
大型半自磨机轴瓦的维护保养
2024-01-13 10:41廖启华
湖南有色金属 2023年6期
廖启华
(华刚矿业股份有限公司,北京 100000)
在有色金属矿石的开采过程中,半自磨机具有结构简单、操作方便等优点,是矿物开发利用的关键设备。目前半自磨机承受载荷多为百吨以上,且长时间处于低速重载的工作环境,随着工业领域的发展,对轴瓦的使用性能提出了更高的要求。半自磨机其工作原理主要采用机械传动使磨机筒体进行低速转动,将筒体内钢球提升至水平夹角50°~60°之间,掉落时将矿石磨成所需的颗粒状。大型半自磨机轴承主要采用滚动轴承、动压轴承、动静压轴承、静压轴承等类型[1-2]。其中滚动轴承的承载力较小,主要应用于小型磨机。动压轴承结构简单,但在大型重载磨机应用中损耗功率较大,使用周期较短。动静压轴承主要结合动压轴承和静压轴承的优点,但因其控制系统比较复杂与边界润滑等问题,未能广泛应用。静压轴承主要采用外部液压系统对轴瓦与轴径之间进行持续供油,保证静压轴承始终处于液体润滑状态。理论上磨损小,工作寿命长,起动功率小,在极低的转速下也能应用。同时静压轴承还具有承载能力大、良好的抗振动和抗冲击性。因此,大多数半自磨机仍采用静压轴承[3-4]。作为整个磨机的主要承重部位,如果轴承轴瓦出现烧瓦现场,将导致整条生产线无法运转。因此,预防轴瓦出现发热现象和烧瓦事故的发生,正确的使用和维护保养磨机主轴承,对矿山企业具有重要意义[5-6]。
1 设备相关信息
半自磨机采用中信重工制造的Φ8.5 m×4.3 m的半自磨机,筒体内径8.5 m,筒体长度4.3 m,筒体有效容积240 m3,物料最大装载量为123 t,筒体转速为11.04 r/min。其中,主轴承采用两个进口120°的Sn-Pb铜合金轴衬作为静压滑动轴承,轴承直径Φ2.5 m,宽0.55 m,采用Sn-Pb铜合金。半自磨机及静压滑动轴承如图1所示。
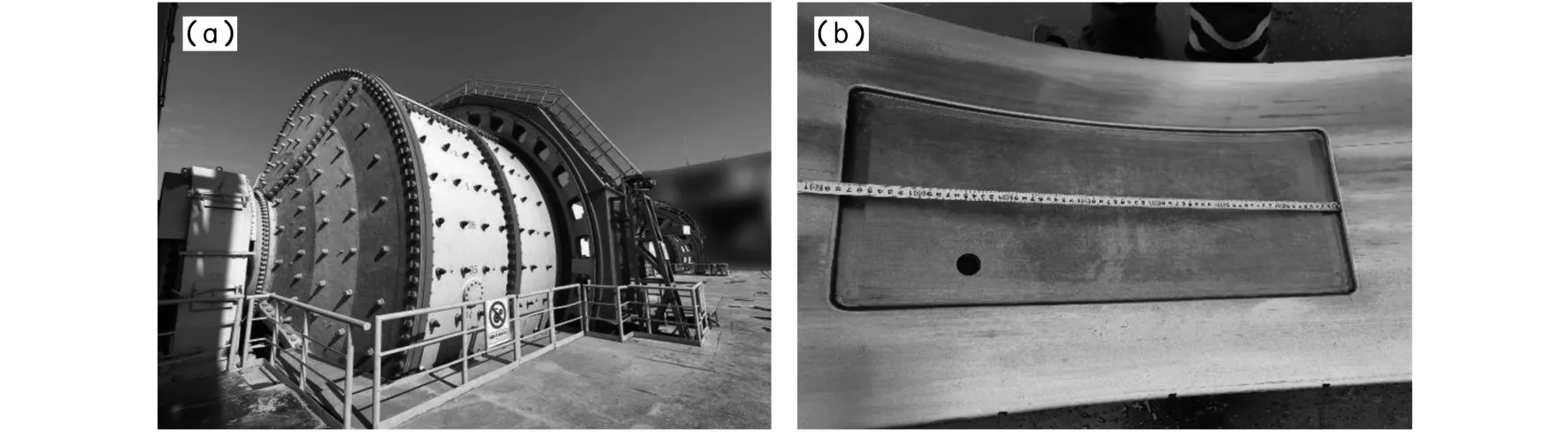
