
铸造砂处理现代技术装备与工艺
2021-02-02 03:24李树桢包艳青
中国铸造装备与技术 2021年1期
李树桢,吴 剑,包艳青
(1.江阴市德昌铸冶环保机械有限公司,江苏江阴 214431;2.江阴智铭铸造装备应用技术设计室,江苏江阴 214400;3.济南铸锻所检验检测科技有限公司,山东济南 250306)
目前,在现代铸造工业的转型创新发展中,大规模的铸造机械化、自动化以及智能化的生产线上,不同程度地体现出二十一世纪国内铸造工艺和技术装备的先进性和实用性。其中广泛应用的铸造砂处理设备、旧砂再生工艺装备和铸造环保除尘系统等均已在铸造生产线各工序环节获得良好的应用,并发挥着重要作用。突出的环保问题也进一步得到控制和改善。
为了让现代铸造砂处理、旧砂再生和环保除尘工艺装备在铸造行业中得到更好的利用和发挥,对砂处理工艺流程和新技术装备做一技术推广,以促进现代铸造砂处理、砂再生和环保除尘工艺装备应用技术的不断创新和发展[1]。
本文的研究对象及着重点,是围绕广泛而常见的70~140t/h 大型现代铸造砂处理、砂再生工艺装备的工作机理、技术参数和性能展开的,并进行专业性的技术描述和图文介绍。
1 铸造砂处理现代技术装备
1.1 对称双环绕刮板中置转子混砂机
对称双环绕刮板中置转子混砂机(初定型号S19××C 型,见图1),采用圆周线速度18~22m/s 的高圆柱型大直径转子,其三维倾斜叶片环绕二刮板转动,其混合物料进入转子的空间大、形成的环形料层厚。叶片对物料充分搅拌、混匀,减少了搅拌过程中形成的颗粒物。而且从转子二侧对称进料,相当于二台转子混砂机湿混工作的效率,并达到型砂综合性能。经过测试其湿压强度0.17~0.21MPa,水分≤3.6%,满足型砂性能要求。
型砂中大于3mm 砂颗粒(僵豆),可长期控制为8%以下,以减少铸件废次品率。转子主轴轴承对称受力减少了弯矩,运行平稳可靠、降低了混合过程的噪音。
新型S19××C 型转子混砂机运行性能良好,在粘土砂型砂混合中,中高档粘土的加入量在0.8%~1.1%,减少了型砂配比,铸件废品率低,性能上优化了混合驱动系统。
驱动系统中,在高速级采用标准减速机用稀油润滑,在低速级带齿圈回转支承为油脂润滑,转子主轴上下轴承、驱动电机和刮板驱动电机的上下轴承,均采用微机集中调控的润滑脂高压泵注油系统。转子驱动功率与刮板驱动功率比约为2:1,与型砂混合能力比,其综合成本低。

图1 对称双环绕刮板中置转子混砂机
新型S1932C 型转子混砂机,其结构设计:盘径3200mm,总功率约600kW,生产能力近200t/h。围圈、弧形刮板均采用内衬不粘料、摩擦系数小的耐磨工程塑料板,减轻了日常维护、清理的工作量,混砂机运行功率、能耗节省约20%。
1.1.1 型砂性能与混砂原理
现代高速高压造型机生产精细高档铸件,要求型砂综合性能、流动成型性能以及均匀性好,紧实率为36%~42%,强度为0.17~0.20MPa,水分在3.4%以下[2]。
为解决好这一对型砂性能矛盾,必须要求混砂机具备相当高的混匀能力,对混合机理、主参数和设备动力结构的稳定性、可靠性都有比较高的要求。
提高混合质量的首要条件是混砂“力足”:选择混砂转子圆周线速度18~22m/s,可给予混合料足够的“旋搓力”。再者混合力的利用要充分、并避免互相干扰,使进入转子混合区域的物料“量大”(见图2)。而向转子推砂混合的刮板速度一般较低(1~2m/s),如果速度过高,功率会大大增加。

