
石化加氢装置高压螺纹锁紧环换热器检修若干工艺要点
2022-02-18 03:08张凯锋南京扬子检修安装有限责任公司江苏南京210044
化工管理 2022年2期
张凯锋(南京扬子检修安装有限责任公司,江苏 南京 210044)
1 螺纹锁紧环换热器结构特点
随着20世纪80年代从美国引进的两套加氢裂化装置的运行,在中国石化系统开始使用高压螺纹锁紧环换热器。伴随着国产化的进展和逐步成熟,高压螺纹锁紧环换热器逐步广泛应用在加氢裂化、渣油加氢、蜡油加氢等装置上。
该结构的换热器管箱壳体端部是梯形螺纹结构,与锁紧环一起承受管箱内的外压。壳程的密封是由管箱内部的螺栓来实现压紧的。同时由于螺纹锁紧环式换热器的结构较复杂、内构件多、装配复杂、拆装需要借助专用工装,对检修和拆装的要求较高[1]。
2 典型螺纹锁紧环换热器检修工艺探讨
200万吨/年2#高压加氢裂化装置是南京某石化公司油品质量升级及原油劣质化改造工程的主体装置之一,EA201106热高分气/冷低分油换热器为高-低压螺纹锁紧环式换热器,也是该装置关键设备,主要技术参数如下:
设备规格:Φ1200×7368.5×60/48;设备型式:DFU;设计压力 (壳/管):12.98/16.23 MPa;工作压力(壳/管):2.6/15.46 MPa;设计温度 (壳/管):211/260 ℃;工作温度 (壳/管):50~187/240~176 ℃;介质 (壳/管):冷低分油/热高分气;壳体材质:14Cr1Mo锻;管箱材质:Q345R(R-HIC);管板材质:14Cr1Mo 锻;换热管材质:1.25Cr0.5Mo;换热面积:400 m2;换热管:Φ19×2×5000×25;程数 (壳/管):2/2。
热高分/冷低分油换热器(EA201106)其管程通过采用紧固外圈压紧螺栓,经外环顶销、外圈环压及密封盘,将压力传递到密封盘垫片(管程密封垫片)而达到密封效果;管程与壳程之间通过法兰联接实现壳程密封。在设备运行过程中若发现管程与壳程有串漏时,需拆卸锁紧环,检查管束寻找漏点。
由于设备在长时间在高温高压状态下工作,紧固螺栓、及承压环等内件承受压力过大,在检修过程中若方法不当,会造成大量的螺栓或螺纹环不能顺利的旋下,造成检修时间延长或设备损坏的情况发生。检修时需要采用专用的检修工具进行拆装,检修过程中需要对换热器的螺栓螺纹进行重点的保护,以防出现螺纹咬死、拉伤等现象,从而影响检修及设备的使用效果。
3 检修工艺探讨
2021年4月26日23:45装置按照开车网络计划系统压力升至15.28 MPa后,停运新氢压缩机GB201102A进行保压试验,停机后发现系统压力下降速率异常,经排查综合分析判断为热高分气与冷低分油换热器EA201106内漏导致。经公司研究决定将其切出检修。
3.1 检修前的准备
对要拆检的螺纹锁紧环换热器先停车、卸压、物料置换等;待设备温度冷却 至 160 ℃以下时,进行浇注润滑油。正式检修时,提前对螺纹锁紧环注油孔浇注润滑油,对压紧螺栓和需要拆除的管线法兰连接螺栓喷涂螺栓松动剂,便于检修时拆卸螺 纹锁紧环及压紧螺栓、连接螺栓。
