DRT技术在压力管道焊缝不停产检测中的应用
2023-12-28 12:18殷晓杰吉莉红易一平
造船技术 2023年6期
殷晓杰, 吉莉红, 易一平, 黎 鑫
(1.上海山友工程检测有限公司,上海 200540;2.上海船舶工艺研究所,上海 200032;3.中国船舶集团有限公司 工程管理中心,北京 100097)
0 引 言
在我国很多行业中,例如石油、化工、船舶和发电厂等,较多压力管道均长期处于运行状态,导致压力管道的组织性能劣化。在运行过程中,在腐蚀环境中或恶劣条件下会产生各种危险性缺陷(裂纹和厚度减薄等),导致泄漏甚至引起爆炸等安全性事故。为保证压力管道安全运行,需要定期对其进行在线检测,以便尽早发现缺陷隐患。压力管道受到保温层、内部介质和表面温度的影响,若采用常规射线检测(Radiography Testing,RT)方法进行检测,则需要停产并拆除保温层,这样需要投入更多的人力和物力,而停产会给企业造成较大的经济损失。随着数字化技术的迅速发展,一种新型的可替代胶片的数字射线成像(Digital Radiography,DR)技术在RT领域中得到应用。伴随数字射线成像检测(Digital Radiography Testing,DRT)技术日趋成熟,在RT领域中呈现多元化的检测手段和检测系统,为压力管道焊缝不停产检测增加一种更好的检测方法。
1 DRT技术
1.1 基本原理
DRT是利用数字探测器和计算机技术实现RT,DR成像板分为非晶硅、非晶硒和电荷耦合器件(Charge-Coupled Device,CCD)等种类,由成像板上的晶体电路将X射线转换为数字化,最后在计算机上显示。
DRT系统在计算机射线成像检测(Computed Radiography Testing,CRT)基础上发展起来,利用数字化技术将透射图像转换为便于计算机处理的数字图像,进行图像处理分析和识别,得到检测结论[1]。DRT技术在常规胶片成像的基础上,借助计算机和数字图像处理技术[2],克服由胶片成像带来的环境污染问题,提高工作效率,降低射线剂量和图像噪声,使图像的对比度和清晰度具有较大的提高。DRT系统具有较大的宽容度,对于厚度变化范围大的被检工件,可实现一次透照成像。
1.2 技术优势
