
可换凸凹模技术的应用研究
2021-09-14 00:27曹立林李宝清
模具制造 2021年7期
曹立林,李 杨,李宝清,张 飞
(中国航发西安动力控制科技有限公司,陕西西安710077)
1 引言
航空发动机企业的生产特点是多品种,小批量,一次性生产某个尺寸制件的数量一般不大,但制件种类多,按照传统的设计思想,一副模具只能生产一个固定尺寸的制件,要生产其它尺寸的制件则要重新设计制造模具,致使重复类似设计多,模具设计周期长,模具制造成本高,闲置和强制报废情况严重。为了减少生产中存在的上述缺陷,一模多用,能够快速更换凸凹模的模具具有非常重要的意义。
分析各类冲压件,很多制件成系列化,比如垫圈,品种规格上千种之多,但几何要素一致,模具整体结构相同,仅工作元件尺寸大小变化而已。根据这一特点,可以将相同部件做成通用件,工作时装配相应的工作元件,这样可以用一套标准工装组合装配相应的凸凹模即可达到加工一定尺寸范围内的多个制件的目的。
以内外径尺寸相同、厚度尺寸不同的垫圈为切入点,摸索出一套可换凸凹模的复合模设计方法,在此成功的经验上再加以推广。
2 可换凸凹模复合模设计可行性分析[1~6]
曾在20世纪80年代,航空工业部推广过配套式组合冲模,它是以典型的冲压模具结构为基础,采用标准的通用模架、导向元件、定位元件和固定元件,再配以专用的凸、凹模等工作元件组装而成的。
配套式组合冲模的元件可以反复拆卸、互换、组装,可以装配成落料模、复合模和级进模等。由于选用了滚珠导柱导套、浮动模柄以及导向板结构,提高了模具的工作精度,因此配套式组合冲模可组合进行冲裁。但这种组合冲模的缺点是结构复杂,拆卸组装的工作量大,且拆卸组装技术要求高,不适合企业现状。即便如此,从中还是给了可换凸凹模设计的构思,可以将常用模具结构辅以简单的改造,固定大部分模具结构部件作为模具本体,通过可换凸凹模实现形状尺寸一致而厚度不同的制件加工。
3 可换凸凹模冲模特点
可换凸凹模复合模是以典型的冲压模具结构为基础,采用标准的通用模架、导向元件、定位元件和固定元件,再配以若干数量的专用凸凹模组装而成的,各凸凹模的定位部分具有良好的互换性,装配位置保证一致,并且能方便地进行装拆组合。
4 可换凸凹模复合模设计原则
在设计可换凸凹模复合模时,应考虑以下几点:①模具刚性要好,使用可靠,保证被加工制件尺寸的稳定性;②模具结构力求简单而又完善,要有可靠的导向、定位装置;③模具上可换凸凹模的装拆和调整要方便、快速、夹紧可靠;④模具使用和操作要安全。
5 可换凸凹模复合模结构设计
在冲裁模设计中,模具间隙的大小是影响冲裁制件断面质量和冲裁力的主要原因,根据冲裁制件材料的性质及厚度不同,要求有各自的合理间隙。图1所示复合模结构通过凸凹模的互换能够实现内外形几何尺寸相同而厚度不同的几种规格制件的加工[7~9]。
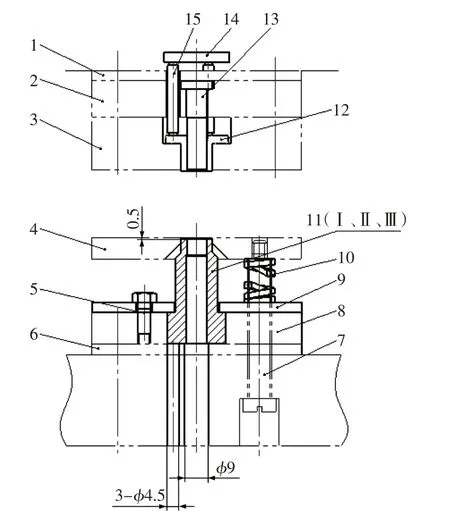
图1 可换凸凹模复合模结构图
为了满足可换性要求,并保证可换凸凹模位置的正确性,整个拆换过程必须保证固定板8与标准基体紧固。可换部件11(Ⅰ、Ⅱ、Ⅲ)的固定部分尺寸一致,并与固定板8成小压量配合,同时,可换凸凹模的刃口工作部分与固定部分设计了同轴度要求,实现了互换后的少无调整,降低了对工人的装配技术要求,如图2所示。因可换凸凹模与固定板要反复装配必然加速磨损,所以,设计时固定板材料选用45钢,硬度35~40HRC,为防止互换部件轴向窜动而设计了压板9,由螺钉5紧固于固定板。