在作业前准备好施工材料、备品备件。施工中所用的材料、备件等需提供合格的产品质量证明文件,对材料有疑问时必要时需对材料进行复测,对扬子石化自行采购、加工的小型零部件需其提供质量保证文件并做好材料外形尺寸的复测及材质检验工作等。
3.2 拆除螺纹锁紧环
空余12 h,对所拆的内外圈压紧,并将其涂抹上松动剂,保证螺栓结构的使用稳定性和安全性;合理的选取使用风动扳手,力矩扳手等,对松开的螺栓压紧处理,在拆卸之后,选取使用清洗剂清洗除锈,除锈之后,检查除锈的效果最后放在原地进行科学的保管和处理。
3.3 组装既定的螺纹锁紧环拆卸工装作业
螺纹锁紧的情况下,需要合理的进行拆卸组装,并选取使用50 t吊车将螺纹锁紧装置吊起,并使用导链结构对其进行找正处理,螺纹锁紧环拆卸工装好以后,需要将压盖盖好,固定好螺栓[2]。要按照螺纹锁紧环、管箱平盖处理,内外环结构压圈等重量,合理的计算出螺纹结构锁紧环旋出,计算工装过程中所需要的配重,并把好配重,如图1、2所示。
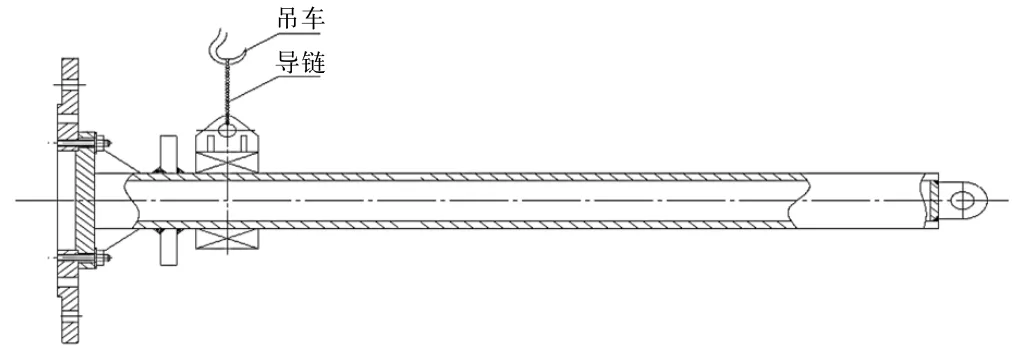
图1 拆卸工装图

图2 密封盘拆卸示意图
待螺纹结构锁紧旋出后,选取使用千叶轮抛光螺纹锁紧节后,并在螺纹表面上对螺纹锁紧装置的表面进行100% PT检测处理,按照对应的规范进行合理的处置。利用 25 t 吊车配合取出密封盘。
密封盘由于长时间受高温高压的作用,无法再次使用,需报废进行更换新制作的密封盘。在拆装的过程中,所有的密封面及管箱螺纹结构都需要留心工作,选取使用胶皮或者橡胶板对整个结构进行铺垫保护,避免整体结构遭到损伤。
换热管与管板焊接接头进行 100% PT 检测,按NB/T 47013.5—2015 中Ⅰ级合格。
4 壳程试压方案的选择
(1)对壳程按照设计压力进行水压试验,检查管头及换热管是否有泄漏,合格后泄压。
若泄漏量微小,试压难度大,视情况选择以下三套试压方法如下:第一种方法(首选方案):水压试漏,压力不超过设计压力12.98 MPa;第二种方法(备选方案,提前做好准备工作):氦气试漏;第三种方法(备选方案,提前做好准备工作):氨气试漏。
(2)壳程试压过程中,具体操作如下:若换热管管壁泄漏,可采取以下两种方法:第一种方法:采用堵头直接堵漏,不进行焊接。堵头规格φ14×φ16×100,材料同换热管。第二种方法:用堵头堵管后,将堵头与管板以角焊缝方式焊接,焊接采用TG1CM 焊丝。
(3)若发现管头角焊缝有泄漏,可采取以下方法:对管头做好标记,并进行局部清理,去除缺陷部位油污杂质及水汽等;缺陷清除,对泄漏部位焊肉彻底清除(若换热管的管壁泄漏,则采用堵管方法对泄漏的换热管进行堵焊);焊肉去除部位表面 PT 彻底检查,合格后进行下一步焊接;对缺陷部位进行补焊;无损检测:在返修后对焊接接头进行 100% PT检测合格。
4.1 管程内件回装