图1 Φ8.5 m×4.3 m半自磨机
如图1(b)所示:每个轴瓦有2个高压油腔,磨机启动前和运转中一直由润滑站提供高压润滑油,高压油经分流马达进入油腔,自动进行静压油膜补偿,保证油膜厚度稳定,确保轴颈和铜瓦完全不接触,从而大大降低磨机启动负荷,并可减少对磨机传动部的冲击,也可避免擦伤铜瓦,延长了铜瓦的使用寿命。主轴瓦体与轴承座之间为腰鼓形线接触,两端采用三舌密封,是磨机的重要组成部分,不仅支撑着整个磨机的重量,还承受着矿石物料和研磨钢球抛落时产生的冲击力,其稳定性直接影响磨机的可靠性,常见主轴承的主要失效形式为轴瓦的烧损,一旦发生烧瓦,处理时间长,修复工作量大,影响设备的正常运转,缩短了主轴承的使用寿命[7-8]。
2 烧瓦现象的原因及分析
半自磨机主轴承轴瓦常使用锡基巴氏合金ZSnSb11Cu6和铅基巴氏合金ZSb16Sn16Cu2材料,具有良好的摩擦相容性、顺应性和嵌入性,因此被广泛采用。烧瓦主要是滑动轴承轴瓦与半自磨机轴颈之间的油膜发生破坏所导致,当轴瓦与轴颈直接接触时,接触表面温度急剧升高,同时伴有冒烟现象,且伴随着磨机的载荷增大,电流升高,半自磨机轴颈与轴瓦相对转动产生的摩擦热使得轴瓦表面的巴氏合金发生融化。轴瓦升温和烧毁的主要原因有:
1.润滑不良,一般轴瓦表面油润滑的摩擦系数为0.001~0.008,无油润滑时的摩擦系数为0.25左右,相差50倍,润滑较差容易导致升温和烧瓦。
2.轴瓦自身结构的质量问题,由于轴瓦本身的安装失误、刮研不到位等问题造成。
3.润滑油的选用不当或润滑油变质。例如选用的润滑油黏度过低或过高都不利于油膜的形成,包括润滑油的油性、极压性能、闪点和燃点、凝固点等都会影响油膜的形成,导致轴瓦表面温升较高。当轴承两端密封不严或者过滤性差时,亦会导致灰尘或其它杂质与润滑油混在一起,使得润滑油失效。
4.当磨机超负荷运转时,轴瓦内高压油腔压力已不能满足使用,导致轴颈与轴瓦表面相接触发生摩擦等[9-10]。
