涡流管在二氧化碳生产中的节能应用
2024-03-13 15:40唐志飞
化工设计通讯 2024年2期
唐志飞
(杭州快凯高效节能新技术有限公司,浙江杭州 310051)
涡流管,又称兰克·赫尔胥(Ranque-Hilsch)管,是一种结构简单、易维修、可将一股高压气体即可分离出高温和低温两股低压气流的设备,因其独特的性能特点,在工业领域有诸多应用。本文根据涡流管的能力分离效应,来探讨在工业化二氧化碳生产过程中如何最大化挖掘利用CO2低温精馏过程中排放的低温不凝气余冷,如何降低干燥系统再生过程中再生能耗,从而降低整个工业化二氧化碳装置生产过程中的能量消耗,对节能减排有着积极意义。
1 二氧化碳工业化装置液化精馏系统低温不凝尾气利用现状
国内外绝大多数二氧化碳工业化装置都是回收利用煤化工、石油化工、化肥、煤气等行业的各种富含CO2的工业尾气,经过压缩增压、脱硫、脱硝、除杂、干燥脱水,再经过液化、低温精馏过程来生产合乎标准要求的工业级、食品级或高纯液体二氧化碳。其中低温精馏系统会产生占于原料气8%~15%(随原料气CO2浓度的升高而减少),-20 ~-25 ℃,2.2 ~3.0 MPa的不凝尾气,其主要成分为CO2、N2,其中CO2含量80%~90%,N2含量10%~20%。
1.1 低温不凝尾气利用现状简述
目前对不凝气的处理方法主要是回收余冷后作脱水干燥系统再生时的再生气源,当干燥系统不再生时则直接放空,其具体过程举例如下:
来自低温精馏系统-25 ℃,2.3 MPa 的低温不凝气尾气经过减压阀(FA)减压至0.1 ~0.03 MPa,-56 ℃,去余冷回收器跟来自干燥系统38 ℃,2.3 MPa 的原料CO2气进行换热回收其余冷,自身被原料气加热至30 ℃,同时原料CO2气被预冷。回收余冷后30 ℃的不凝尾气通过三通阀(FB)当干燥系统不再生时自动切换至安全处放空,当干燥系统需要再生时则切换至再生加热器加热至220 ℃后,作为干燥系统的再生气源送入干燥系统。低温不凝尾气利用现状见下图1。
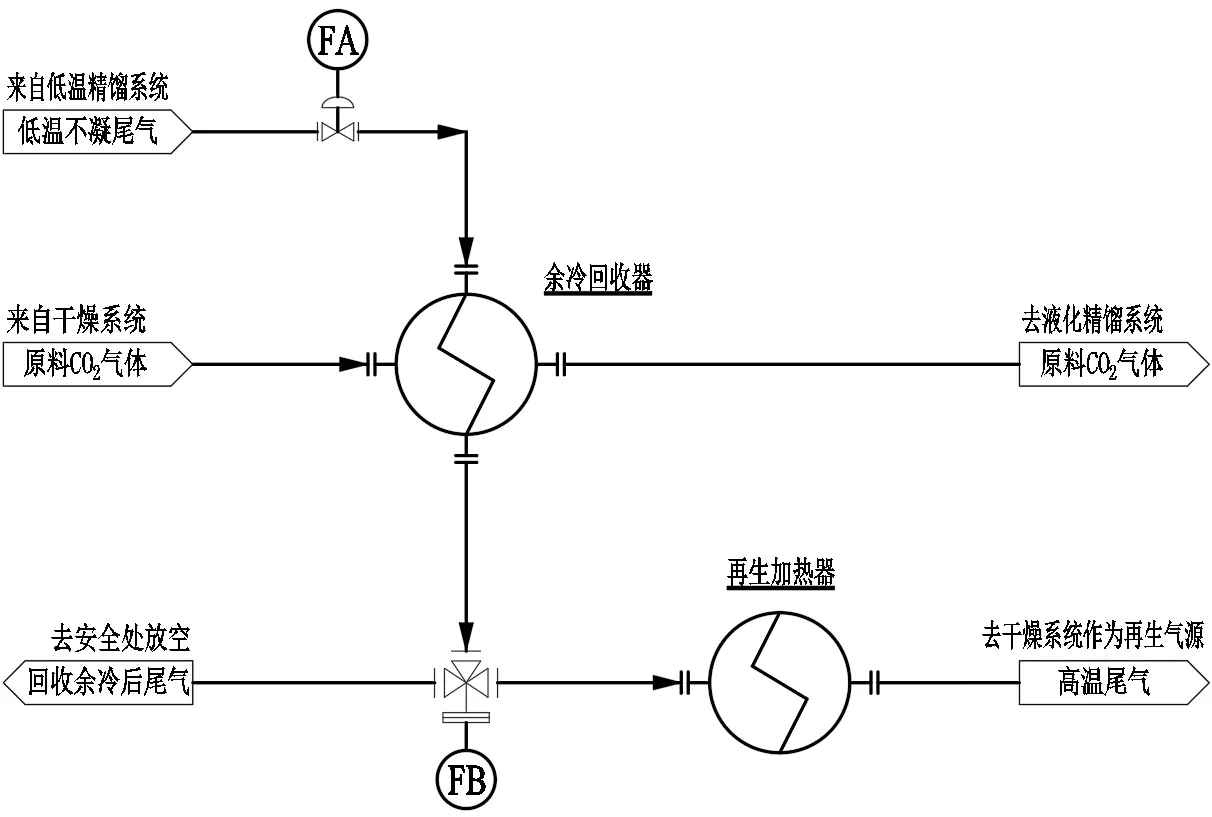
图1 低温不凝尾气利用现状图
1.2 低温不凝尾气利用现状模拟计算
以1 000 m3(标)/h,2.3 MPa,-22 ℃的不凝尾气为基准,通过用Aspen Plus 进行模拟计算可得:
余冷回收器回收余冷QL=VCpΔtⅠ=131.288 MJ
再生加热器的加热量Qr1=VCpΔtⅠ=331.665 MJ。
QL——回收余冷冷量(MJ),Qr1——再生加热器加热量(MJ)