常规RT是采用胶片进行记录的一种无损检测(Non-Destructive Testing,NDT)方法,利用射线胶片感光特性使其在透过射线的被检材料中发生一定变化,经显定影处理后得到底片。射线照射能量取决于底片各处的黑度变化程度,确定材料内部缺陷(裂纹、未熔合和未焊透等)。底片借助高强度工业观片灯观察,可看到由黑度差所造成的不同形状影像,技术人员根据缺陷大小、数量和性质情况依据国家或行业标准评定试件质量。
与常规RT技术相比,DRT技术更高效、快捷,具有更高的动态范围,存储、调用和传输均较方便,数字图像可在台式计算机、手机、便携式计算机和投影仪等设备上显示和观察;而常规RT技术通过胶片成像得到底片,只能通过专业的观片灯观察,且底片只有1套,在需要较大的存储空间时调用和传输均比较麻烦。
DR图像利用计算机可大量存储,以数字电子化的方式进行管理[1],不需要建立资料室进行底片存档;而传统胶片保存需要设置恒温资料室,资料室的干湿度具有一定要求,不仅底片管理需要花费较多的人力和物力,而且随时间的增加,底片逐渐变质、质量降低。
在DRT系统中,曝光结束即可得到图像;探测器可固定在管道上,技术人员无须过多移动探测器,检测速度快;设备自带电源,提高野外和高空检测能力,提高工作效率,降低检测成本。
DRT系统的购买费用相对较高,但平板探测器可反复使用,在1 a或2 a内DR与胶片费用相当,从长远来看DR成本远低于胶片成本。
DRT系统消除在胶片冲洗过程中由显影液、停显影、定影液和水冲洗所产生的重金属污水与有害废水,对环境保护起到较大的作用。
从使用环境和成本来看,DR大幅优于胶片成像。从成像速度来看,胶片成像技术已远不能满足现代化生产过程的需求。随着高新技术的不断发展发展,DRT技术在许多领域逐步取代胶片成像技术。
2 DRT技术的实际应用
2.1 实例1——上海市某工厂压力管道检测
RT为定检作业的一部分,对其中5条管线的42道焊缝进行RT。管道内的介质为蒸汽,其温度为450 ℃;岩棉保温层厚度为100 mm,外覆马口铁防水层;保温层外温度约45 ℃。管道规格(外径×壁厚)分别为325 mm×13 mm、455 mm×14 mm、530 mm×16 mm,材质为15CrMo钢,焊接方式为氩弧焊打底和焊丝电焊盖面。该5条管线是企业生产的主要热能供应来源,根据企业要求,在管道内存在介质的情况下,采用DRT方法进行不停产RT。
(1)设备选择
