
基于正交法的50μm LTCC精细线条工艺研究
2021-10-13 12:26段龙帆卢会湘严英占
电子与封装 2021年9期
段龙帆,卢会湘,2,刘 瑶,3,严英占
(1.中国电子科技集团公司第五十四研究所,石家庄 050081;2.中华通信系统有限责任公司河北分公司,石家庄 050081;3.河北诺亚人力资源开发有限公司,石家庄 050035)
1 引言
低温共烧陶瓷(LTCC)作为一种新型电子封装材料,因其高集成度、优良的高频性能、较低的损耗以及可内置无源器件等特点,被广泛用于微波通信、航空航天以及军事电子等领域[1-2]。近年来为了适应系统小型化以及高密度化的发展需求,LTCC基板的互连通孔和线条需要由原来的100μm缩小至50μm。而目前国内常规LTCC丝网印刷生产过程中可实现的最细线条宽度一般在100μm。当线宽小于100μm时,随着印刷线条宽度的减小,线条发生阴渗、断路的概率更高,加工难度更大。如何在保证线条高精度的同时又不影响线条质量,成为工艺加工需要迫切解决的问题。
LTCC表面电路制备的关键工艺步骤为填孔、印刷以及烧结等。对于50μm高精细电路,目前业内有使用激光对印刷或烧结后的电路图形进行后处理的方式[3-4]。该方法有一定可行性,但是步骤较为繁琐,效率慢,不适于大规模生产加工。本文从印刷工艺出发,选取高精度印刷网版,通过对印刷关键影响参数印刷压力、印刷速度以及离网间距开展正交试验,获得最优参数,最终实现50μm精细线条的印刷制作,对于LTCC高精细线条的制造工艺具有一定的指导意义。
2 丝网印刷原理及主要影响因素
丝网印刷技术是LTCC产品制作中最关键的环节之一,它对LTCC基板的膜层厚度、印刷精度、传输及导电性能都有很大的影响。丝网印刷的原理如图1所示,印刷之前网版和生瓷片之间存在一定的离网间距,当刮刀压过网版时,浆料被挤压至丝网的孔口处,丝网与瓷片有短时间的接触,然后通过刮刀施加的压力将浆料印在生瓷片上;同时丝网释放,脱离与浆料的接触,由于丝网本身的张力使其恢复原状。因此,如何控制刮刀通过网版时网版的变形量以及通过浆料的量是保证印刷质量的关键。
