
适用单片集成电路封测线的生产计划管理系统
2020-06-01 12:44富琪
微处理机 2020年3期
富 琪
(中国电子科技集团公司第四十七研究所,沈阳110032)
1 引言
2018年以来,国内电子行业面临严峻的国际形势,促使业内各单位相应的生产计划管理不得不进行改进和增强,寻找适合本单位本部门的方式方法以应对这种形势。根据电子元器件企业的多品种小批量等特点,对比分析常见的生产计划管理系统,结合单芯片集成电路封测生产线的实际,探寻合适的生产计划管理系统,并举例说明生产管理系统的实际应用。
2 单芯片集成电路封测生产线的特点
多品种小批量是电子元器件企业的普遍特点,其主要特征为[1]:
1)产品专用性强,如某一集成电路只有单一一方或少数几方采购单位,且客户需求量较少,大部分产品每年只进行几个月的生产,甚至有些产品若干年只生产一两个批次;
2)工艺阶段性明显,以封测线为例,生产流程分为封装、测试、检验等几个明显阶段;
3)工艺过程离散,如单芯片集成电路封装有多种封装形式,封装过程的各个环节又有多种工艺对应,如粘片过程有真空烧结、合金粘片、导热胶粘片等多种工艺;
4)生产组织主要采用订货装配型,即根据订货情况在生产前完成原料采购并组织生产;
5)生产组织方式按照工艺专业化原则,零件移动一般按工艺顺序方式。
3 常用的生产计划管理方法
具有代表性的生产计划管理理论有:物料需求计划(Material Requirements Planning,MRP)/制造资源计划(Manufacture Resource Planning,MRPII)/企业资源计划(Enterprise Resource Planning,ERP)、准时制生产方式(Just In Time,JIT)、最优生产技术(Optimized Production Technique,OPT)、约束理论(Theory Of Constraints,TOC)等。这些系统大致可分为三类,根据实际情况,三类系统各有优缺点[2-3]。
3.1 MRP/MRPII/ERP
此三项计划方式因其内在关联实为一个完整的统一体,其构成定义如下:
MPR:基于单位经营目标制定生产计划,围绕物料转化来组织制造资源,实现按需求准时生产。通过产品出产时间和数量进化,根据工序顺序反推出所有零部件的投入产出时间和数量进而确定对制造资源所需要的时间和数量,由此围绕物料的转化组织制造资源,实现准时生产。
MRPII:在MRP的基础上,把企业的各种活动加以统一考虑。
ERP:MRPII经过扩充与进一步完善。