系统由便携式射线机、平板探测器、控制终端(手提式轻便计算机)影像处理软件和辅助装置等部分组成。
射线源为瑞士COMET公司的PXS EVO 300DS射线机:焦点为1.0 mm×1.0 mm;管电压为150~300 kV,高频恒压;辐射角度为40°;穿透力强,最大穿透能力(A3钢)为65 mm。
平板探测器(DR成像板)为比利时Xris公司的WA-P2530:非晶硅;闪烁体为Gd2O2S:Tb(硫氧化钆);像素为139 μm;线对值为3.6 LP/mm;空间分辨率为4.0 LP/mm;模数转换(Analog to Digital,A/D)为16 bits;通信接口为千兆网;平板探测器尺寸(长×宽×高)为460 mm×460 mm×268 mm(含内置锂电池);有效成像面积为427 mm×427 mm;像素矩阵为3 072×3 072 pixel;帧速率为4帧/15 s;量子检测效率为65%;质量为2.3 kg;耐高能,满足B级要求。
影像处理软件为原厂软件,满足工业认证要求。利用Maestro软件独有的视频实时曝光参数调节模式,操作员易于确立每道焊缝的曝光参数,避免重复测试和重复曝光。
(2)配置方案
平板探测器(DR成像板)为耐高压便携式设备,自带电池工作,现场比较简洁,方便作业和安全。射线机为高频机,DR为较小像素尺寸NDT试板,可构建高灵敏度和高分辨率的检测条件。Maestro软件配置多种NDT检测滤镜,具有较好的低密度物质射线图像处理能力,可轻易剔除保温层和介质对图像的信噪比影响。
(3)检测方法
透照方式:采用双壁单影透照,射线机应适当倾斜,保证主射线透照、成像灰度均匀;在采用静态成像方式采集图像时,图像采集的重叠区域长度应不小于30 mm。
透照参数选择:采用250~280 kV、帧/10 s的采集方式成像,以灰度、灵敏度、图像分辨率和信噪比达到标准为要求,可根据图像情况适当调节。
(4)图像质量
满足标准和企业的技术要求;测定图像质量的像质计分为线型像质计和双线型像质计。
(5)DR图像
325 mm×13 mm规格的管道存在咬边缺陷,如图1所示。

图1 咬边缺陷
455 mm×14 mm规格的管道存在未焊透缺陷,如图2所示。
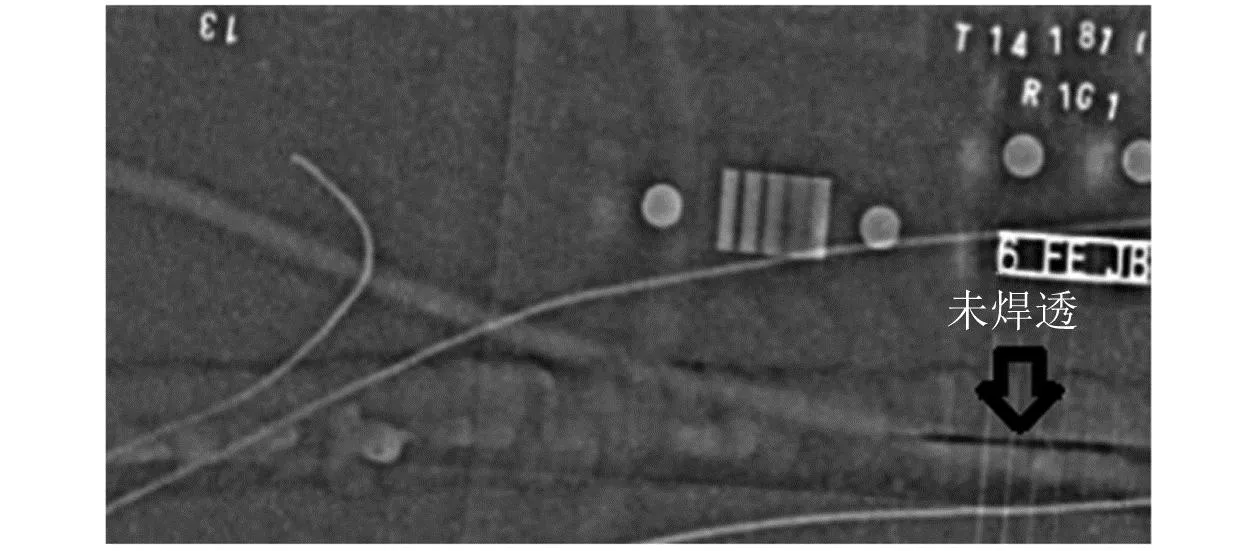
图2 未焊透缺陷
30 mm×16 mm规格的管道存在气孔缺陷,如图3所示。