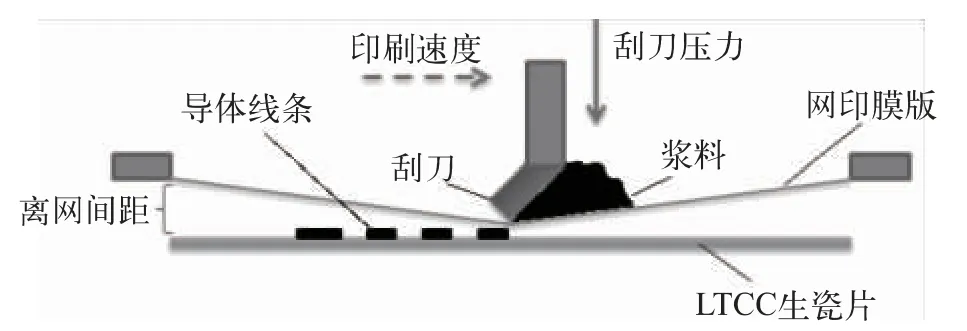
图1 丝网印刷过程示意
影响印刷线条精度的因素众多,离网间距、丝网张力、刮板压力、印刷速度、印刷生瓷材料等因素对精细线条的印刷偏差有着直接影响。具备优良印刷质量的线条要求图形既无任何流渗,也未有模糊迹象。优良的印刷质量包括极高的印刷精度、适中的浆料厚度以及稳定的印刷效果,因此为了得到高精密度的印刷线条,必须要研究上述因素对线条偏差的影响。
离网间距主要影响膜层厚度以及线条分辨率。当离网间距过小时,丝网的回弹力很弱,浆料极易黏结在丝网上,造成线条表面模糊。而随着距离的增大,浆料与基片接触不充分,网版上的图形不能完全转移到基片上,容易导致图形的尺寸以及相对精度变差,引起如图2所示的线条断路等现象。此外,间距过大还会降低网版的使用寿命,增加成本[5]。
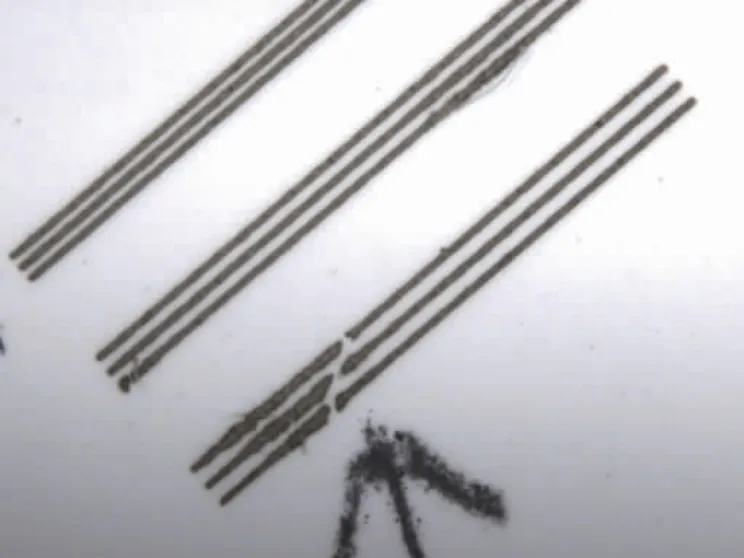
图2 印刷线条断路效果
印刷速度取决于印刷时间和浆料的黏度。当置于丝网上的浆料被刮刀压入孔口时,转动力施加在浆料上,促使其开始转动。一般来说,降低速度会增加印刷时间和适印性,改善浆料的转移质量。然而,当印刷速度过慢时,浆料的黏度下降,容易造成线条阴渗,线条变宽,而印刷速度过快容易导致漏印、短路等现象。
刮板压力主要影响浆料的流动性,取决于丝网本身的变形量以及丝网与基板之间的间隙。对丝网及其张力而言,变形量随所用钢丝直径的变化而变化,印刷间隙也会不同,从而影响印刷线条的质量。通常来说,刮板压力高,容易产生流渗,反之压力低则可能会导致模糊,因此有必要对刮板压力参数进行试验探究,从而得到最优压力。
本文主要基于正交试验的方法[6],选取对印刷线条影响较大的离网间距、印刷速度和刮板压力3种参数进行3因素3水平正交试验,确定较优的工艺参数,然后分别研究这些因素对精细线条的影响,最后对不同的线条后处理方式进行探究,最终实现了50μm精细线条的工艺制备。