图2 三维转子
转子叶片如果采用水平直叶片将物料推出时,会把刮板推进来的物料相反向外推出,不利于旋搓。所以采用倾斜叶片十分必要,弧形刮板将物料从水平方向分层推入转子的下倾15°~18°叶片上面,由于叶片前刃口有30°的倾角,使叶片在转子上形成双螺旋交叉排列。物料进入转子的混合区域比较大,提高了物料混合的空间[3]。
为保证合理的、较高的型砂性能和生产能力,必须相应配置合理的转子驱动功率。通常选择转子驱动功率(kW)/ 湿压强度(MPa)×实际生产率(t/h)≥11,作为考核设备的性价比因素。也可用价格×型砂中大于3mm 砂豆的百分比(n%)/生产率(t/h)×湿压强度(MPa)来考核设备的性价比(参考值)。
1.1.2 S19 系列混砂机型式与参数
S19 系列混砂机型式与参数见表1。
1.2 大型落砂清理冷却滚筒
1.2.1 L33 型双层落砂清理冷却滚筒
1.2.1.1 主要技术特性
(1)内外双层滚筒中配置适量的铁星介质参与循环流动,参与滚动包裹并缓冲铸件的碰撞,可保护铸件的棱角且易于清理。如,在生产百万片扁圆刹车盘、轮毂生产线的应用中,铸件碰撞轻,加工余量减少30%;铁星介质流反复搓擦使铸件光洁,没有黑粘砂,免去一次初级清理,可直接输送到抛丸清理环节。
(2)旧砂从铸件上分离剥落后,随即在进料端破碎筛分进入外筒,出砂温度仅70~90℃,并含有约2%的水份。落砂、清理过程的滚筒前和滚筒内不需要增湿。后续砂处理系统中仅需少量增湿(视旧砂温度变化),为旧砂冷却和除尘减少负担[2]。
而相对的单层落砂冷却滚筒,由于旧砂受灼热铸件烘烤,热扩散时间长,若筒内不加水增湿,出砂温度会高达130~180℃,且水分低到1%以下,给后续旧砂处理和混砂质量控制带来很大的难度,如筒内喷雾增湿过量,造成滚筒粘砂、堵砂甚至返流,并影响后续的铸件机械加工。
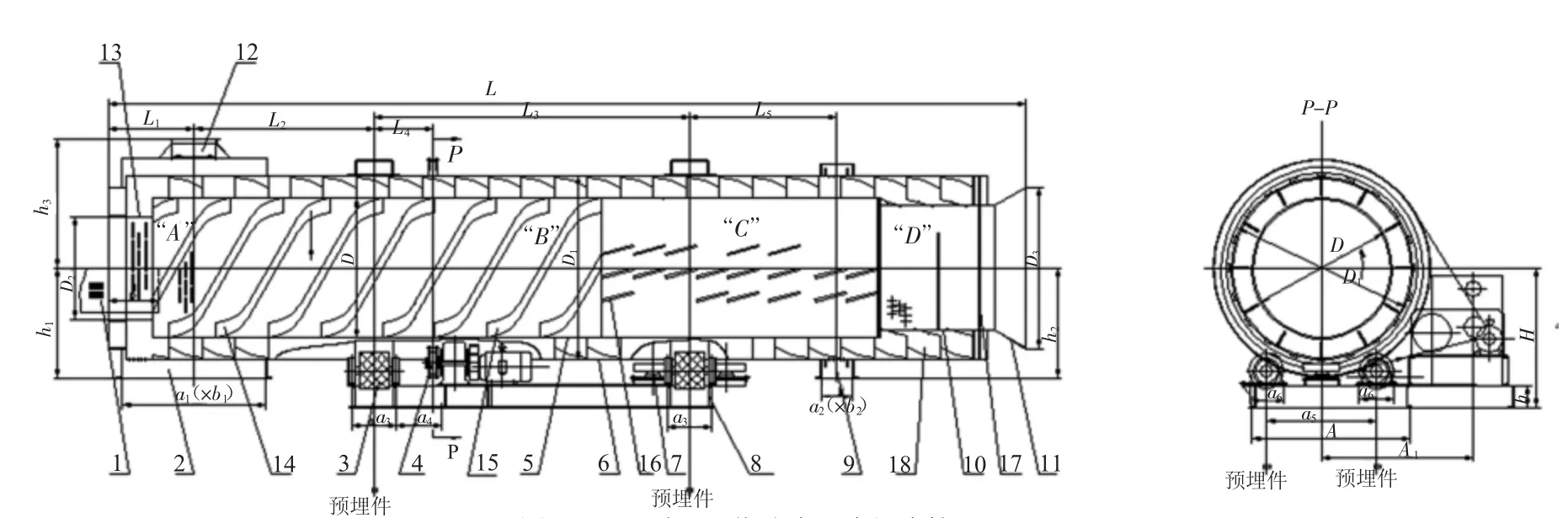
图3 L33 型双层落砂清理冷却滚筒

