
小修定位取换套工艺技术研究
2024-02-29 07:24马文静张志刚伍浩文刘水淼刘涛
石油工业技术监督 2024年2期
马文静,张志刚,伍浩文,刘水淼,刘涛
中国石油冀东油田分公司井下作业公司(河北唐山 063299)
随着油田的不断开发与生产,修井作业过程中外力作用以及油藏本身条件变化等各种因素的影响[1],造成套管腐蚀、损坏、错断等现象逐年增多。常用的套损井修复技术有套管补粘技术、套管悬挂加固技术、倒扣取换套技术等,其中取换套技术是目前恢复油井正常生产较彻底的一种套管修复技术[2]。目前国内各油田通常采用下加重管对目标点以下套管进行加重锁定的方式实现定位取套[3],其优点是工艺简单、倒扣位置准确;缺点是对套管的内通径要求较高、施工周期长、容易出现复杂化。据统计,冀东油田近几年来大修取换套施工的井次中,一次倒扣完成取套作业的仅占50%,每次实际取出的套管根数不确定,往往要进行多次倒扣打捞作业才能取套至设计深度,容易出现取套作业复杂化,延长了施工周期,增加了施工成本,且大修动力紧缺,因此需研究小修定位取套技术来满足生产需求。
1 定位取套技术原理及工艺流程
1.1 技术原理
定位取套工具组成:下锚定装置+补偿器+安全保护器+接箍定位器+行星减速器+上锚定装置+反扣钻杆,组合示意图如图1所示。
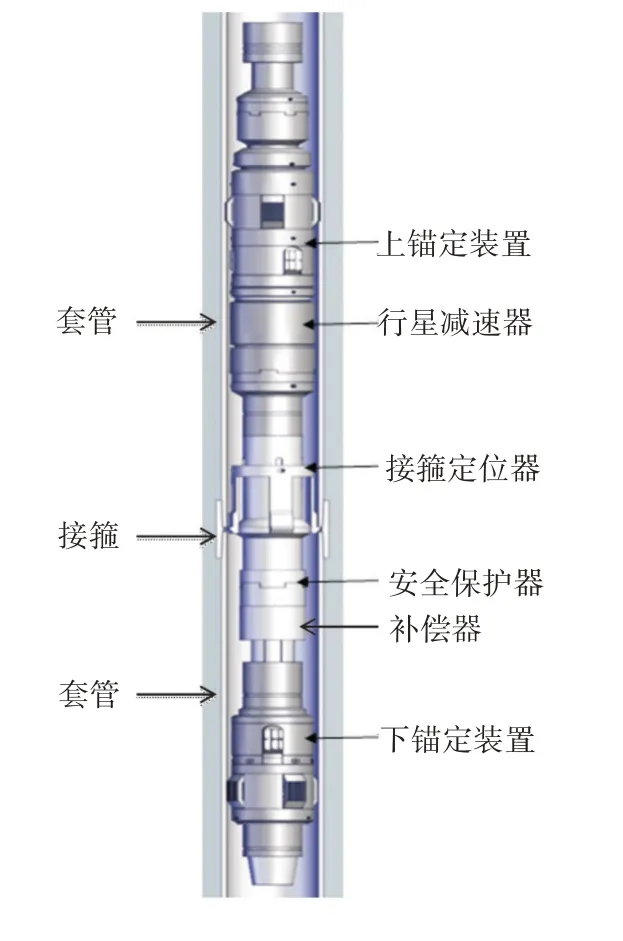
图1 定位取套工具组合示意图
将取套工具连接反扣钻杆下入预定深度,定位器确定套管接箍位置,反向旋转钻具,上锚定装置锚定上部套管形成反向作用力,扭矩经行星减速器增大并且方向改变为正向旋转;正向扭矩经定位器、补偿器传至下锚定装置,下锚定装置锚定下部套管形成正向作用力;上锚定装置的反作用力与下锚定装置的正作用力相对作用形成卸扣作用力;倒扣过程中套管的卸扣位移通过补偿器来补偿。
1.2 工艺流程
在胀套、磨铣、通井、刮削等前期井筒准备工作达到设计要求后,按以下工艺流程实施定位取套。①封隔油层。根据井筒条件,在油层套管水泥返高以下丢封隔器或注灰塞封隔油层。②解除油层套管井口应力。根据油层套管悬挂类型选择解除套管井口应力的方式。冀东油田常用的套管悬挂方式有3种:一种是套管悬挂器悬挂,采用拆除井口及套管头下法兰顶丝,试提解除套管井口应力的方式,若套管悬挂器无法提出则采用切割井口套管的方式解除井口应力;第二种是分瓣椎体悬挂,直接上提套管,取出分瓣椎体悬挂器,解除井口应力;第三种是环形钢板焊接悬挂,采用切割环形钢板的方式解除井口应力。