冷喷涂Ti/WC复合涂层的组织与耐磨性研究
2024-03-15 06:24葛洁洁徐雅欣李文亚
中国材料进展 2024年2期
葛洁洁,徐雅欣,李文亚
(西北工业大学 摩擦焊接技术陕西省重点实验室,陕西 西安 710072)
1 前 言
钛及其合金作为一种重要的轻金属材料,具有高比强度、良好的耐腐蚀及综合力学性能,广泛应用于航空航天、海洋工程、油气开采、医疗器械等领域[1-3]。然而,钛及其合金的低应变硬化能力与低塑性剪切抗力导致了较差的摩擦性能,使其在很多领域的应用受到了限制。因此,学者们提出采用先进的表面技术,如离子注入[4]、气相沉积[5]、微弧氧化[6]、热喷涂[7]、激光加工[8]等进行表面改性或沉积高质量涂层的方法来提高钛合金的服役性能。其中,金属基复合材料(metal matrix composite,MMC)由于其独特的硬度与韧性组合,与单相材料涂层相比,在侵蚀性磨损环境中表现优异,成为了钛材耐磨防护中的研究热点[9]。
近年来,冷喷涂技术在高耐磨MMC材料制备上的研究与应用日益增加[10]。不同于热喷涂技术将颗粒加热,使之以熔化或者半熔化状态沉积到基体表面的原理[7],高压冷喷涂技术利用气体膨胀加速颗粒使之获得飞行动能,颗粒在完全固态下发生碰撞塑性变形并实现沉积,能够有效避免高温过程带来的不利相变与氧化等问题[11,12]。同时冷喷涂的低温特性使选择材料适用范围十分广泛。目前,已采用合金[13]、陶瓷[14]、金属间化合物[15]以及准晶材料[16]等作为增强相成功制备了冷喷涂钛基MMC材料。其中,陶瓷颗粒在冷喷涂沉积过程中,通过“表面活化效应”促进金属颗粒间冶金结合[17,18]。陶瓷颗粒的冲击夯实与加工硬化作用进一步改善冷喷涂钛及其合金的多孔结构[19]。另外,陶瓷颗粒嵌入金属基体中也能够显著提升冷喷涂钛材的力学性能[20]。
Munagala等[21,22]采用TiC陶瓷,先后分别以纯Ti与TC4合金为金属基材料制备了冷喷涂复合涂层,并研究了复合涂层的摩擦学性能及磨损机制。研究表明,涂层内高的陶瓷保留率促进磨损轨迹表面展现出高度连续的摩擦层,从而显著改善磨损性能。Kumar等[23]采用冷喷涂制备了Ti/TiO2复合涂层。研究发现,在该材料体系中,当涂层内陶瓷含量达到一定阈值后,涂层的内部粘结强度会随着陶瓷含量的增加而变差,同时对涂层力学性能与摩擦性能产生不利影响。Kusinski等[24]发现,由于硬TiC相和软Ti相的适当平衡,金属陶瓷复合涂层表现出比基材更好的摩擦学性能。WC是一种化学性能稳定,具有高硬度、高承载、高耐磨的陶瓷材料,而冷喷涂技术能够使易高温脱碳的WC陶瓷在金属基复合材料中充分发挥其上述独特优势。当前研究中,WC常与金属Ni组合制备冷喷涂复合涂层,WC颗粒主要通过促进接触界面氧化物层或机械混合层(mechanically mixed layer,MML)的形成,实现Ni/WC复合涂层的低摩擦与低磨损[25,26]。
综上所述,冷喷涂MMC涂层在耐磨防护上具有良好的应用潜力。而化学稳定性好、具有高硬度高耐磨性的WC陶瓷增强相弥散在金属基中,对涂层致密度、承载能力、力学性能及摩擦磨损性能的提升都极为有利。但关于利用WC陶瓷制备钛基复合涂层的研究很少。因此,本研究采用高压冷喷涂的方法,在Ti6Al4V合金表面沉积Ti/WC复合粉末,并对其干滑动摩擦磨损性能及磨损机制进行研究和探讨。
2 实 验
以平均粒径分别为~33 μm和~40 μm的市售多边形纯Ti和球形WC(长沙天久)为原料粉末(图1)。通过激光散射粒度分布分析仪(Winner 2308,济南)测量粉末粒度分布,结果如图1所示。以原始尺寸为100 mm×50 mm×3 mm的Ti6Al4V合金板材为基体,喷涂前进行喷砂处理。