表1 参数、结构尺寸表
(3)灼热铸件上分离剥落的、硬结的旧砂团块由铁星介质流参与碾压、搓磨破碎,并经内筒体上14~16mm 栅格缝排出,旧砂回收率近100%。
(4)双层落砂清理冷却滚筒在封闭状态下工作,其除尘效果好,工况环境清洁。采用的工程尼龙托辊寿命长,可保护滚筒的主辊道不磨损,并吸收滚筒运行噪声。铁星与筒体磨擦产生噪声,一般宜采用筒体设置在地坑内或包附吸音衬或全罩吸音,以使工况噪声降至80dB(A)以下。
(5)筒内设置有不同高度的螺旋导流板,铸型、铸件、铁星等输送流动顺畅,生产率为同直径单层滚筒的3 倍以上。
滚筒可降低转速,在满足工艺性能的同时保证足够生产能力。滚筒转速降至1~1.5r/min 后,能适应直径为400~500mm 的中大型铸件的分离落砂。
1.2.1.2 型式与参数
L33 型双层落砂清理冷却滚筒型式与参数见表2。
1.2.2 L32 型单层落砂清理冷却滚筒
为避免带收口锥体单层滚筒出料不畅导致铸件相互碰伤现象,采用直体圆柱形滚筒,并将筒体转速由3~5r/min 降为1~1.5r/min。配套500 型/h挤压线的铸件落砂,铸件不碰伤,设备运行良好。另外在1000mm×800mm 砂箱的水平分型造型线上,中大件铸型落砂的使用,筒体内只落砂分离,筒外配置落砂机分离旧砂,运行流程优良。但单层落砂滚筒存在共有的缺点——铸件少量带砂和少量旧砂团块从筒尾排出现象。
1.3 振动沸腾冷却装置
振动沸腾冷却装置(配置自动测温、比例增湿),其原理和工艺指标特性是:热旧砂在振动的同时,通过鼓风使热旧砂沸腾,带走按比例增湿后的热旧砂中水分,使旧砂温度稳定地降到40℃以下水分调整为1.5%~2.5%(比例增湿特性);为达到工艺指标和运行的稳定性,解决和完善沸腾冷却装置以前存在的一些技术难题,采用以下措施。
(1)自动测温、比例增湿特性(机电一体化):测温线性度好、精度高、免维护、采用远红外温度传感器连续测得旧砂温度,按旧砂最高温度降到40℃为标准值,每降25℃需加1%水分,由微机指令加水,水量比例为8:4:2:1 的4 组喷雾头和电磁水阀的启闭,可得到与旧砂温度成比例的15 个线性的数字水量。旧砂温度每增加5~6℃增加一个数字水量。系统采用国外喷雾公司的加水喷雾器、德国宝得电磁水阀、日本微机软件程序配置等。确保自动测温、比例增湿系统准确稳定工作。
(2)床内增湿调整为床外增湿:本测温增湿系统有二套测温运算装置控制喷雾加水量,分别装在落砂后筛分前和沸腾床前的给料机上,二道测温增湿确保系统旧砂冷却效果。避免床内增湿而形成的含水量较高的旧砂颗粒。
(3)采用精细模具冲压出细密均匀的不锈钢鱼鳞孔板,作为沸腾孔板,鼓风透气均匀。湿热旧砂能达到沸腾冷却、充分热交换和输送,具有不粘砂、冷却效果好和生产率稳定的特点。
(4)结构设计和工艺改善:主机振动沸腾冷却装置是一个采用振动电机为激振源的单质体振动输送机。选择中转速激振电机和低机械指数(惯性加速度与重力加速度的比值)的振动沸腾床体优化设计,选择橡胶弹簧与钢制螺旋减震弹簧组合的调谐比优化设计。
振动沸腾冷却装置相关技术特性吴剑已作过阐述[3-5]。
1.4 大型精细破碎筛分机
传统的大型六角滚筒破碎筛,破碎筛分流程是倒置的。物料破碎筛分时,从六角筛筒的小端进料,导致过筛面积小、物料多、不宜扩散,直接影响物料的破碎与透筛,且破碎效果差。而面积大的六角大端排料,筛网面积利用率不够,以致选择大的筛孔直径10~18mm 甚至20~40mm 来过筛,导致旧砂中颗粒杂物增多。
S43 型六角精细破碎筛分机,采用大端进料,使破碎筛分过程充分合理。进料时大端物料多容易扩散,相应筛分面积大,物料透筛效率高。而且物料有提升高度、易破碎,破碎过程有冲振筛网的作用,网孔自动清理效果好。选择标准供货筛网6×16mm2、4×14mm2(活塞环行业为2×12mm2),可将≥3mm 颗粒砂豆筛除干净。

