
基于Simufact Additive的激光选区熔化成形过程有限元分析
2021-11-12 14:19门正兴张学睿成都航空职业技术学院
锻造与冲压 2021年21期
文/门正兴,张学睿·成都航空职业技术学院
包有宇,宋金松·诺世创(北京)技术服务有限公司
为预测激光选区熔化成形(SLM)复杂零件变形及应力分布情况,采用Simufact Additive 软件对316L不锈钢叶轮SLM成形过程进行了有限元分析,得到了叶轮成形过程中成形温度、等效应力变化规律并对零件尺寸偏差进行了预测。对叶轮进行激光选区熔化成形并采用三维激光扫描仪对成形零件开展几何量检测,结果显示:数值模拟分析结果与检测结果相一致,SLM方法成形叶轮最大尺寸偏差出现在叶片顶部外缘,模拟及试验结果与理论模型总体尺寸偏差均在0.2mm以内,该预测结果可以为进一步SLM成形零件尺寸补偿以及工艺过程优化提供依据。
激光选区熔化技术(Selective Laser Melting,SLM)是目前最成熟、成形效率最高、应用最为广泛的金属零件直接增材制造技术,广泛应用于航空航天、医疗、军工以及模具领域的复杂零件试制及中小批量生产。SLM增材制造技术采用小直径球形金属粉末为原材料,能量密度高、光斑小的大功率激光束为热源,通过高精度振镜控制激光束X、Y方向偏转,通过高精度滚珠丝杠副控制工作缸Z方向移动,最终使得SLM技术成形零件精度以及表面粗糙度较高,常用于生产薄壁件、复杂件、内部有复杂流道以及具有点阵结构的零件。
SLM成形过程中金属粉末在高能激光束的作用下,逐层快速熔化后快速凝固,使得成形零件内部产生较大应力,应力在打印过程、零件热处理过程、去基板过程以及去支撑过程中不断释放,最终导致SLM成形零件的尺寸产生偏差,严重的可以导致零件报废。目前,提高SLM成形零件成形精度的主要方法为增加零件加工余量后,进行后续机械加工,该方法以经验为主,降低了SLM成形效率、增加了零件制造成本和生产周期。
Simufact Additive是MSC软件公司研发的一款专门针对金属材料增材制造提供优化解决方案的软件,其采用像素体网格和固有应变方法可以实现SLM成形过程温度场预测、应力场预测、变形预测及补偿、支撑优化、最佳摆放角度优化、成本预估等功能,为提高SLM成形零件精度、减少成形缺陷提供强大的技术支撑。本文以SLM成形316L不锈钢小型叶轮为研究对象,采用Simufact Additive软件对其成形过程进行了有限元分析,成形结果与实际打印结果相对比,验证模拟的可靠性。
叶轮SLM成形数值模拟
选择典型叶轮零件开展SLM过程数值模拟以及后续的试验研究。如图1(a)所示,试验用叶轮最大外形尺寸为φ45mm×12.5mm,八片1.2mm厚异形叶片对称分布,传统加工方法为锻态圆柱形毛坯数控加工,材料利用率较低。SLM成形可以实现叶轮的快速制造,还可以对叶轮进行轻量化设计、一体化设计以及增加内部冷却水道等传统制造方法无法实现的设计方案验证,减少材料成形方法对产品设计的束缚。
SLM成形过程包含金属粉末材料多层固—液—固快速转换,采用传统的热弹塑性有限元法进行模拟计算量非常大,难以实现。Simufact Additive 采用固态应变法获得零件SLM成形过程中的应力应变场,大大缩短了计算时间,而模拟的可靠性可以针对具体成形设备、金属原材料以及成形工艺进行流程化标定。图1(b)所示为采用0.36mm正方形六面体单元网格(像素网格)对叶轮进行网格划分后叶轮模型,共划分网格136429个,分38层。
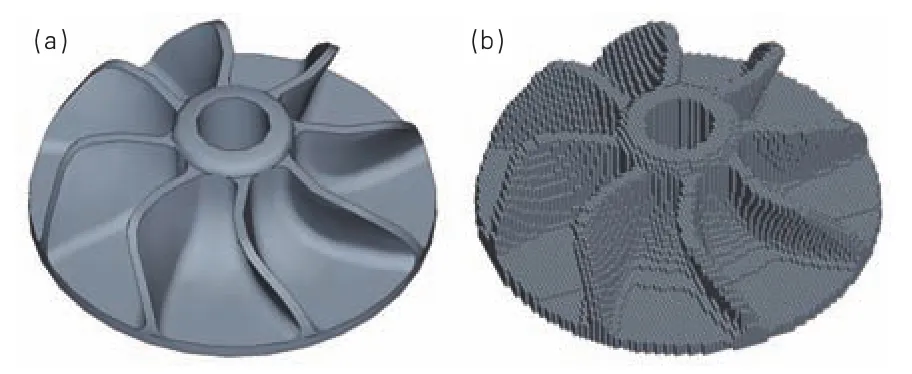
图1 叶轮三维及有限元模型
图2为叶轮SLM成形过程中不同阶段温度场分布云图。由图可知,SLM成形过程中存在较大温度梯度,零件成形层最高温度达到1725℃,而成形后大部分区域温度在200℃左右。