5.除上述原因外,本次半自磨机在调试期间,发现磨机固定端轴瓦侧面与中空轴轴颈挡圈处相接触,导致轴瓦侧面发生磨损。对现场实际情况进行观察分析,由于现场半自磨机采用斜齿轮传动,在传动过程中,会向筒体施加一个轴向力,导致轴瓦侧面接触中空轴轴颈后发生磨损,损坏轴瓦。
3 烧瓦故障的预防与轴瓦的保养
3.1 烧瓦故障的预防
1.保证安装精度和质量。严格根据设计图纸或设备文件的规定,按照相关的技术要求安装主轴承座,控制轴瓦与轴肩的间隙,做好轴瓦的刮研、轴承盖的安装以及端盖的密封等等。
2.正确合理的润滑。加强日常的润滑管理,选择合适的润滑油,做到“按质换油”,“五定三过滤”。操作工应加强对油站的监测,注意螺栓的松动与脱落、液压管路的损坏、轴承壳体的漏油、油箱液面的降低等等,提高液压站系统的可靠性,避免因为少油、坏油、温度高等原因导致的主轴承烧瓦。
3.轴瓦的密封。密封不严导致灰尘、污水进入润滑油系统,会导致润滑油变质,严重时会导致油膜破坏,造成主轴瓦毁坏。因此,要多观察主轴承端盖的密封,尽量减少观察孔的开合次数。
4.润滑系统的检测。经常检查磨机液压站系统,保证液压管路的完好,并对管路压力、轴承的升温和电机电流的变化进行监测,发现异常变化应立即停机,查明故障及时处理。
5.为了预防轴瓦侧面发生磨损。在现场实际使用过程中,在半自磨机固定端轴承座底部轴向位置加装楔形锁紧装置,防止磨机启动瞬间,筒体发生轴向窜动时。在日常巡检过程中,应及时检查调整螺栓的松紧度,保证限位尺寸正确。
3.2 轴瓦的日常保养
Φ8.5 m×4.3 m半自磨机采用静压滑动轴承,润滑油经高压油腔从轴瓦底部进入,将轴颈顶起,确保轴颈和轴瓦之间始终存在一层油膜,实现完全液体润滑。由于经常发生电压波动或突发性停电,导致油压不稳,使得轴瓦可能出现干磨现象,产生一定的损耗,影响磨机正常稳定的运行。因此需要定时对轴瓦各项数据进行检测,必要时,需停机顶起磨机将轴瓦抽出,对轴瓦进行保养。观察表面是否光滑,是否有脱壳风险,是否有毛刺、刮痕等,测量巴氏合金的磨损量是否在技术要求范围内等,并根据实际情况进行处理。一般出现问题如图2、图3所示。