图3 气孔缺陷
典型缺陷数字图谱如图4~图7所示。
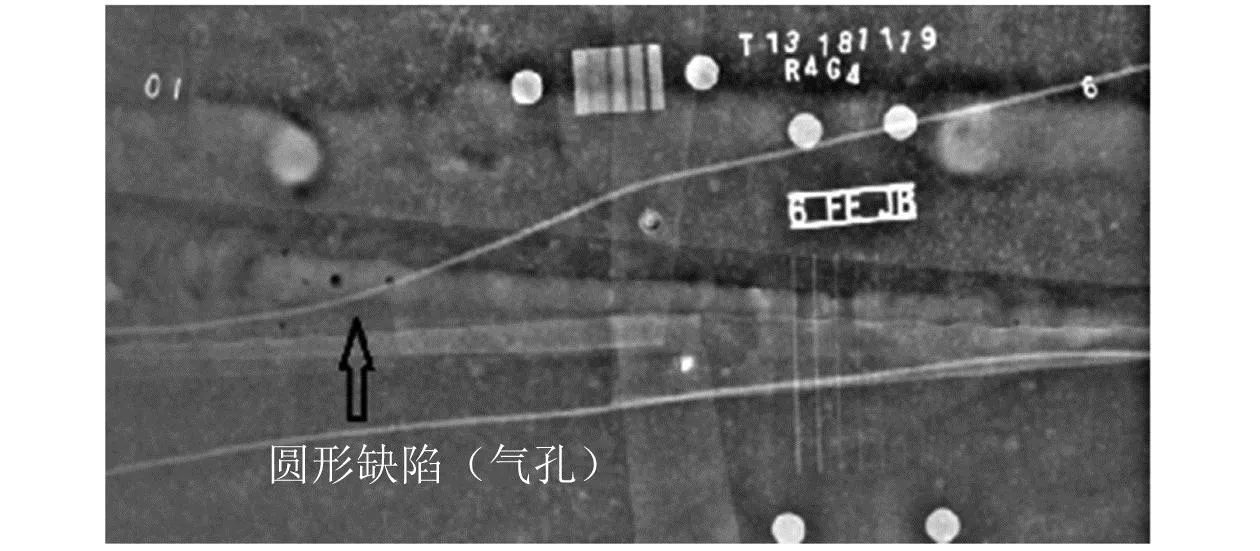
图4 圆形缺陷(气孔)
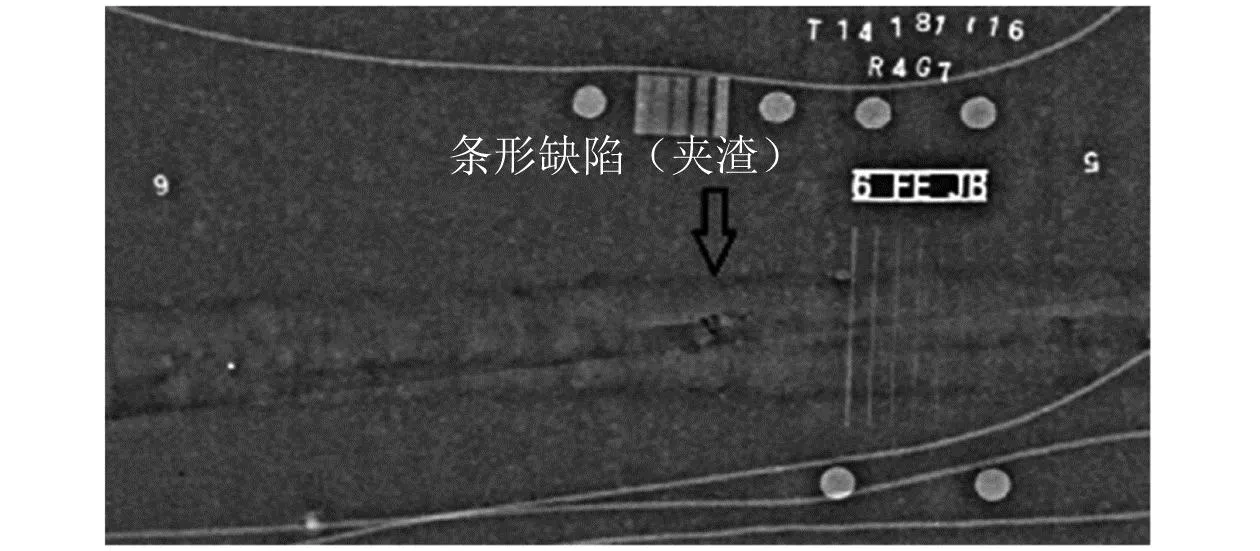
图5 条形缺陷(夹渣)

图6 未焊透、条形缺陷(夹渣)

图7 未熔合缺陷
在压力管道DRT中,系统成像能力稳定,工作量进度符合预期;采集的图像符合成像质量,在后期图像处理上,高对比度滤镜和边缘锐化滤镜处理均必须使用,可较好剔除保温层和防水覆管材料的成像影响,具有较好的目检效果,不会出现漏检和误判的情况。
2.2 实例2——某特种设备安全监督检验研究院管道中心管道检测
化工管道、蒸汽管道、热力管道和低温管道等设置保温层,管道内存在介质,对这些管道进行不停产检测。管道类型多,直径规格为89~530 mm,共计1 020道焊口。为保证辐射安全,不能与其他工作同时作业。RT作业需要避开白天正常的工作时间,只能安排在晚上22点至第二天的6点进行,而整个项目的检测作业时间只有15 d。若采用常规RT方法,在保证辐射安全的前提下,现场最多只能安排3组人员。每道焊口检测需要30 min,每天每个作业点可检测16道焊口,每天最大工作量为48道焊口(影响作业的其他因素忽略不计)。按正常时间推算,全部检测时间最少需要22 d(176 h)。在与企业沟通后,在保证检测质量的前提下,采用DRT方法进行检测作业。
(1)设备选择
射线检测机为德国YXLON公司的产品:焦点尺寸为3.0 mm×3.0 mm;机头尺寸(长×直径)为775 mm×295 mm,质量为33.0 kg;辐射方式为定向;穿透能力为65 mm(铁);管电压为50~300 kV(调节精度为1.0 kV/step),恒电位;管电流为0.5~3.0 mA(调节精度为0.1 mA/step);最大辐射角为40°~55°。该检测机特点是输出极其稳定,曝光时间相对缩短,大幅提高工作效率;管电压、管电流和曝光时间等参数可通过键盘输入,或调用预先设定的参数,多达100组;控制单元可对射线管头自动识别,移动调整预热程序,并可自动记录近100组的曝光参数。
