钢棒料加热到1 050 ℃,输送辊将高温棒料输送进多规格棒料热剪机。连续送料机构包括至少三根依次间隔分布的托料辊,压料机构包括至少两根压辊,处于连续送料机构的输送前端和输送末端的两根托料辊的上侧均设有一根压辊,压辊能够上下运动以靠近或远离其所对应的托辊。
采用中频电感应加热,不容易发生过热与过烧,产品质量有保证,氧化铁皮损失小,生产机动灵活,生产环境好,节省人力与占地面积,容易实现机械化自动化生产等。
2.3 棒料热剪机
该设备机体采用整体焊接结构,通过曲柄带动上刀具对热态圆钢进行定尺热剪。气动摩擦式离合与制动器具有过载保护功能。PLC程序控制,机动递进式干油润滑,可实现自动剪切、快换刀片、自动润滑,气压不足、润滑油不足、油路堵塞、无油自动报警及电机过载自动报警等监控及安全保护控制装置,如图3所示。
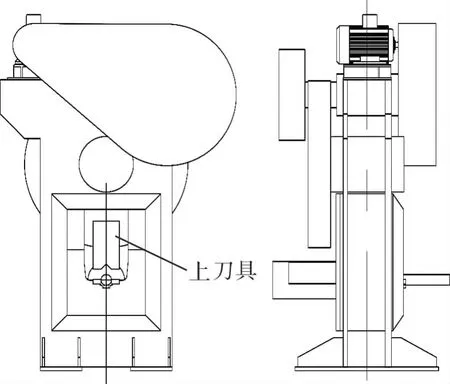
图3 棒料热剪机
2.4 上料机器人工作站及控制系统集成设备
上料机器人工作站包括下料机构和取料机器人,下料机构的进料端与多规格棒料热剪机上设置的出料导轨的出料端相对应,取料机器人能够将进入下料机构中的坯料抓取并送入成形挤压机的模具型腔内。取料工作站的取料机器人设置在机器人底座上,机器人夹具设置在取料机器人的机械手臂上。机器人夹具包括固定部和移动部,固定部上设有呈“V”字形的固定夹口,移动部可伸缩地设置在固定部上,移动部上与固定夹口相对应处设有呈“V”字形的移动夹口,移动夹口能够随着移动部的运动靠近或远离固定夹口,如图4所示。

图4 上料机器人工作站
热取料工作主要由可编程的机器人完成热剪切的坯料准确抓取,然后垂直放入球形下模。高温坯料在上模压下前保持垂直不倾斜,是挤压成半成品球的关键。为保持坯料在上模压下前保持垂直,在下模上表面设计气动扶正定位机构,与机器人在控制系统中实现联动,机器人准确防止坯料后,启动气动扶正定位机构,气缸推动两个片状V形夹持臂,夹紧坯料。然后系统允许机器人夹具松开坯料,离开压力机。