这种方法优点在于中长期计划能力,注重前期规划,适合一个单位年初的整体宏观策划。但是这种方法需要提前设定参数,而多品种小批量的生产特点使提前设定的参数很可能与实际不符合,而且这种方法通过事后反馈进行生产控制,会导致控制滞后。最终会产生计划与实际脱离,以至于无法完成计划或者只能完成部分计划的结果。所以在使用本方法进行整体规划时需要更具约束力执行力的生产计划管理方法进行细化。
3.2 TOC
TOC[4]是OPT技术的发展和延续,考虑计划期内的系统资源约束,先用有限能力排产法安排评级上加工工序的生产作业进度计划,再以瓶颈工序为基准,把瓶颈工序之前、之间、之后的工序分别按拉动、工艺顺序、推动的方式排定,并进行一定优化,最后设置缓冲、绳子等,使非瓶颈计划与瓶颈资源上的工序同步。最后打破系统约束,周而复始。
这种方法的优点是充分利用瓶颈,以瓶颈为核心,使系统性能最优。不预先设定提前期,以瓶颈为基准编制计划,提前期随实际变化而变化。但这种方法同时增加了生产管理难度,对管理人员有较高要求,需要对生产线有足够了解、能够充分识别瓶颈。瓶颈识别偏差会导致后续工作的偏差。这种方法对长期决策缺少指导和帮助。
3.3 JIT
JIT只在需要的时候生产需要的数量,通过彻底排除浪费来实现最大利润目标,通过看板管理方式,按照无限能力排产法,逐道工序地倒序传递生产中取货指令和生产指令。
这种方法优点在于避免了不必要的生产,工序间的问题反映敏感,能够及时反馈问题并进行改善。但是这种方法缺少整体计划性,容易受到中间某环节影响。这种方法的重点在于交货日期和数量上,可能导致哄抢资源。因此这种方法适合车间工序间的计划协调,不适用于更上层的管理层次,其对稳定性和平衡性的高要求,也不适合以多品种小批量为特点的单芯片集成电路封测生产线,所以需要有上一层机构进行统筹管理其计划的协调。
4 计划管理系统
上述三类方法各有优缺点,通过具体的对比分析,可以将不同的生产管理系统结合使用,形成功能更完备的生产管理系统[5-7]。根据单芯片集成电路封测生产线多品种小批量的特点,可以将生产计划管理系统分为三个层次[8],这三个层次分别对应适合三类生产计划管理系统的理念,统筹其优点,形成适用于单芯片集成电路封测生产线的综合计划管理系统,其流程示意图如图1所示。
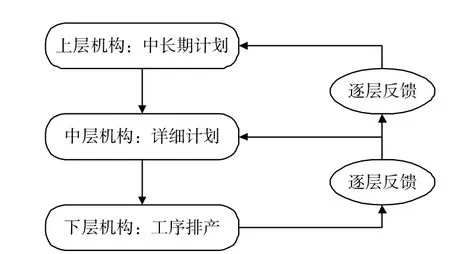
图1 综合计划管理系统流程简图
上层机构:由单位的机关职能部门组成,适用于MRP的管理概念,根据市场部门的订货需求,考虑物资采购、财务预算、库存等方面,确定物资投入和产品产出的时间和数量,制定中长期计划,如形成半年计划、年计划等,协助单位首要领导进行单位整体长期的计划管理;