图2 叶轮SLM成形过程中温度场分布
图3为叶轮SLM成形不同阶段等效应力分布云图,打印过程中等效应力随打印高度的升高以及零件的复杂程度而越来越不均匀。由图可知,在成形25%阶段主要打印叶轮底板,由于打印形状为圆盘形,零件等效应力分布较为均匀。随着打印过程的持续进行,等效应力在叶片的分布非常不均匀,并随着打印高度的变化而变化。打印结束后,叶片最大等效应力为679MPa,出现在叶片顶部,较大的应力差导致零件产生变形,变形后的残余应力将在后续的热处理、去基板过程、去支撑过程中继续释放,从而导致SLM成形零件的二次变形、三次变形等。图4为带基板零件在900℃进行去应力退火前后等效应力分布。由图可知,退火处理可以大幅减少零件内部残余应力,使得零件在后续使用过程中外形尺寸不随时间发生变化。

图3 叶轮SLM成形过程中等效应力分布
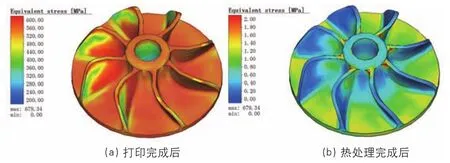
图4 热处理前后叶轮等效应力对比
将Simufact Additive计算得到的SLM成形叶轮模型与原CAD几何体进行对比,得到二者形状偏差云图(图5)。叶轮八个异形叶片在SLM成形过程中出现较大尺寸偏差,其中红色区域为正偏差,表示成形尺寸大于理论尺寸,最大正偏差为0.17mm;蓝色部分为负偏差,表示成形尺寸小于理论尺寸,最大负偏差为0.1mm。根据该预测结果,采用SLM直接成形零件叶片发生变形,至少需要增加0.2mm余量后采用机械加工方式才能得到合格的叶轮零件。

图5 SLM成形叶轮尺寸偏差预测
叶轮激光选区熔化成形试验
采用成都雍熙聚材有限公司提供的设备YS-340M进行叶轮激光选区熔化成形试验,原材料为粒度15~53μm球形316L不锈钢粉末。316L不锈钢成形主要工艺参数为:激光功率380 W、激光扫描速度1200mm/s,单层成形厚度为0.04mm。叶片成形后带基板在900℃保温2小时,进行退火热处理以减小零件应力变形,热处理后采用线切割方式得到最终叶轮,如图6所示。

图6 SLM成形叶轮
采用HandySCAN 700三维激光扫描仪对SLM方法成形叶轮与理论模型进行比对分析,分析结果如图7所示。叶轮最大尺寸偏差出现在叶片顶部区域,最大值为0.1988mm,与Simufact Additive软件得的结果较为一致。

图7 SLM成形叶轮三维扫描结果
结束语
采用Simufact Additive软件对316L不锈钢叶轮零件激光选区成形过程进行分析,得到了零件成形过程温度场和等效应力场分布云图;将叶轮基于有限元分析尺寸偏差预测结果与实际成形叶轮三维激光扫描结果进行对比,二者结论较一致,验证了基于Simufact Additive软件的SLM成形过程模拟的可行性。
猜你喜欢
机床与液压(2022年19期)2022-10-25
大电机技术(2022年2期)2022-06-05
中国应急管理科学(2022年1期)2022-04-18
中国新技术新产品(2022年2期)2022-04-08
能源工程(2021年6期)2022-01-06
建材发展导向(2021年13期)2021-07-28
昆钢科技(2021年1期)2021-04-13
看世界(2021年24期)2021-01-04
滇池(2017年5期)2017-05-19
数码摄影(2009年1期)2009-01-22