2.5 成型挤压机
成型挤压机设置有棒料扶正定位机构、推料机构和吹气清扫机构。棒料扶正定位机构能够将处于成型挤压机的模具型腔内的坯料扶正定位。推料机构能够将挤压成的半成品磨球推出成型挤压机的模具型腔并推送至挤压出料滑道内。吹气清扫机构能够对成型挤压机的模具型腔进行吹扫清理,如图5所示。
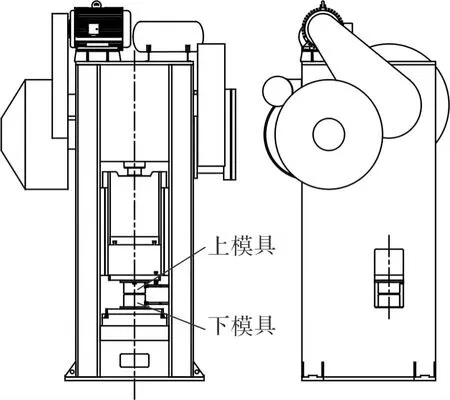
图5 成型挤压机
2.6 成型模具
挤压模具将热剪后的定尺圆钢挤压成近似圆形,便于滚圆。挤压模具采用等体积原理来设计,由于采用曲柄式压力机锻压,上、下模具之间需有间隙,经多次试验调整,将模具间隙设计为10 mm。定尺坯料为1 000 ℃左右的高温坯料,上、下模具设计有冷却水腔;下顶杆将挤压成形的粗坯磨球从下模具顶出;上、下模具的间隙为10 mm左右,根据挤压出球形进行调整,如图6所示。
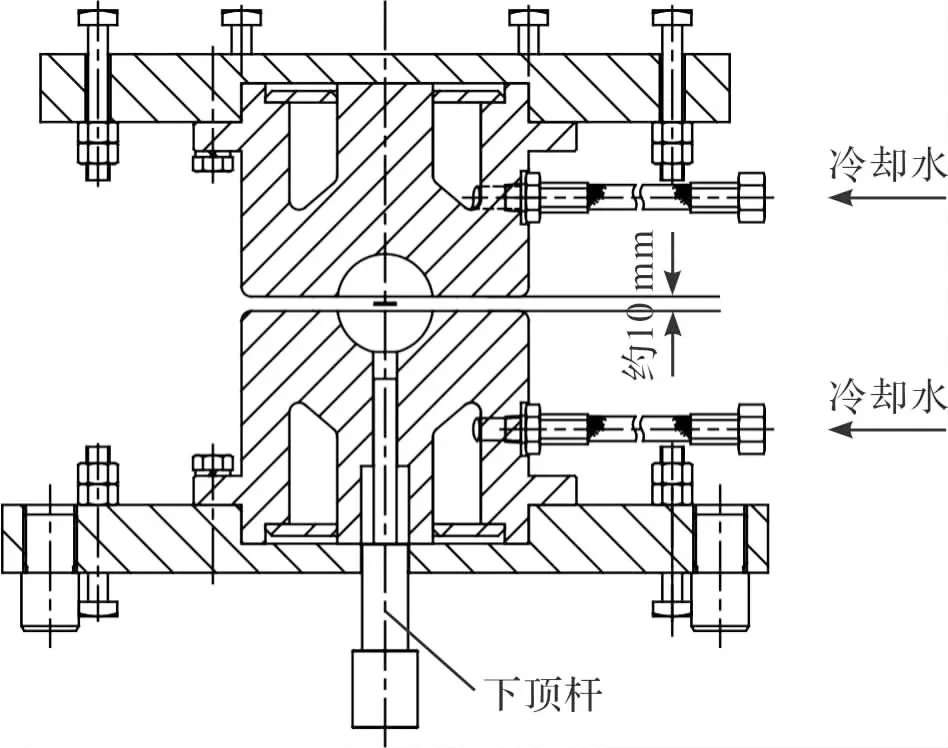
图6 成型模具
2.7 整形装置
整形装置包括整形机体、横梁部、左、右轧辊及其调整座、拉杆装配、导球槽等,如图7所示。左轧辊、右轧辊相互平行,轴线有一定的交错角。轧辊上设置有螺旋槽,且螺旋槽彼此相对应的凹陷部位能够拟合成圆形,保证滚圆后的磨球没有环带,球形好。磨球粗坯在轧辊的带动下,做平行于轧辊轴线与轧辊旋转方向相同的旋转运动,粗坯在轧辊辊形的作用下整形成磨球成品。螺旋孔型限制磨球粗坯的变形,粗坯磨球经塑性成形成磨球。螺旋槽的设计遵循体积不变定律和最小阻力定律。

图7 整形设备
2.8 链斗式缓冷机
链斗式缓冷机包括驱动部、传动头轮部、传动尾轮部、输送链斗部、卸料斗、分料溜槽等,如图8所示。

图8 链斗式缓冷机
滚圆成形的磨球表里温度不均匀,都高于淬火需要的温度,故需进行冷却。冷却需在生产线上连续进行。采用链斗式缓冷机作为缓冷设备。链斗式缓冷机通过变频电机带动具有料斗的链条提升磨球进行缓冷,通过调节变频机转速来调节链条速度从而调整根据工艺需要的磨球冷却时间。