中层机构:由单位的运营部门组成,适用于TOC的管理概念,承接上层机构的中长期计划,根据车间实际情况进行具体计划运营安排,评估确定生产线的实际产能,确定近期生产线上瓶颈工序,根据瓶颈去制定前后工序的详细生产计划,同时在运营过程中负责进行人员或物资的协调,防止下层作业部门为完成计划任务造成资源哄抢或互相影响,并在出现新瓶颈时及时调整生产计划,并反馈到上一层级;
下层机构:由单位的车间等作业部门组成,适用于JIT的管理理念,负责计划的具体执行,各个车间根据运营部门的具体计划进行工序间的排产、领料。在不同品种产品的资源利用上需受到上一层的协调管理。
5 实际应用
以某两个项目为例,X1项目需供货135只,X2项目需供货275只,客户要求某年4月10日前供货。物料已准备充足。按照GJB548B中B级执行检验标准,客户无特殊要求。
机关部门基于MRP形成年度计划:X1项目生产150只,X2项目生产300只,3月30日前完成。
运营部门基于TOC制定详细计划,具体计划内容如表1所示。
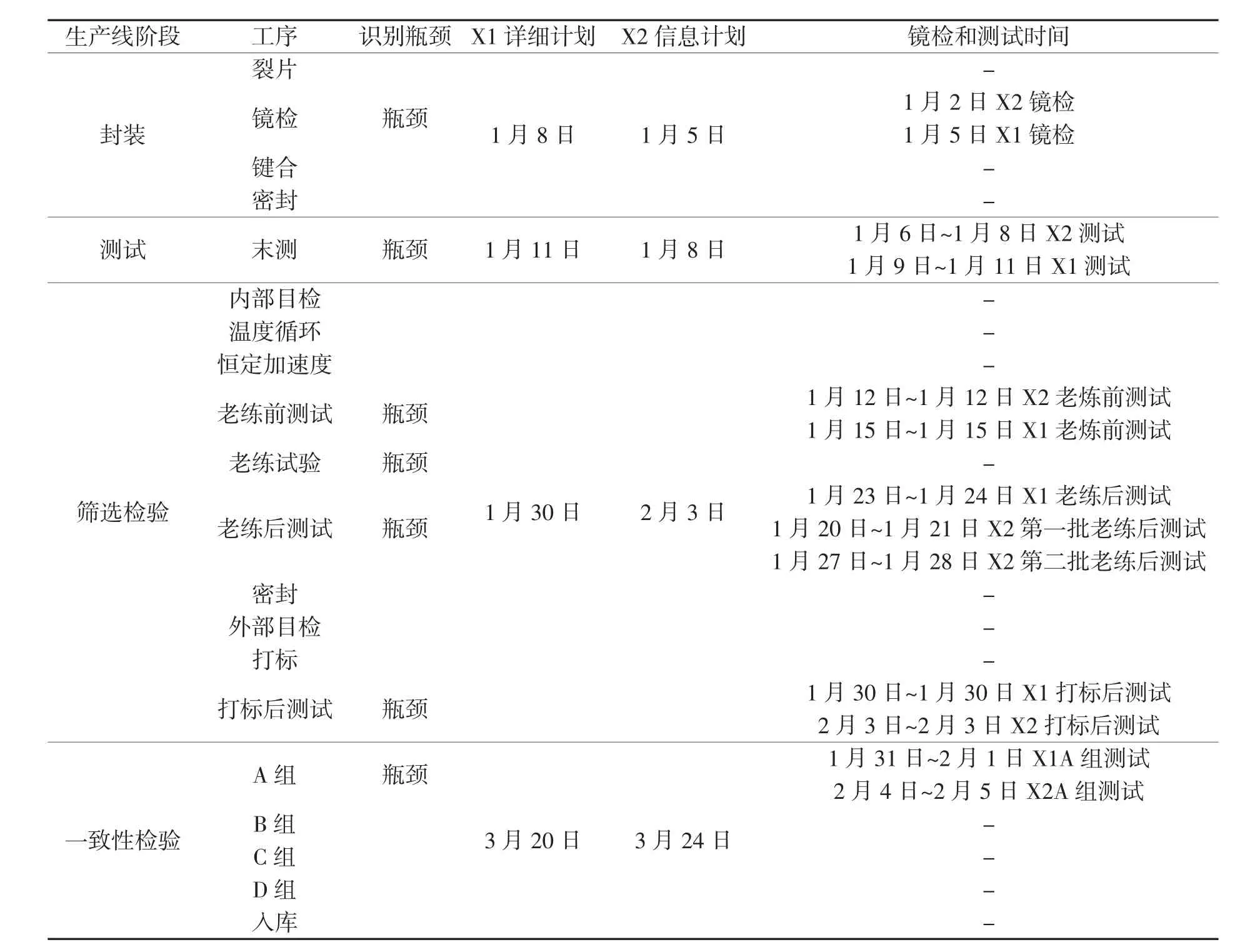
表1 基于TOC概念的详细计划及说明
基于表中情况,进行产品瓶颈分析如下:
1、因人员不足封装过程中的粘片前镜检,成为生产瓶颈;
2、人员设备不足,两个项目共用同一测试人员和机台,测试机时存在冲突可能性;
3、对供货预期不足,两个项目老炼能力分别为150只,X2项目需要两次老炼。
根据年计划和生产线实际,预判瓶颈工序,推动拉动前后工序,要求封装部门提前开始生产,并安排错位生产,制定封装、测试、检验等细化节点,使机时相互错开。
封装、测试、检验等车间部门根据细化节点,以JIT方法,倒推每一工序节点,并按照生产需求取料。与此同时在计划执行过程中,运营动态监管生产线的运行。
6 结束语
生产计划管理系统是工厂型企业管理系统重要组成部分,寻找并使用优秀的生产管理系统是产品按期交货,稳定生产,降低生产成本和提高生产效率的重要保障。将其应用到半导体集成电路生产,有助于各新老产品研发进展与品质控制,以及科研项目的顺利完成。
猜你喜欢
今日农业(2021年13期)2021-11-26
英语文摘(2021年10期)2021-11-22
电子制作(2019年11期)2019-07-04
电子制作(2019年23期)2019-02-23
作文周刊·高二版(2019年43期)2019-01-06
电子制作(2018年9期)2018-08-04
电子制作(2018年2期)2018-04-18
汽车实用技术(2015年8期)2015-12-26
有色金属设计(2015年2期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27