V——不凝尾气量[m3(标)/h],Cp——等压比热容[MJ/m3(标)·℃]
ΔtⅠ——低温不凝气在余冷回收器中的温升(℃)
ΔtⅡ——不凝气在再生加热器中的温升(℃)
2 对现有二氧化碳装置不凝尾气利用现状的分析与思考
1)虽然回收了低温不凝尾气的余冷,达到了一定的节能效果,但因其过程简单,未能进一步挖掘回收不凝尾气的潜在余冷;
2)当回收余冷后的不凝尾气作为干燥系统的再生气源被电加热器加热至220 ℃的过程中,未采用有效的节能措施来降低再生加热器的电能消耗。
3)不凝尾气在从高压到低压的过程中,仅简单地通过调节阀FA 做绝热等熵膨胀制冷,再次产生冷量进行回收利用,未能有效利用不凝尾气余压进一步节能。
因此,可考虑利用不凝尾气的余压,通过涡流管的制冷制热效应(能量分离效应)把不凝尾气分成冷热两股气体,再分别回收其冷量和热量,来降低液化精馏系统的制冷负荷和再生加热器的加热负荷。
3 不凝尾气涡流管余冷余热回收系统
3.1 不凝尾气涡流管余冷余热回收系统设计理论依据
涡流管的能量分离效应是以涡流管进出口的压差为动力,来进行能量分离的,何曙[1](郑州轻工业学院)通过压力对涡流管性能影响研究,发现并不是涡流管进出口压差越大,能量分离效果越好,根据王征[2](浙江大学)对涡流管性能及其与制冷系统的耦合特性研究研究发现压差过大相反还会出现冷热反转现象。
根据二氧化碳工业化装置液化精馏系统低温不凝尾气特点,主要组分为CO2,其余为少量N2,同时结合张国庆[3](北京工业大学)对不同气体对涡流管能量分离效果的影响研究和张磊[4](内蒙古科技大学)对的涡流管能量分离效应性能实验研究,对于工质为CO2的涡流管能量分离系统,在冷物流比率在0.58,涡流管进口压力0.4 MPa(涡流管出口常压)时,可获得最佳制冷制热温度效应,其最佳制冷、制热效应分别为29.3 ℃、35.9 ℃。根据姜曙[5](北京工业大学)对涡流管能量分离性能的研究,发现四流道涡流管的能量分离效果最好,故本文涡流管余冷余热回收系统选用四流道涡流管。
3.2 不凝尾气涡流管余冷余热回收系统简述
来自低温精馏系统-22 ℃,2.3 MPa 的低温不凝气尾气经过减压阀(F1)减压至0.4 MPa,-50 ℃,去余冷回收器Ⅱ回收余冷,自身被原料气加热至25 ℃,随后去涡流管(四流道)进行能量分离产生制冷和致热效应,即通过涡流管后被分成冷热两股流体通过调节阀(F2)调节冷物流比率至0.58。从涡流管冷端出来的0.03 MPa,-4.3 ℃的冷流体去余冷回收器Ⅰ跟来自干燥系统的CO2原料气换热,回收涡流管冷物流余冷,使涡流管冷物流的温度升至30 ℃;从涡流管热端出来的0.03 MPa,60.9 ℃的热物流则和回收余冷后的涡流管冷物流混合,混合约43 ℃的常温不凝尾气通过三通阀(F3)当干燥系统不再生时自动切换至安全处放空,当干燥系统需要再生时则切换至再生电加热器加热至220 ℃后,作为干燥系统的再生气源送入干燥系统。不凝尾气涡流管余冷余热回收系统见下图2。