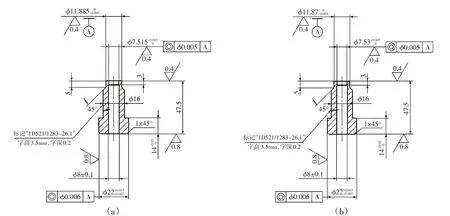
图2 凸凹模互换部件a——凸凹模Ⅰb——凸凹模Ⅱ
拆换操作过程如下:卸除卸料螺钉7,取出卸料板4,再拧开螺钉5,取出压板9,由下模板上设定的小孔顶出凸凹模11进行更换后再压上压板9,拧紧螺钉5,装上弹簧10、卸料板4,最后拧紧卸料螺钉7,这样就完成了一次拆换。
6 可换凸凹模的加工[10]
为了满足可换性要求,并保证工作部件位置的正确性,整个拆换过程必须保证固定板与模具基体紧固,可换凸凹模11(Ⅰ、Ⅱ、Ⅲ)的固定部分尺寸一致,并与固定板成小压量配合,同时,刃口工作部分与固定部分同轴度要求0.005~0.006mm,其加工工艺如下:①车工:车全部,Ra0.8μm以上各处留磨,中孔精车留研0.02~0.04mm,落料孔不车,根部车空刀;②钳工:按图作标记Ⅰ、Ⅱ、Ⅲ;③热处理:清洗,防变形氧化,变形不大于0.015mm;④钳工:研中孔,达图公差;⑤外圆磨:串芯棒,磨Ra0.8μm外圆,靠里端面,下端外圆配紧滑,上端外圆达公差,保证中孔、下端外圆对工作外圆◎φ0.006mm;⑥万能磨:掉头找正中孔,磨落料孔。
7 试模过程
(1)0.1~0.2mm厚度规格制件的试冲。首先将配有凸凹模Ⅰ的模具装夹于25t冲床上,装夹牢靠,调整滑块使滑块在下死点时上下模处于闭合状态,且凸模刚刚进入凸凹模。凸凹模Ⅰ所冲切的材料厚度范围是0.1~0.2mm,用事先准备的0.1mm的条料进行试冲,所得制件尺寸满足制件图要求,断面毛刺很小,满足要求。
(2)拆换凸凹模Ⅱ。将下模从冲床上拆除,并与凸凹模Ⅱ交模修。首先卸除卸料螺钉7,取出卸料板4,再拧开螺钉5,取出压板9,由下模板上设定的小孔顶出凸凹模Ⅰ,更换压配制件Ⅱ后再压上压板9,拧紧螺钉5,装上弹簧10、卸料板4,最后拧紧卸料螺钉7,操作流程如图3所示。下模装配完成后交给试模人员重新在冲床上装夹。

图3 模具拆换流程图
(3)0.3~0.4mm厚度规格制件的试冲。操作步骤同(1),所冲制件厚度为0.4mm,所得制件尺寸满足制件图要求,断面毛刺均匀。
(4)拆换凸凹模Ⅲ。操作步骤同(2),取出凸凹模Ⅱ,换上凸凹模Ⅲ。
(5)0.5~0.8mm厚度规格制件的试冲。操作步骤同(1),所冲制件厚度为0.8mm,所得制件尺寸满足图纸要求,断面毛刺均匀。
8 结论
以内外径尺寸相同、厚度尺寸不同的系列化垫圈模具设计为切入点,分析了可换凸凹模复合模的可行性,形成了可换凸凹模复合模设计方案。对可换凸凹模的刃口工作部分与固定部分设计了同轴度要求,实现了互换后的少无调整,降低了对工人的装配技术要求。生产实践证明:通过0.1~0.8mm厚度规格制件的试冲加工,所得制件尺寸满足设计图纸要求,断面毛刺均匀;打破了一副模具只能生产一个固定尺寸制件,不同尺寸制件要重新设计制造模具的传统设计方法,缩短了模具设计制造周期。另外,此技术还可推广应用于其它结构、尺寸制件的加工中。
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
科学大众·教师版(2021年6期)2021-10-04
模具制造(2021年6期)2021-08-06
模具制造(2021年2期)2021-03-31
科技风(2019年8期)2019-10-21
青年文学家(2018年5期)2018-01-31
新课程·小学(2017年4期)2017-06-26