表2 L33 型双层落砂清理冷却滚筒型式与参数
在近30 家生产流水线上使用破碎筛分,其高压造型旧砂回收率就达到99%以上。采用冷拨高硬度不锈钢丝编织筛网寿命8 年以上,且不粘料、筛孔保持性好,改善的筛网张紧机构使维修维护方便。

图4 精细六角破碎筛分机
S43 型大端进料的六角精细破碎筛,具有良好的综合经济效益。
1.4.1 型式与参数
精细下角破碎筛分机的型式与参数见表3。
1.5 高效双排斗重锤张紧式提升机
高效双排斗重锤张紧式提升机(STD 型,以下简称双排斗提升机,见图5),具有大提升能力的垂直输送机,可以满足大型铸造生产线的砂处理及物流的垂直运输。
高效双排斗重锤张紧式提升机技术特征如下。
(1)双排斗提升机采用双排斗左右、上下交错排列(或四排斗两两成对上下交错排列)形式。选择小型料斗,达到斗内物料承载轻,又错开排列,使上部驱动头轮回转卸料时,抛物离心惯性力小,冲击振动轻,料斗不易甩脱,因而可获得(采用)较高的带速[3]。
带速由传统的D 型提升机的1.25m/s 提高到1.7~2.0m/s,回转离心加速度(ω2A)提高180%~250%。因而,提升后的离心卸料完善、不粘斗、向下散落回料小。由于带速高、多排斗全宽大于带宽的技术特点,提升能力成倍提高。可适用于大批量湿型铸造的、湿热粘的旧砂提升转运。
(2)双排斗提升机尾轮采用重锤箱张紧,当生产过程中物料温度变化时,导致提升带伸缩,而张紧力仍然保持稳定。驱动头轮与尾轮二侧的支撑轴承均可上下调平使提升带不跑偏。鼓形头轮包胶,鼠笼式鼓形尾轮内设置排砂锥,尾轮轴端设置转速继电器联锁保护。
(3)双排斗提升机机壳2.5m 高,每段设置6件一组跑偏托辊,防止提升带前后、左右跑偏。提升带采用耐热高强涤纶帆布帘芯带EP300、400(传统采用棉帆布帘芯带),三班制工作,使用寿命约一年半。如果采用钢丝绳芯背衬钢丝网耐热提升带,三班制工作,使用寿命两年以上。
(4)双排斗提升机采用重型轴装式硬齿面齿轮箱(博能传动产品)传动,强化驱动综合措施,使STD 型双排斗提升机具备大生产能力并可靠性运行,满足现代铸造高生产率和高稳定性的市场要求。

表3 精细六角破碎筛分机的型式与参数

图5 STD 型双(四)排斗重锤张紧斗式提升机
双排斗提升机型式与参数见表4。
1.6 弹性连杆振动输送机
弹性连杆振动输送机是一种非惯性振动的振动输送机,具有稳定的振动幅度与频率,具有输送槽体宽和输送距离长的特点。
在铸造砂处理工部应用的弹性连杆振动输送机,实现了在落砂后铸型和铸件在有通风罩的封闭式振动输送中输送10~18m 距离。由于输送槽底衬有齿形耐磨不粘砂球墨铸铁衬板作用,使物料爬坡倾角约10°,后续大型落砂滚筒设备、输送铸件的鳞板输送机易于布设在地面,便于人工操作(清理浇冒口和分选铸件)。
弹性连杆振动输送机的技术特征如下。
(1)激振运行频率低(≈320 次/min)、双振幅大(≈30mm),机械指数低(近似于摆动输送机),使输送机的机械结构近乎少维护。
(2)由于输送物料在槽底运行形式是进3 退1,反复摩擦,使湿热旧砂不宜粘槽底,而且湿热铸型保持长距离稳定匀速输送,已成为落砂滚筒前的铸型给料机配置的首选。