2.9 双道交叉水冷淬火机
双道交叉水冷淬火机包括驱动电机、螺旋输送机、水淬水槽等,如图9所示。双道交叉水冷淬火机对缓冷后的磨球进行淬火处理。从缓冷设备出来的磨球缓冷到合适温度后通过缓冷出料滑道进入双道交叉水冷淬火机,变频电机带动水槽中的螺旋旋转使磨球水冷淬火,磨球在水中边旋转边前进,磨球与水全面均匀接触,保证磨球淬透与均匀。
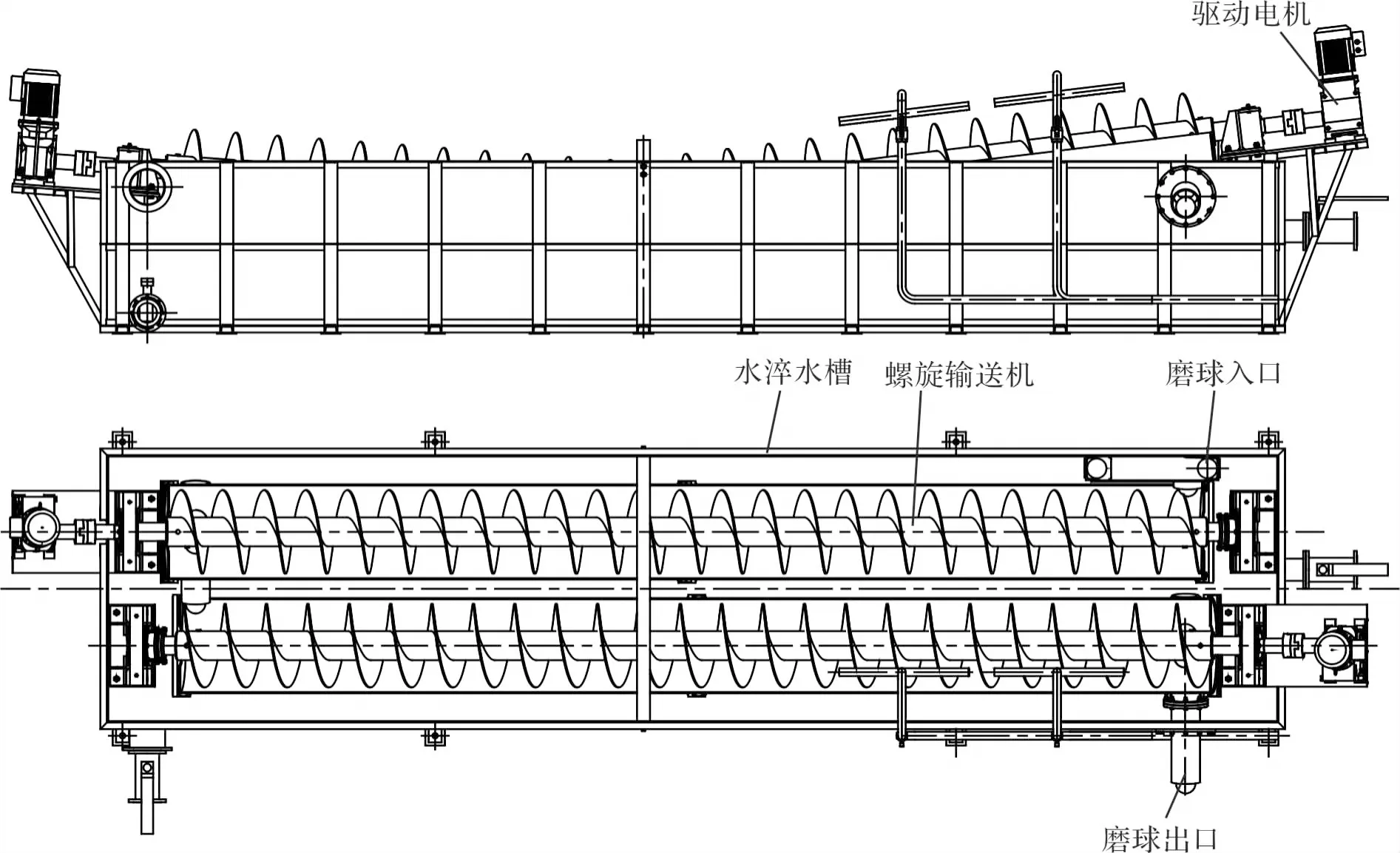
图9 双道交叉水冷淬火机
3 应用效果
多规格磨球压滚成形生产线经过一年半年时间的生产运行,每小时可生产Φ100 mm磨球420个,Φ120 mm磨球420个,Φ150 mm磨球420个,磨球的机械性能指标远大于传统磨球,符合国家倡导的节能减排精神。磨球压滚成形技术提供了一种新的磨球生产工艺技术,具有生产效率高、磨球质量稳定、耐磨性高、环保节能、自动化程度高等特点,克服了传统铸铸造磨球和锻造磨球生产的缺点,是未来磨球生产的发展趋势。对攀枝花地区发展磨球产业、如何在环保前提下发展提供了实践经验,同时给与磨球压滚成形技术的学术研究及行业提供技术支持和实践经验。
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
云南冶金(2022年2期)2022-07-26
金属加工(热加工)(2022年5期)2022-06-21
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
轻合金加工技术(2021年6期)2021-12-31
新疆钢铁(2021年1期)2021-10-14
文化交流(2019年3期)2019-03-18
读写算·高年级(2017年3期)2017-03-21
中小学教学研究(2016年12期)2016-12-26
