
Cu-Sn-Cu互连微凸点热压键合研究
2021-10-13 12:26张潇睿
电子与封装 2021年9期
张潇睿
(中国民用航空飞行学院航空工程学院,四川广汉 618307)
1 引言
在微电子封装领域中,互连技术是其中的核心步骤,包括外引线互连和内引线互连[1],芯片互连技术直接影响封装成品的生产效率、生产成本以及其可靠性。在实际生产中,由互连技术所带来封装器件的失效占比达到25%~33%[2]。芯片互连技术包括引线键合、载带自动焊以及倒装焊;随着微电子封装朝着更小尺寸、更高集成度和更优异性能方向的发展,基于硅通孔技术的三维集成封装出现在封装行业中。而在目前的实际生产中,市场占比最多、应用最为广泛的当属倒装芯片键合技术[3]。
倒装键合是一种在芯片和基底之间采用微凸点进行互连的小型化、高集成密度的封装技术[4]。相对于传统的引线键合技术,倒装键合互连路径更短,综合性能更高[5-6]。倒装键合焊接面积与芯片面积大小一致,其封装密度很高,实际生产中基本达到了75%以上,具有良好的电气性能、更强的信号分配能力以及更低的能耗,更加适合于高频、高速的电子产品应用[7-9]。
倒装芯片的互连方式主要有3类,包括热超声、回流焊和热压。热压键合方式需要对准时有良好的精度,针对不一样的凸点尺寸、凸点材料,需要选用对应的温度、键合压力及键合时间。随着微铜柱凸点逐渐成为倒装芯片封装的主流[10],热压键合技术也日益成熟,成为工业生产和学术研究中的重点问题。
2 Cu-Sn-Cu微凸点倒装芯片及键合平台
随着倒装芯片的尺寸日益减小,凸点尺寸、间距也随之减小,针对一款Cu-Sn-Cu互连微凸点倒装芯片进行键合,该芯片凸点结构如图1所示。

图1 芯片凸点设计图
芯片凸点为微铜柱凸点,上芯片和基底芯片铜柱直径100μm,上芯片铜柱高度45μm,基底芯片铜柱高度15μm,上芯片铜柱上生长一个直径为100μm的Sn帽。芯片实物如图2所示。
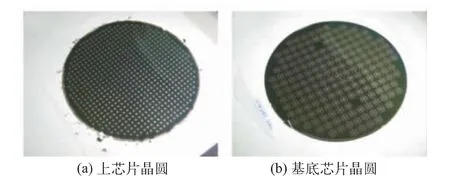
图2 芯片实物
键合平台采用日本Athlete公司的CB-600低荷重半自动倒装键合机,该键合平台可以实现热压键合和热超声键合,两种键合方式的转换通过更换键合头和键合菜单完成,本文实验选用热压键合方式。芯片键合流程如图3所示。

图3 芯片键合流程
3 不同键合条件下的键合特性
影响热压键合结果的参数主要有3个:键合力、键合时间以及键合温度。不同尺寸和材料的凸点所需要的键合参数并不相同,通过键合机对键合参数进行调整,找到最佳的键合参数以提高芯片键合质量。
实验用芯片每块共54个微凸点,以每个微凸点0.01 N计算,键合力分别设定为0.54 N、1.08 N、2.16 N、3.24 N和4.32 N;Sn的熔点为232℃,键合温度初步设定为240℃;键合时间分别设定为5 s、10 s、20 s、30 s。通过初步试验,根据键合后互连结构是否稳定、通路是否导通,选择合适的键合参数。
当键合温度为240℃时,各键合参数下均无法形成稳定互连的样品;经测量,这是由于键合头通过陶瓷冶具键合时,键合部位温度相较于键合头设定温度会有80℃左右的下降,并且考虑到一系列的传热损耗,将键合温度选定为340℃。在340℃条件下,当键合力为0.54 N时,在各键合条件下均无法形成稳定的互连结构,上芯片和基底芯片直接分离;当键合力为1.08 N时,部分样品直接分离,部分未分离样品经测试,通路均无法导通;当键合力达到2.16 N时能形成基本稳定并且通路导通的互连结构。
在键合时间为30 s和键合温度为340℃的条件下,分别采用不同的键合力得到了3个样品,键合样品所有通路均导通,且每条通路电阻均处于正常范围。对样品封样、研磨后观察其凸点截面,3种不同键合力下样品截面形貌如图4所示。
从图4可以看到,当键合力为2.16 N和3.24 N时,键合界面处存在较清晰的缝隙,Sn帽局部与基底芯片铜柱接触形成通路,但该情况下互连结构并不稳定。当键合力达到4.32 N时,可以明显看到Cu/Sn界面处结合紧密,Sn帽微微向两侧溢出,键合效果良好。当键合力继续提高到4.86 N时,微凸点截面如图5所示。