表4 STD 型双(四)排斗重锤张紧式斗提机型式与参数

图6 双排斗提升机头部形式

图7 弹性连杆振动输送机形式
(3)适当调整机械结构中部上、下质体间的共振弹簧数量,使参振体远离共振区,使振幅不致过大,而又增大共振弹簧寿命。共振簧采用优质弹簧钢50CrVA,热卷后抛丸强化处理。
弹性连杆振动输送机相关技术特性吴剑在相关文献中已有阐述[7,8]。
2 铸造砂处理现代工艺技术
2.1 三段塔式串联工艺布置
由于高效率、高可靠性的双排斗提升机的应用,使铸造砂处理工部在工艺布局上产生了技术性突破——塔式布置。不仅省去大量低效率水平输送的皮带输送机,使工艺设备简化,并可直接技术衔接,总体布局紧凑、生产线工艺流程更合理。
三段塔式串联工艺布置,已成功配套应用于目前现代铸造生产线高效率的各类中小件、中大件造型生产线,如国内第一条500 型/h DISA-230造型生产线以及西班牙、日本、德国等十多条铸造工厂的造型生产线。三段塔式串联工艺布置满足各种垂直和水平、有箱和无箱造型线的砂处理工部配套的铸造生产线。
2.1.1 第一塔特征(旧砂处理单元)
第一塔设置是为获得优质型砂的重要预处理工艺单元。
(1)在落砂工部(落砂滚筒或振动落砂机)排出的高温热旧砂,首先通过皮带输送机,经第一道自动测温和喷雾增湿。由地坑爬出后进行悬挂磁选和皮带机头轮二道强力磁选,随即由双排斗提升机提升到第一塔进入大型精细破碎筛分。经磁选和筛分的僵豆和铁杂物,流入废铁料桶(小车)定期清理,保证了工况的环境清洁[1]。
(2)一塔中部是安装有计量料位计的匀量储料斗,以控制物料输送过程的热旧砂流量均匀,使皮带给料机上远红外传感器同步进行检测旧砂温度变化,以准确比例调控向热旧砂喷雾增湿。增湿后的旧砂由叶片松砂机搅拌均匀,提高热旧砂快速冷却和减少湿热旧砂对振动沸腾冷却孔板的影响。
(3)增湿均匀后的湿热旧砂进入一塔下部的振动沸腾冷却装置,在鱼鳞沸腾孔板下方鼓入的高速气流作用下,使热旧砂形成流态化沸腾热交换,快速带走热旧砂中增湿的水分和大量的汽化潜热,使旧砂温度控制在环境温度+15℃以下,水份控制在1.5%~2.5%。从而可以提高旧砂回用性能和型砂性能,减少铸造缺陷[2]。
(4)一塔的测温增湿设置:通常砂处理工部在专用的热旧砂冷却设备内进行测温增湿处理。为了避免工序加水过量,影响水分蒸发和冷却效果,避免产生湿团、砂豆及物流粘堵现象。塔式布置上采用二段自动测温增湿系统,控制热旧砂输送流量的不稳定因素,可以将冷却汽化热充分扩散,以达到旧砂回用的冷却效果。
(5)新砂补充加入的设置:新砂补充加入量应与造型、落砂的砂型数量成比例,加入点设置在落砂后第一条皮带机上(或在铸型冷却线上加,适量控制)。新砂提前进行预处理后,可提高型砂混合的均匀性。
2.1.2 第二塔特征(并列式旧砂调匀单元)
第二塔是一种并列式旧砂调匀单元,由4h 时以上循环砂量的3~4 个的旧砂中间储斗组合。旧砂斗储量设置大,使每个工作日的周转浇注次数少,旧砂性能稳定性好。
(1)采用并列的多个旧砂中间斗,以料位计监测控制,从上部按时间段顺序依次进料,从下部多台给料机同时出料。使4h 内多个时段的旧砂混匀,有利于旧砂的有效粘土及煤粉含量、水分、温度等成分和性能波动降至最小,控制型砂性能易于稳定,从而有效降低废、次品率。
(2)以每种旧砂储量2~3h 为例,2~3 个球铁件旧砂储斗配2~3 个灰铁件旧砂储斗分别储存二种旧砂,共4~6 个旧砂中间斗。配制球铁型砂时煤粉加入量比灰铁件的型砂多加0.3%~0.5%,并列储斗内球铁件旧砂中由于煤粉保有量比灰铁件旧砂高0.8%~1%。对降低球铁件的皮下气泡、针孔缺陷,降低废品率有明显效果。
特别适合大批量商品件铸造厂,采用一条造型线和砂处理线轮番生产球铁件或灰铁件的砂处理工部设计布置。
2.1.3 第三塔特征(配料与型砂混合单元)
第三塔是配料与型砂混合处理单元,以混砂机为核心的称量、配料、混合工部。混砂机上设置3 台量程不同的微机配料秤对旧砂、粘土、煤粉、水分进行称量配料,并将除尘系统的收尘称量配入型砂(以保证铸件光洁度、型砂韧性和流动性、适当透气性和收尘中有效成分的回收利用)。
(1)为适应生产高档复杂铸件,设置淀粉(糊精)配料用斗和给料机。以万分之二精度的拉式传感器悬吊安装微机配料秤,使动态称量准确。并可与水份、紧实率的在线检测仪配合,随时补充水份,以满足配料、混合工艺要求。
(2)混砂机下设不粘料、不棚料的橡皮料斗和大圆盘给料机,盘面旋转时以内低外高的弧形刮板将型砂匀速状态送出。圆盘给料机盘底和刮板正面衬有工程塑料板,不粘料且摩擦系数低。高强度湿粘型砂输出时阻力小,不会受挤变硬,保持混砂机混出型砂的均匀性、流动性的重要性。