③定位倒扣。下入取套工具组合,定位器下至套管漏点以下一根套管,实施定位倒扣。④打捞取套。用套管倒扣捞矛捞获套管并上提取套深度的套管载荷,反转完全卸扣,起出套管。⑤回接套管。准确丈量取出套管的长度,下入与取出套管规格和长度一致的套管,进行套管回接。
2 定位取换套工艺技术优势
通过现场大量的试验证明小修定位取换套工艺与常规大修取、换套工艺相比具有一定的技术优势,具体见表1。
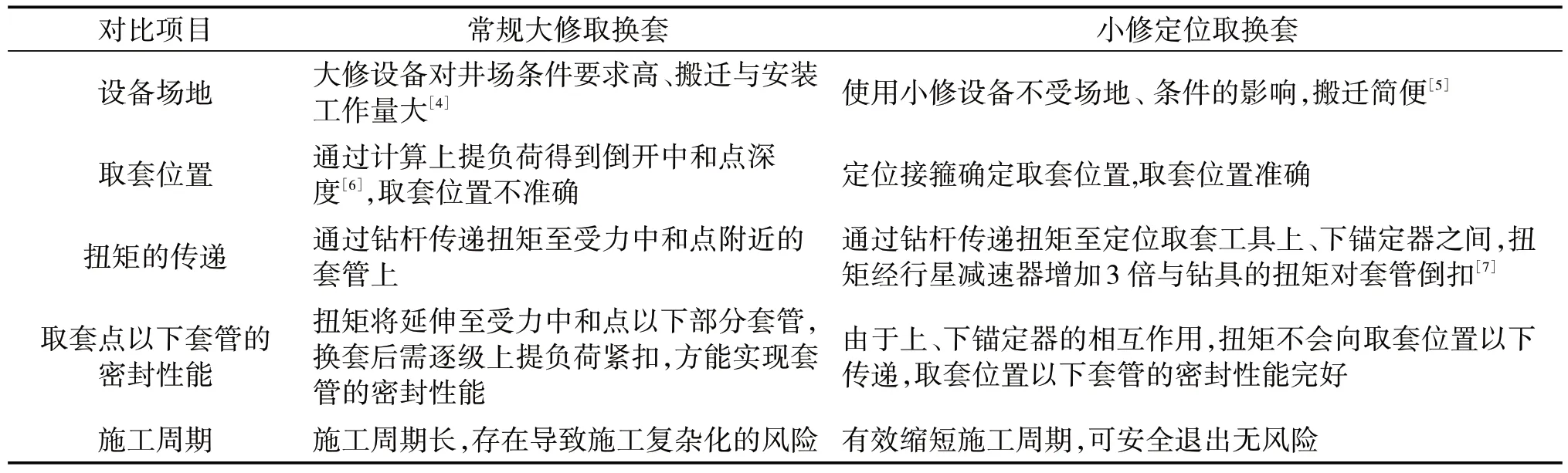
表1 取、换套工艺对比情况表
3 小修定位取套技术应用条件
3.1 井身结构
小修定位取套不适合裸眼段取换套,由于裸眼段取套鱼顶丢失的风险大,需结合套铣、下示踪管、下技术套管等复杂工艺技术,对设备提升能力以及驱动装置的驱动能力要求较高,所以小修定位取套应选择有技术套管的井且取套位置在油层套管水泥返高以上。
3.2 井筒条件
定点取套工艺技术对套管内通径要求较高,需保证工具串顺利下至设计取套位置,对于取套井段及上部套管存在套变的井,需结合胀套、磨铣等打通道工艺技术处理井筒,在使用大于取套工具最大外径2~4 mm 的通井规能顺利通过的情况下,可应用定位取套工艺技术。
3.3 取套深度
小修动力采用液压钳作为驱动装置,反向旋转钻具时行星减速器增大3 倍扭矩,以常用的139.7 mm(5.5″)和177.8 mm(7″)套管为例,最佳上扣扭矩参数见表2,套管卸扣扭矩一般比上扣扭矩大30%~60%[8-9],定位倒扣符合现场施工需求。但综合考虑小修设备提升能力和定位倒扣所卸松的套管丝扣承担上部套管重力的实际情况,套管在轴向载荷作用下,各牙螺纹上的受力很不均匀[10],为避免套管丝扣损伤,影响对扣后套管的使用性能,所以推荐应用于浅部位取套。

表2 常用套管上扣扭矩参数表
4 应用实例
南堡13-XX井,技术套管规格及下入深度D244.5 mm×1 602.44 m,油层套管规格及下入深度139.7 mm×3 176 m,水泥返高1 304 m,人工井底3 154.75 m,测试结果显示177.4 m附近套管存在漏点,为恢复本井生产,对套漏点进行取换套施工。