3 试验分析
3.1 正交试验方案设计
本次试验使用的生瓷片为Ferro A6M,浆料型号为CN33-398。印刷线条精度影响因素有很多,如刮板压力、印刷速度、离网间距、刮刀倾斜度、压入量等,根据经验选取刮板压力P、印刷速度V以及离网间距L3个对印刷质量影响较大的参数,每种因素选取3个水平参数,进行3因素3水平共9组不同的试验,以确定各因素对印刷质量的影响程度,如表1所示,P1V1L1的含义即为P=30 N、V=30 mm·s-1、L=1.2 mm的试验结果。

表1 试验因素水平表
3.2 评测方法
将印刷好的瓷片放至三坐标测量仪下,观察并测量线宽及偏差,并根据线条边缘是否流渗、模糊等进行评分:线条边缘清晰且无锯齿杂边为最佳状态,评分为1;线条边缘模糊且存在断路为最差,评分为5;最终取综合评分=0.4×偏差+0.6×边缘状态。本次试验线宽设计值为50μm。
3.3 试验结果及分析
试验结果见表2,其中线宽值为选取5个点测量的平均值。
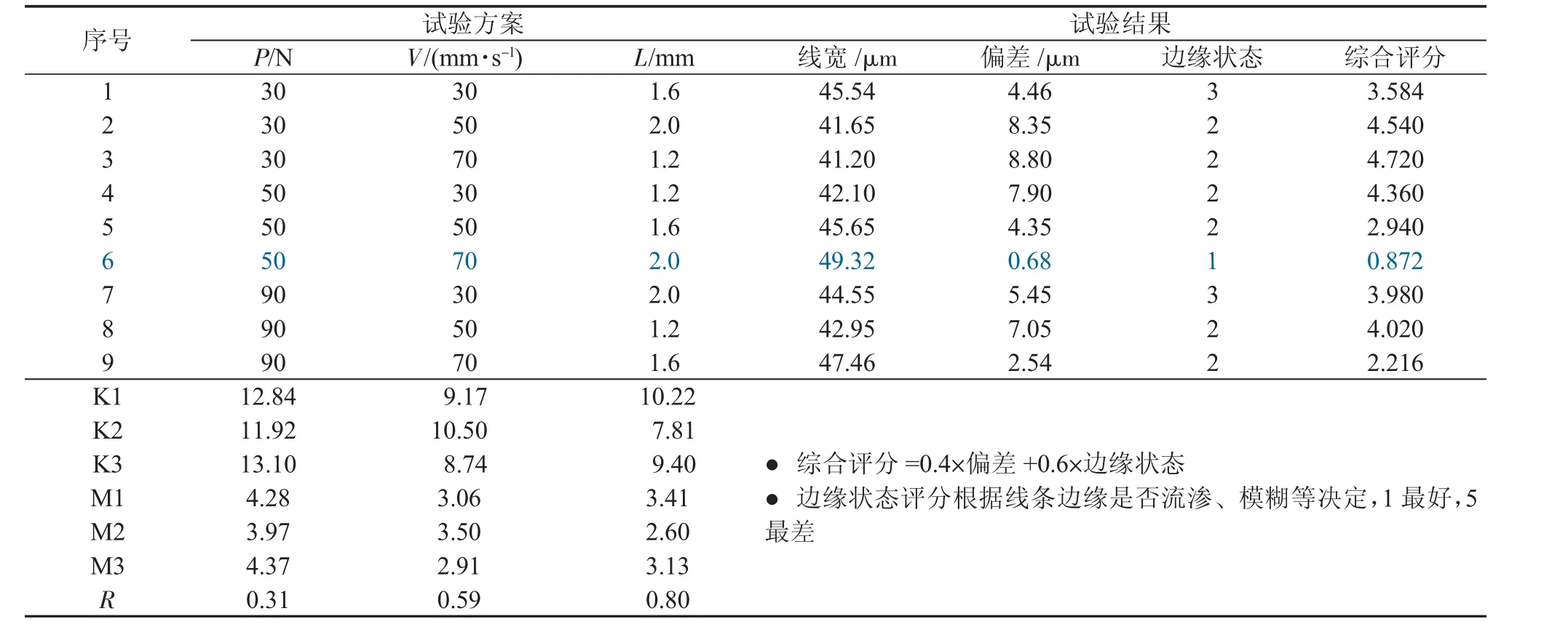
表2 试验结果与分析
不同试验条件下测得的线条状态综合评分如表2所示。其中K1行的3个值分别为P=30N、V=30mm·s-1、L=1.2 mm时所对应的3次试验的线条状态评分之和;M1行的值分别为其平均值;K2、K3、M2、M3的对应行含义类推。R为3个平均值的极差,从中可以看出各因素按极差由大到小的排序依次为RL>RV>RP,因此可知在本文所考察的影响线条质量的3个因素中离网间距的影响最大。
为了更好地进行直观的正交分析,对上述数据作图,其结果如图3所示。从图中可以很直观地看出,6号试验结果最优,其直观最优水平组合为P2V3L3。

图3 直观结果分析
将M1、M2、M3分别作图,得到了图4所示的理论计算结果图,其代表在不同的P、V、L条件下的均值,从计算分析结果可以看出,正如之前分析,离网间距、印刷速度和印刷压力均存在最优值。与直观最优结果不同,理论最优的组合为P2V3L2。

图4 理论计算结果