组装半圆板及密封盘,符合图样要求;依据如图3所示。组螺纹锁紧环与螺纹锁紧环旋入工装内部,保证压紧螺栓结构能够保持进出的通畅性与完整性。待旋入螺纹锁紧环之前,需要将临时性的垫子全部取出,修磨管箱结构内部的螺纹。选取使用吊车起吊螺纹锁紧环结构,并旋入工装和处理,找正具体的位置,选取使用导链结构,与管箱结构对接处理,并慢慢的旋入内部,旋至图纸规定的尺寸后,取下对应的螺纹锁紧环工装结构。
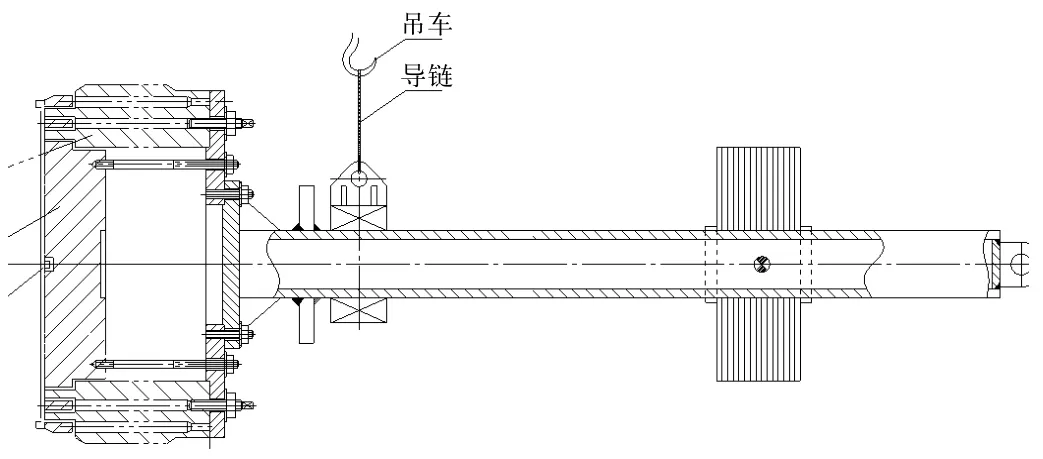
图3 螺纹锁紧环组装图
4.2 回装、把紧压紧螺栓
压紧螺栓在拧紧过程中,拧紧时应上下左右均匀对称拧紧,分三次拧紧,第一次为 50%力矩,第二次为 80%力矩,第三次为 100%力矩。最后再用标准力矩均匀拧紧,以确保管程垫片受力均匀。
5 螺纹锁紧环换热器检修中主要故障和处理方法探讨
5.1 内、外压紧螺栓旋不出或旋断
(1)原因分析。在本次检修中,热高分/冷低分油换热器(EA201106)螺纹锁紧环换热器出现了内外圈螺栓旋不动甚至旋断的情况,给检修拆卸造成了较大的困难。出现这种情况的原因有以下几方面:首先,设计的螺栓直径偏小、长度偏长、螺纹摩擦副细牙螺纹丝扣较长,当螺栓出现变形、错位, 或者在预紧时扭矩过大,就会发生乱丝情况导致螺栓无法顺利旋出。其次,由于管箱结构内部与壳体的材质膨胀处理的系数存在不通过,且在具体的运行管理过程中,会导致整个内件轴向变形量不一致,一定温差变化的条件下,可能会导致螺栓结构与结合面导致形成磨损、凹坑,甚至会导致螺栓变形而使得螺栓无法顺利旋出。
(2)故障处理。部分压紧螺栓在拧松的情况下拧断,在对应的头盖位置拆下后,选取机械加工处理,若在螺栓结构断裂的过程中,螺栓没有拧紧,则可在现场将断裂的螺栓结构取出,这样即不能够破坏螺栓,也要安装前期的所有螺孔,重新攻丝处理。
5.2 内法兰螺栓旋不出或旋断
(1)原因分析。由于内法兰螺栓结构头部并没有顶柱,并且在各种轴向力的作用下,头部结构容易墩粗或者弯曲,另外若法兰螺栓结构与内法兰、三合环材质搭配不佳,也会导致其在高温的作用下产生变形而咬死的现象发生。
(2)故障处理。由于内法兰螺栓结构主要是通过三合环上的螺栓孔在内法兰上的,出现咬死或者不能旋出的情况时要把埋在三合环孔内的螺栓头处理掉,再用磁力钻把三合环孔内的螺栓取出, 并且要根据丝扣的损坏情况, 进行堆焊或重新攻丝;在内法兰螺栓结构设计上可以考虑将内法兰螺栓的头部结构扣改为缩径光杆结构,避免由于预紧的过程导致存在螺栓头部墩粗或者弯曲,从而引发无法拆卸等的情况。
5.3 锁紧环螺纹旋出困难或过程中咬死
(1)原因分析。锁紧环螺纹与壳体螺纹之间如有杂物或出现变形锁紧环在旋进或旋出过程中会对这两处螺纹造成损伤;或者操作过程中频繁出现较大的波动,也可能造成螺纹的缺陷,拆除过程中就会出现旋出困难或者咬死的情况;另外在安装过程中如果螺纹锁紧环与壳体在拆卸过程中不能一直保持较好的同心度和垂直度,也会出现上述情况。