图4 不同键合力样品凸点截面

图5 键合力4.86 N时凸点截面
可以看到当键合力达到4.86 N时,Sn层被压缩到很薄,而当芯片在工作中承受较大电流密度负载时,过薄的Sn层更容易在电迁移作用下出现缺陷,从而导致产品失效风险提高。因此过高的键合力反而会导致产品可靠性降低。
当键合参数为4.32 N和340℃时,在不同的键合时间下进行键合。利用带数据采集功能的恒压电源,对键合过程中芯片其中一条通路进行电特性变化的记录,观察不同键合时间对芯片电特性的影响。设定输出电压为0.1 V,不同键合时间下芯片通路电特性变化曲线如图6所示。

图6 不同键合时间下芯片通路电特性变化曲线
从图6中可以看到,不同键合时间下,键合过程中通路的电阻变化过程是一致的,整个键合过程一共经历了3次台阶式的下降,图中第一个平缓段是键合开始并保持在键合温度340℃的阶段;曲线下降到第二个平缓段是由于键合温度开始逐步下降;当键合温度下降至100℃,键合头离开芯片,此时芯片温度降低,造成曲线下降至第三个平缓段。测得最终电阻为1Ω,样品恢复室温后电阻降至0.6Ω左右。
对以上4种不同键合时间下的样品封样进行研磨,其截面形貌如图7所示。

图7 不同键合时间下凸点截面形貌
从图7可以看到,当键合时间分别为5 s、10 s、20 s时,Cu/Sn键合界面处存在缝隙,接触不完全,键合界面质量较差。当键合时间为30 s时,Cu/Sn键合界面处结合相当紧密,键合质量良好。
针对该款芯片,键合质量较好的参数为键合力4.32 N、键合温度340℃、键合时间30 s。该键合条件下,键合过程数据如图8所示。
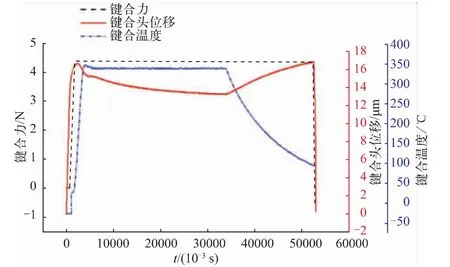
图8 键合过程数据
图8展示了键合过程中键合力以及键合温度的加载方式,整个键合过程键合力大小保证在4.32 N,温度保证在340℃。键合头的位移表明了Sn帽在键合过程中变形,与基底芯片铜柱形成稳定的互连结构。
4 键合强度分析
对不同键合条件下的样品利用拉剪力测试机进行剪切测试,抗剪切力的大小表示其键合强度。针对3组不同键合力2.16 N、3.24 N、4.32 N,每组选取5个样品进行测试,测试剪切速度均设置为500μm/s。不同键合力条件下芯片的抗剪切力曲线如图9所示。芯片最大抗剪切力曲线如图10所示。
从图9可以看到,在340℃、30 s的键合条件下,当键合力为2.16 N时,芯片最大抗剪切力大小为500 g左右;当键合力为3.24 N时,芯片最大抗剪切力大小为700 g左右;当键合力为4.32 N时,芯片最大抗剪切力大小为1000 g左右。从图10可以看到随着键合力的增加,芯片抗剪切力随之增加。通过抗剪切力大小的定量比较,充分说明不同的键合参数对于芯片的键合质量有着显著影响。

图9 不同键合力条件下芯片的抗剪切力曲线

图10 不同键合力条件下键合样品最大抗剪切力曲线
5 结论
文章针对一款Cu-Sn-Cu倒装芯片,在不同参数条件下完成了热压键合,通过封样研磨后的凸点截面形貌、键合过程通路电阻变化,比较了不同键合条件下芯片样品的键合质量,并通过拉剪力测试比较了不同键合参数下芯片样品的可靠性,确定了该款芯片的最佳键合参数。同时也证明了在一定范围内,随着键合力和键合时间的增加,芯片键合质量逐渐变好,抗剪切力也随之增加。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
中国特种设备安全(2022年6期)2022-09-20
电子与封装(2022年1期)2022-02-17
水利科技与经济(2021年11期)2021-12-04
激光与红外(2020年8期)2020-09-03
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
扬州大学学报(自然科学版)(2019年1期)2019-04-16
制造业自动化(2017年2期)2017-03-20
浙江大学学报(工学版)(2016年2期)2016-06-05