图8 三段塔式典型布置图
(3)圆盘给料机的3 盘型砂储量,可保证混砂机30s 内快速卸料,缩短过程的辅助时间,并满足在造型机故障时储料,与造型机上3 盘储量型砂斗的料位计联锁控制,可随时将流动性、成型性好的型砂供给高速造型机。
2.1.4 水平串联工艺布置特征
(三段塔式)水平串联工艺布置,适合于垂直分型挤压造型线的配置。这种生产线的旧砂落点与型砂用点分别在造型线的两端,物料输送过程长,易于分段水平串联布置旧砂处理、混砂和型砂输送。
同时由于占地面积长窄,可平行分段、匹配布置除尘系统。使除尘管路系统阻力小,除尘效果好。所需风机一般不需配置高压风机,且管道不易结露,维护清扫方便。也有利于收尘回用。
(1)除尘系统在砂处理系统侧面平行布置,相应设置螺旋输送机或气力输送装置,将除尘器下收集的粉尘均匀回收旧砂处理系统。除尘器安装在并列式旧砂中间斗、提升机前、皮带机上的布置形式,可使除尘器下收尘直接回收并分配到旧砂中间斗,以减少粉尘中间搬运环节,又便于收尘排放过程的二次污染[1]。
(2)而回收粉尘以及在混砂机上设置的收尘斗与螺旋给料机以小型配料秤形式定量,是现代铸造的工艺技术所必需。现代化高速高压造型机的造型比压高,型砂水份和含泥量低,必须将大部分收尘回收和配料回用,以保证型砂必要的流动性、紧实率和铸件表面光洁。
(3)配合高性能混砂机的使用,再以筛孔5~8mm 精细筛加强筛分,控制旧砂、型砂中礓子、砂豆的含量由10%降低到8%以下,型砂配料粘土加入量可由2%~3%降为0.8%~1.1%,同时,铸件废品率下降2%~3%[2]。
(4)第三塔配料混合系统接近造型线主机布置,以减少型砂输送过程中水分散失、性能不稳的现象。
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年2期)2022-07-08
昆钢科技(2022年1期)2022-04-19
电子乐园·上旬刊(2022年5期)2022-04-09
科学与财富(2021年33期)2021-05-10
铸造设备与工艺(2020年4期)2020-10-15
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2015年5期)2015-12-10
中国高新技术企业(2015年13期)2015-04-30