图2 抽出轴瓦表面
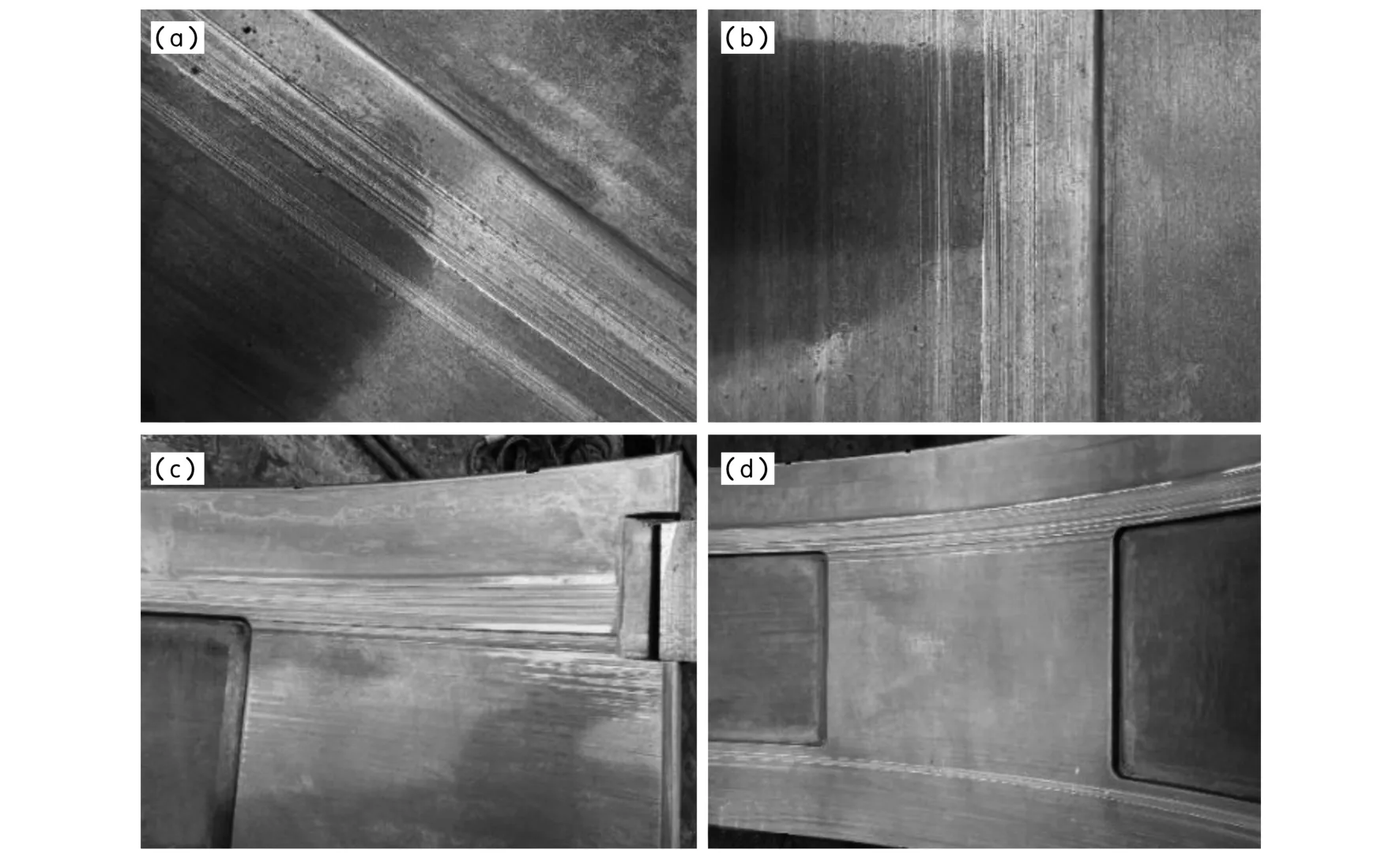
图3 抽出后轴瓦局部表面
从图2可以看出,观察抽出后的轴瓦表面,发现数个微小圆形凹坑分布在轴瓦两侧,凹坑直径范围为1~4 mm,深度范围为1~2 mm。通过对凹坑仔细观察,判断其为铸造时产生的气泡导致,属于制造缺陷,由于其分布区域不在主要承载区,仅使用油石进行打磨,去除其表面毛刺,以手感光滑为准。利用直径在10~15 mm之间的铜锤或铜棒,轻轻敲击轴瓦内测表面,通过敲击发出的声音和振动来判断是否有脱壳风险。如果发出声音为紧实的,不会发生振动,则结合部位良好。如果敲击发出声音为空洞,用手指轻敲时能明显感受到振动,则有脱壳风险。以此来确定脱壳缺陷的位置,并根据相关标准与实际经验判断是否影响轴瓦的继续使用。
从图3可以看出,观察取出轴瓦表面,发现部分表面出现较长划痕,深度在0~0.2 mm之间,并伴随有少量毛刺、尖角出现。分析其原因为半自磨机在使用过程中,由于涉及误差、制造误差、安装误差、或现场入料等原因,导致轴瓦温度升高,油温也随之升高,使得巴氏合金碎屑粘结在半自磨机轴颈表面,轴颈旋转到筒体上部时,碎屑遇冷变硬,会将轴瓦表面拉伤,形成表面刮痕。当端盖密封不严时,可能会将硬质颗粒混入润滑油中,破坏轴瓦与轴颈之间的油膜,对轴瓦和轴颈产生一定的损伤。
根据现场实际情况,针对轴瓦承载区表面出现的毛刺、锐边以及较浅拉痕处,使用油石蘸取煤油,顺着周方向对其表面的毛刺锐边轻微打磨,及时清除表面巴氏合金碎屑,直至用手触摸光滑为止。对于拉痕较浅处,首先使用无纺布蘸取润滑油擦拭擦拭表面,去除表面杂质。随后使用三角刮刀负前角进行刮削,每刮一次,都需要去除其表面金属碎屑,反复几次以后,使用油石蘸取润滑油对其表面进行打磨处理,最后使用汽油和洁净的干布将轴瓦擦拭干净,以手感光滑为准。如果拉痕较深,可采用适当修补剂进行修补后精刮。此次修复后的轴瓦如图4所示。