由于计算最优P2V3L2不在已做过的9个试验条件之中,因此需要进行补充试验,同时也要对直观最优条件P2V3L3进行验证。补充试验结果如表3所示。

表3 重复试验验证1
从上述试验结果可以看出,P2V3L2计算最优组合方案稍微优于直观最优组合P2V2L3的试验结果,因此最优组合为P2V3L2。最后对最优组合进行重复试验,见表4。

表4 重复试验验证2
重复试验的结果进一步验证了最优组合P2V3L2的稳定性。综上分析,在刮板压力为50 N、印刷速度为70 mm/s、离网间距为1.6 mm的条件下,得到了印刷线宽为(50±3)μm、厚度为(15±3)μm的精细线条。最终得到的印刷精细线条如图5所示。

图5 精细线条印刷效果
3.4 试验推广
采用上述优化之后的试验条件进行了产品制备。通过对收缩率进行控制,最终烧结后的产品如图6所示。产品表面关键线条尺寸为(50±5)μm,满足使用要求。
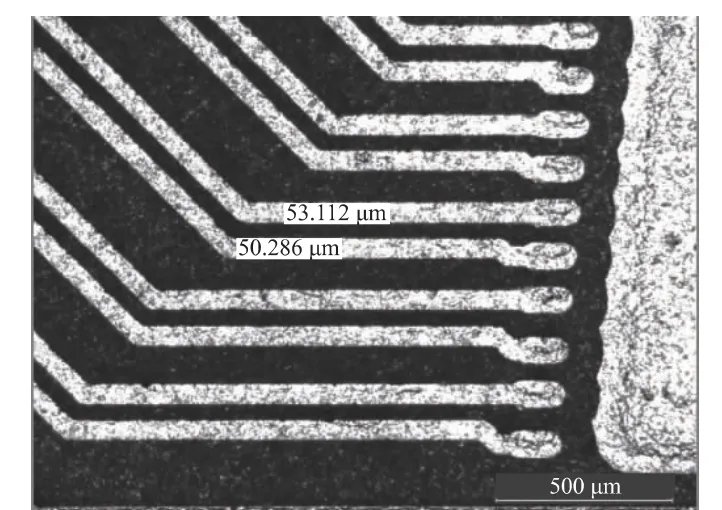
图6 产品表面线条印刷效果
4 结论
本文通过试验和分析,对LTCC工艺中印刷50μm精细线条的工艺进行了探究。通过对关键参数开展正交试验,对各影响因素进行分析,确定了较优的工艺参数为离网间距1.6 mm、印刷速度70 mm/s、刮板压力50 N。然后将其推广至产品加工,大大提高了工艺加工能力。本文对高精细LTCC基板的制造加工具有一定的借鉴意义。
猜你喜欢
机械管理开发(2022年1期)2022-03-24
建材发展导向(2021年6期)2021-06-09
矿山机械(2021年3期)2021-03-25
艺术家(2021年12期)2021-03-11
陶瓷学报(2020年5期)2020-11-09
机械工程与自动化(2020年5期)2020-11-05
流行色(2019年8期)2019-11-04
网印工业(2017年8期)2017-10-13
电子制作(2017年7期)2017-06-05
西安工程大学学报(2016年6期)2017-01-15