(2)故障处理。针对上述情况,在拆除过程中可采取在管箱壳体外包上电加热器加热使壳体膨胀,或对螺纹锁紧环腔体注入干冰进行冷却的方法进行拆除。当螺纹锁紧环旋出和旋进过程中发现卡滞现象时,需检查专用工具与锁紧环、壳体的同心度,同时可进行几次正反旋动, 并加润滑油以消除毛刺;如果卡滞较严重,在适当提高锁紧环外圈上的力直至旋出。
6 螺纹锁紧环换热器检修过程密封失效补充说明
螺纹锁紧环换热器主要有两道密封:一是防止管壳层介质互窜的内部密封,该处密封的垫片安装在管板内侧,如图4所示。二是防止管程介质向外界泄漏的外部密封,密封的垫片安装在密封盘管箱筒体的端部的台阶处。
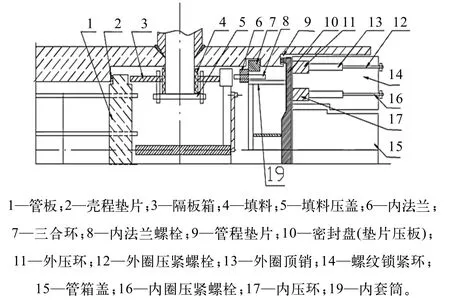
图4 管板侧密封图
6.1 内密封预紧及密封过程施工工序
内密封的管程垫片上所需的初始预紧力及操作预紧力由内法兰螺栓提供,并依次经过以下组件顺序压紧而得到:预紧内法兰螺栓-分合环-隔板箱(分程箱)-壳程垫片-管板。
当拧紧内法兰上单头螺栓时,螺栓会顶在隔板箱上。继续拧紧螺栓时内法兰会被卡在槽内的分合环顶住,同时内法兰螺栓会产生一个向前的力,把隔板箱和管板向前推进,使壳程垫片得到一定的比压,从而起到密封的作用。
6.2 外密封预紧预紧及密封过程施工工序
外密封垫片上所需的初始预紧力及操作预紧力由外圈压紧螺栓提供,并依次经过以下组件顺序压紧而得到:外压杆-外压环-密封盘,最终通过锁紧环和筒体端部之间的梯形螺纹传给壳体。
拧紧外圈压紧螺栓时,外圈顶销就会顶在外压环上。由于螺纹结构锁紧的过程中,主要导致螺纹固定在壳体结构上,就会导致壳体给螺纹锁紧环一个向前的作用力,因此在拧紧外圈的螺栓结构以后需要压紧密封盘和管程垫片,由于管程垫片结构的接触面积相对较小,因此产生的比压力也较大,起到较好的密封处理作用。同时,在具体的运行管理过程中,由于管箱内介质压力相对较高,管箱内产生的轴向力由螺纹锁紧环通过梯形螺纹由壳体来承受。
7 螺纹锁紧环换热器泄漏的类型及原因分析
7.1 螺纹锁紧环换热器内漏原因分析及措施
螺纹锁紧环换热器壳程密封失效主要原因:一是受内密封处的密封组件质量影响,如垫片、螺栓、密封面质量的影响造成密封失效;二是受安装质量的影响,如安装过程预紧、垫片安装问题等原因造成的密封失效。另外由于密封结构的垫片回弹能力较好,决定了泄漏的程度,回弹能力越强则会较好的弥补因为压力、温度波动等导致的泄漏现象发生,从一定程度上看,消除内漏问题的发生,从基础的运行和管理经验上看,要尽量的避免由于石墨缠绕垫的出现,考虑H-H螺纹锁紧环换热器高温、高压环境,最好选用双金属自密封波齿垫(见图4)。其金属的线密封和柔性石墨密封的双重作用在高温、高压环境下表现出更好的压力、温度的均布性和补偿性,可以确保它的密封性能更好、使用寿命更长[3]。
7.2 内法兰螺栓耐高温下弹性降低的影响