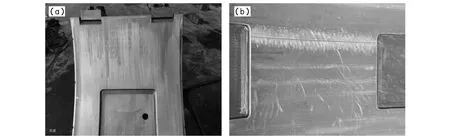
图4 轴瓦修复后局部修复图
对修复投入使用后轴瓦表面油压与温度进行检测,结果如图5所示,修复后轴瓦油压与温度总体保持稳定。如图5(a)所示:轴瓦固定端两端油压平均相差1.3 MPa,轴瓦自由端两端油压平均相差0.2 MPa左右,同一时间固定端轴瓦油压分别位于最大点与最小点。结合现场实际半自磨机转向,确定半自磨机轴瓦最大受压点为筒体转入固定端轴瓦高压油腔处。结合图5(b)可以看出,半自磨机固定端轴瓦平均温度较高,总体温度保持平稳,与检测油压结果相符,设备整体运行保持稳定。
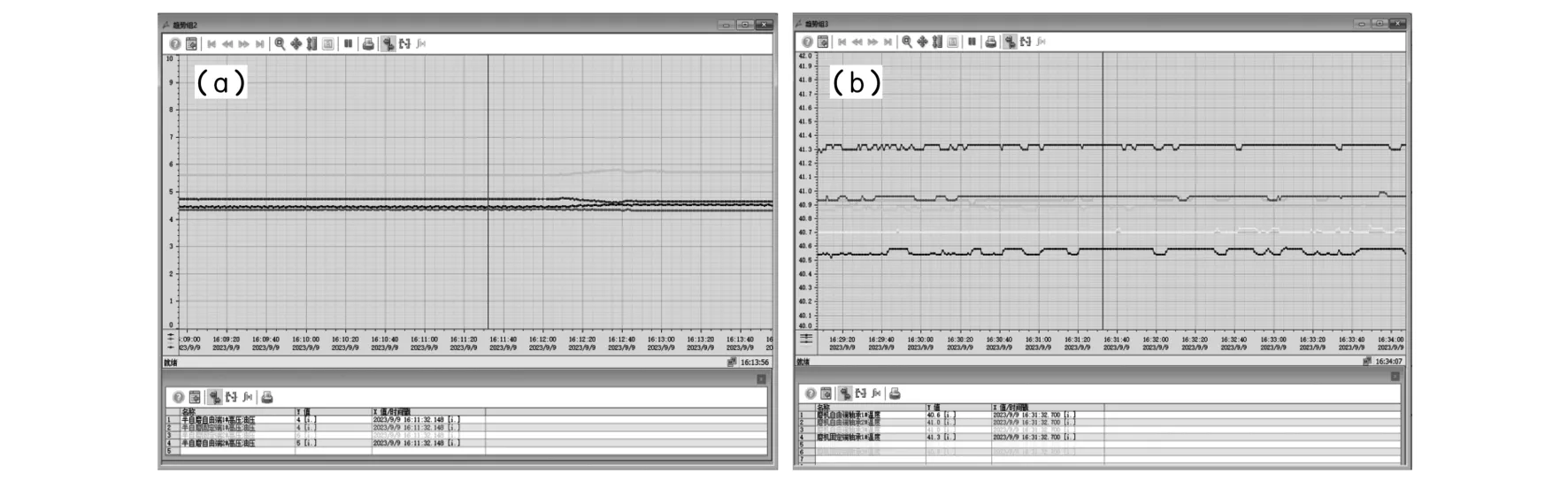
图5 轴瓦表面油压与温度
4 结 语
本文通过对一般大型半自磨机静压轴承使用过程中可能出现烧瓦现象的原因进行分析,总结出在日常使用过程中维护和进行保养磨机轴瓦的要点和方法,针对轴瓦可能出现的损伤进行修复,延长半自
磨机轴瓦的使用寿命,避免磨机烧瓦现象的发生,保证半自磨机的正常运转。
猜你喜欢
应用能源技术(2020年11期)2021-01-26
船舶与海洋工程(2020年4期)2020-09-12
柴油机设计与制造(2018年3期)2018-10-13
农机使用与维修(2017年4期)2017-04-14
电镀与环保(2017年1期)2017-02-27
农机使用与维修(2017年1期)2017-02-07
农机使用与维修(2017年1期)2017-02-07
柴油机设计与制造(2015年3期)2015-12-05
锻压装备与制造技术(2015年2期)2015-06-26
设备管理与维修(2015年9期)2015-03-16