DR成像板为德国布鲁泰克(PROTEC)公司的RAPIXX 4NDT:闪烁体为Csl(碘化铯);像素为139 μm;调制传递函数为62%(1*1)@1.0LP/mm;线对值为3.6 LP/mm;灰阶转换为16 bits;有效成像面积为427 mm×427 mm;像素矩阵为3 072×3 072 pixel;帧速率为4帧/15 s;量子检测效率为65%;材料类型为非结晶质硅树脂;X射线能量为40~350 kV;工作温度为10~75 ℃;湿度为10%~75%;防水等级为IPX3。
影像处理软件为原厂软件。基本功能:窗宽;放大器;旋转;自由旋转;正负片;翻转;剪切;注释。特点:直观的用户界面;智能的自动备份功能;图像自动处理(Automatic Image Processing,AIP)功能;程序不仅可在窗口运行,而且可在全屏模式下运行;具有不同的滤波。测量功能:长度、灰度值、归一化信噪比和分辨率等图像质量控制参数的自动测量和计算。辅助功能:区域窗位;测量;附加滤波器;倾斜;全屏;缩放;快速访问工具栏;直方图。
(2)DRT效果
DRT自动化程度高,检测速度快,检测效率高。整个检测过程同样安排3组人员,只用13 d即完成全部检测任务,不仅降低人工成本,而且得到企业的好评。DRT效果如图8~图10所示。
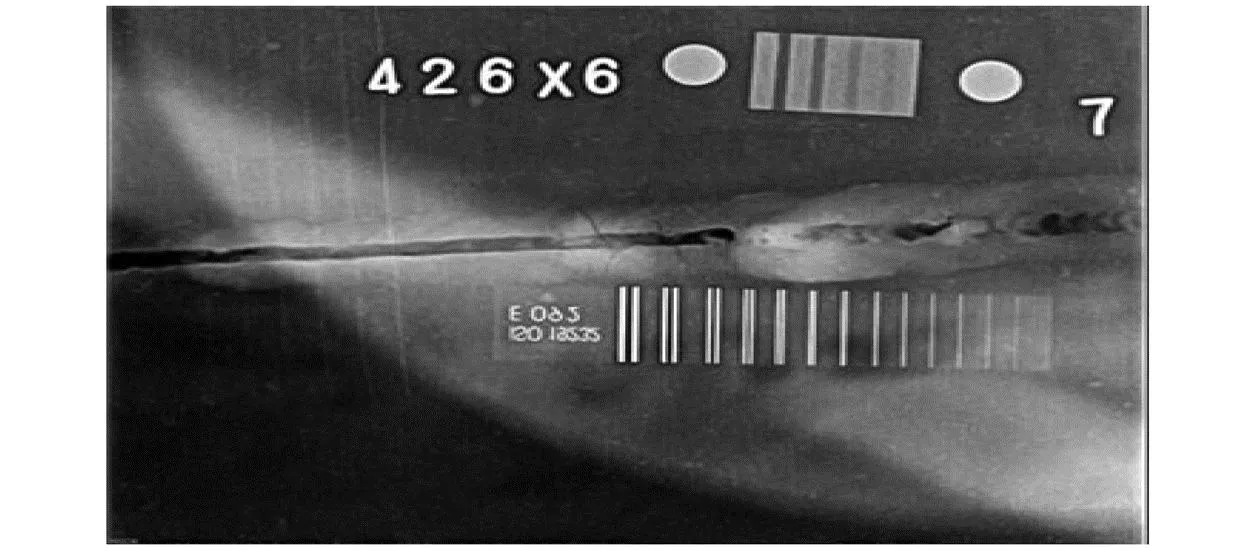
图8 加保温棉的管道

图9 外径为219 mm、介质为天然气、设置保温层的管道

图10 -30°、存在介质、带铁皮外壳、保温厚度为200 mm的管道
3 结 语
常规RT无法对设置保温层和存在介质的压力管道进行检测,而DRT技术不仅可解决该难题,而且可消除由停运、停产、停航或拆除管道保温层等造成的经济损失。DRT技术不使用胶片,即没有暗室处理环节,可消除由暗室处理带来的环境污染,对环境保护起到较大作用。
猜你喜欢
销售与市场(营销版)(2022年11期)2022-11-18
国际放射医学核医学杂志(2021年10期)2021-02-28
上海建材(2021年5期)2021-02-12
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
摄影之友(2019年8期)2019-03-31
电站辅机(2018年4期)2019-01-19
丝路艺术(2018年8期)2018-09-27
中成药(2017年3期)2017-05-17
中国塑料(2016年9期)2016-06-13