内法兰螺栓结构的塑性变形在高温的环境下,和应力共同作用,随着时间的增加而增大,相反,弹性应力在此状况下,会随着时间的增加而减小,并且在开工处理的过程中,会遇到温度大,并且幅度波动的情况,因此垫片会因IC密封压不够而导致内漏现象发生,应力松弛发生的频率也越来越高,内漏也会加剧。目前内法兰螺栓一般选用SA453-660B型镍基高温高强合金材质,其在650 ℃以下具有较高的屈服强度和持久、蠕变强度,能够满足在运行环境要求。
7.3 密封面缺陷引起的密封失效
主要是密封槽槽底或管束管板密封面出现贯通缺陷如凹槽、沟槽、密封面变形超出了垫片补偿能力、密封处有污物槽凸物影响垫片与两侧密封面紧密接触等原因造成的内密封失效。这种失效较难通过紧固内圈压紧螺栓来消除,因此这也是安装和拆除中需要重点检查和处理的。
8 螺纹锁紧环换热器外漏原因分析
螺纹锁紧环换热器的外漏除了因壳体制造原因引起的泄漏外,主要是管箱处密封原因引起的外漏。
8.1 管程密封槽缺陷引起的密封失效
管程密封的垫片是安装在管程壳体上的密封槽内,如果对应的密封槽槽底结构密封面出现了贯通的现象,则会超出垫片结构的补偿能力而发生变形,由此可能会导致出现密封泄漏的现象。另外,当槽内侧的结构出现塌陷,则会影响到密封盘的定位,导致结构件安装不到位的现象,例如密封垫在密封槽内发生偏移将会影响其与密封盘密封面均匀接触而引起泄漏;或者密封盘安装时下坠压到密封槽内外侧凸台上也会引起泄漏。
8.2 压紧螺栓和顶杆原因引起密封失效
这种失效主要是由以下三个原因引起:(1)外压紧螺栓螺纹损坏影响预紧;(2)顶杆弯曲影响预紧;(3)顶杆一端因钻取压紧螺栓形成锥孔影响预紧,甚至造成受压后端口挤压变粗阻碍顶进。
9 结语
(1)螺纹锁紧环换热器的垫片在高温情况下很容易出现变形、失去回弹力。建议选择使用双金属自密封波齿垫,同时考虑采用耐高温和腐蚀以及应力松弛率和回弹率好的碟簧来弥补温差、压力引起的变化。
(2)螺纹锁紧环换热器的检修关键在于管壳程垫片的安装,特别是在安装内法兰螺栓前要精确计算螺栓的预紧力、并涂抹高温螺纹防咬合剂。紧固螺栓过程建议按照预紧力的50%、80%、100%分步、对称紧固,确保预紧力均匀分布。防止密封垫片受力不均导致垫片与密封面未完全接触而产生泄漏。
(3)检修拆卸换热器时要注意不要损伤到大螺纹,同时对拆下的锁紧环螺纹和管箱螺纹需要仔细清理、检查。对损伤的锁紧环需要进行强度校核,必要时需返厂修复或更换。另外要保护好管箱螺纹,避免检修过程受到损坏。
猜你喜欢
建筑与预算(2022年10期)2022-11-08
压力容器(2022年5期)2022-07-10
建材发展导向(2022年6期)2022-04-18
中国船检(2021年8期)2021-09-08
煤气与热力(2021年2期)2021-03-19
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
润滑与密封(2019年8期)2019-08-27
环球市场信息导报(2017年6期)2017-06-15
科技创新导报(2016年8期)2016-10-21