第1 步打悬空塞,注灰,完成灰面1 609.42 m。第2 步解除套管预应力,本井为套管悬挂器悬挂,拆除井口及套管头下法兰顶丝,试上提500 kN,因锈蚀,管柱拉伸1 cm 卸除套管预应力未成。第3 步切割井口套管,下YGD-116 mm 割刀进行井口套管切割,丈量鱼顶至悬挂器上平面1.515 m,起出悬挂器丈量0.6 m。第4步定位倒扣,下入定位倒扣工具组合,上提管柱,完成接箍定位器深度180.82 m,反转钻杆,锚定器处于锚定状态,继续旋转观察套管开始反转,卸扣8 圈,正转管柱1 圈,取套工具解除锚定,起出工具组合。第5 步打捞套管,下139.7 mm(5.5″)套管捞矛,捞获套管,上提负荷55 kN,反转套管完全卸扣,起出139.7 mm(5.5″)套管16根,检查末根套管存在破损。第6 步套管回接,下入与取出套管规格和长度一致的套管,底部接套管回接器,当接近套管鱼顶时,缓慢下放,轻探鱼顶,当原负荷下降1~3 kN 时,上提5 cm,边正转边缓慢下放,当确认套管公扣进入母扣时,观察负荷变化情况,当负荷上涨时,继续平稳缓慢旋转25圈,并标记管柱下放深度,完成套管回接。
实施小修定位取换套作业后,验套合格,下入完井管柱正常生产,恢复油井产能,实现了倒扣深度准确、一次倒扣成功的目的。经统计大修动力实施浅部位取换套平均作业周期为32.5 d,小修动力定位取换套平均施工周期21 d,单井次节约作业周期11.5 d,节省占井周期折合产值14.6 万元,单井次节约大修动力创产值70.4万元,经济效益显著。
5 结束语
影响取套一次成功率的因素较多,包括井身结构、套变情况、施工参数等。通过小修定位取换套技术研究,在适用井型、工艺流程、井口应力解除方式、施工参数控制等方面提出有针对性的技术措施,可实现取套深度准确、一次取套成功的目的。该工艺有效避免了取换套作业复杂化,既缩短作业周期,又大大提升小修作业施工能力,具有很好的推广应用前景。
猜你喜欢
江苏安全生产(2023年1期)2023-02-08
思维与智慧(2022年31期)2022-11-02
江苏安全生产(2022年6期)2022-07-29
装备制造技术(2021年4期)2021-08-05
江苏安全生产(2021年5期)2021-07-16
原子与分子物理学报(2021年1期)2021-03-29
建材发展导向(2019年10期)2019-08-24
短篇小说(原创版)(2016年2期)2017-01-17
现代工业经济和信息化(2016年22期)2016-08-23
短篇小说(2016年2期)2016-07-19