图2 不凝尾气涡流管余冷余热回收系统
3.3 不凝尾气涡流管余冷余热回收系统模拟计算
由于涡流管的能量分离效应至今还没有一个统一准确的热力学理论模型来进行描述和解释,故此可将涡流管当作一个黑箱系统进行处理,来简化模拟计算过程。
同样以1 000 m3(标)/h,2.3 MPa,-22 ℃的不凝尾气为基准,通过用Aspen Plus 进行模拟计算可得:
余冷回收器Ⅰ回收余冷QL1=VCpΔtⅠ=31.411 MJ
余冷回收器Ⅱ回收余冷QL2=VCpΔtⅡ=122.904 MJ
总的余冷回收量QLZ=QL1+QL2=154.315 MJ
再生加热器的加热量Qr2=VCpΔtш=310.436 MJ。
QL1——余冷回收器Ⅰ回收余冷冷量(MJ)
QL2——余冷回收器Ⅱ回收余冷冷量(MJ)
QLz——涡流管余冷余热回收系统总回收余冷冷量(MJ)
Qr2——涡流管余冷余热回收系再生加热器加热量(MJ)
V——不凝尾气量[m3(标)/h],Cp——等压比热容[MJ/m3(标)·℃]
ΔtⅠ——低温不凝气在余冷回收器Ⅰ中的温升(℃)
ΔtⅡ——低温不凝气在余冷回收器Ⅱ中的温升(℃)
Δtш——不凝气在再生加热器中的温升(℃)
4 模拟计算结果对比
根据本文第一部分和第三部分模拟计算结果,带涡流管余冷余热回收系统的比不带涡流管的二氧化碳装置不凝尾气处理系统可多回收余冷:
再生加热器可节约加热量:
5 结论
通过本文的论述和模拟计算结果的对比,在工业化二氧化碳装置生产过程中引入涡流管余冷余热回收系统,有着显著的节能效果,对拟建二氧化碳回收装置节能设计和在运行二氧化碳回收装置的节能改造具有很好的指导和推广价值。
猜你喜欢
能源工程(2022年1期)2022-03-29
云南化工(2021年8期)2021-12-21
装备制造技术(2020年2期)2020-12-14
中国设备工程(2019年3期)2019-02-22
扬子江诗刊(2018年1期)2018-11-13
电站辅机(2017年3期)2018-01-31
时代农机(2016年6期)2016-12-01
中国塑料(2016年9期)2016-06-13
化工管理(2014年21期)2014-06-09
火炸药学报(2014年3期)2014-03-20