图1 初始粉末SEM形貌照片和尺寸分布图:(a,c)多边形纯Ti粉末;(b,d)球形WC粉末Fig.1 SEM images and size distributions of initial powders:(a,c) polygonal pure Ti;(b,d) spherical WC
按照WC陶瓷体积分数分别为50%及80%的配比将粉末进行充分的机械混合。本研究采用了西北工业大学自主搭建的高压冷喷涂系统进行喷涂,该系统包括机械臂、喷枪、气体加热器、送粉器等主要设备。喷涂过程以N2为载气,喷涂气体温度和气体压力分别为600 ℃和3 MPa,行进速率为50 mm/s,喷涂距离为25 mm。将喷涂后的涂层试样采用砂纸进行机械研磨至最大颗粒5 μm的砂纸,最后用粒径0.15 μm的二氧化硅悬浊液进行抛光。采用扫描电镜(SEM,TESCAN CLARA GMH,Czech)观察冷喷涂Ti/WC复合涂层的微观组织。通过图像处理软件(Image-Pro Plus)在至少5个平行视场下统计孔隙率和WC含量,以减少测量误差。使用X射线衍射(XRD,X’PERT PRO,PANalytical)分析涂层的相组成。采用显微维氏硬度计(LECO-AMH43),在载荷为300 g、保持时间10 s的测试条件下,测试涂层硬度。并采用纳米压痕仪(Agilent G20)进一步测量了复合涂层中内金属颗粒的纳米压痕硬度与弹性模量,采用载荷10 mN、加载时间5 s、保持时间2 s、卸载时间5 s(25 ℃)的测试条件,对至少8个位置进行测量统计均值,减小误差。
采用UMT(TriboLab,Bruker)摩擦磨损试验机进行了室温线性往复滑动磨损试验。在进行摩擦学测试前,在乙醇浴中对抛光试样表面进行超声波清洗。采用直径为7.938 mm(G5精度)的Si3N4球作为对摩球,磨损试验参数如表1所示。并通过扫描电镜和拉曼光谱(Renishaw,英国,λ= 532 nm)检测磨损表面的组织和化学成分演变。样品的磨损体积由配备超景深三维显微系统的光学显微镜(VHX-500,Keyence)进行测量,磨损率(mm3/(N·m))按公式(1)计算:
(1)

表1 摩擦磨损实验测试条件
3 结果与讨论
3.1 Ti/WC复合涂层显微组织及显微硬度
冷喷涂Ti/WC复合涂层的截面微观组织如图2所示,涂层内的陶瓷含量与孔隙率的统计结果如表2所示。图2中的白色区域为WC陶瓷,灰色区域为金属Ti,黑色区域为孔隙。在涂层和基体的界面上几乎没有观察到大变形或裂纹,这可能得益于Ti颗粒吸收动能后产生局部变形,与基体实现了良好的结合。
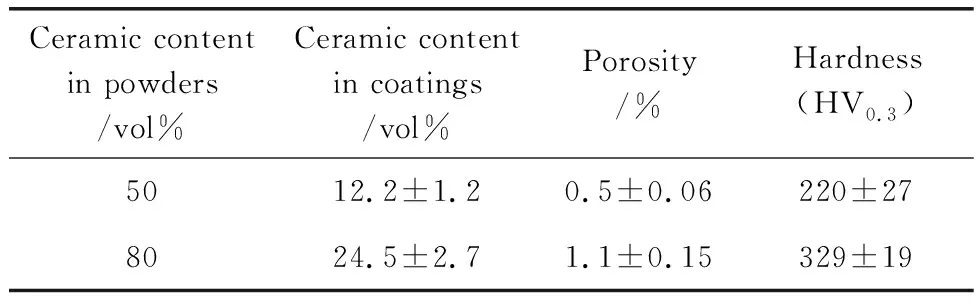
表2 冷喷涂Ti/WC复合涂层的沉积特性

图2 复合涂层截面微观组织的SEM照片:(a,c)Ti-12.2%WC涂层;(b,d)Ti-24.5%WC涂层Fig.2 SEM images of cross-sectional morphology:(a,c) Ti-12.2vol% WC coating;(b,d) Ti-24.5vol% WC coating
在图2a和图2c中观察到,在Ti-12.2%WC(体积分数,下同)涂层中,大多数陶瓷颗粒保留了原始球形形貌。而在图2b和2d中发现,Ti-24.5%WC涂层内破碎的WC颗粒占大多数。这是由于高WC配比的粉末在喷涂沉积过程中,高速飞行的陶瓷碰撞破碎的概率与程度增加。而且破碎陶瓷颗粒内部的孔隙明显增多,最终导致Ti-24.5%WC涂层具有更高的孔隙率。这2种复合涂层的显微硬度也如表2中统计所示随着陶瓷含量增加而显著增加,一方面,WC颗粒的增多为Ti颗粒引入了更大的塑性变形,带来更强的夯实与加工硬化作用;另一方面,WC陶瓷颗粒分布在涂层内产生弥散强化作用。图3为Ti/WC复合涂层的XRD图谱,由于冷喷涂的加工温度较低,没有观察到氧化物峰。

图3 Ti/WC复合涂层的XRD图谱Fig.3 XRD pattern of Ti/WC composite coating
3.2 滑动摩擦磨损性能
干滑动摩擦磨损试验结果如图4所示。在图4a的摩擦系数(coefficient of friction,COF)曲线中可以观察到,摩擦起始阶段基体与涂层的COF曲线均呈现出急剧上升的趋势,这是由于在磨合初期接触面积较小,材料发生剧烈变形所导致。随着接触面积不断增加,直到200 s左右,COF曲线逐渐进入稳定期。在稳定阶段,Ti6Al4V基体的摩擦系数波动较大,并存在骤升或骤降;而Ti-12.2%WC与Ti-24.5%WC涂层比基体表现出了更稳定的摩擦性能,这与其磨损机制密切相关。图4b为基体与涂层的磨损率与平均COF计算结果,可以看到,Ti-12.2%WC涂层(5.89×10-8mm3/(N·m))与Ti-24.5%WC(3.24×10-8mm3/(N·m))涂层的磨损率比基体(4.06×10-7mm3/(N·m))低了一个数量级,并呈现出随着陶瓷含量增加而降低的趋势,这说明陶瓷颗粒对磨损行为产生了显著影响。图4b还表明,复合涂层的平均COF高于基体,这表示在滑动摩擦过程中,涂层对接触滑动表现出更高的阻力,具有更高的塑性变形抗力。
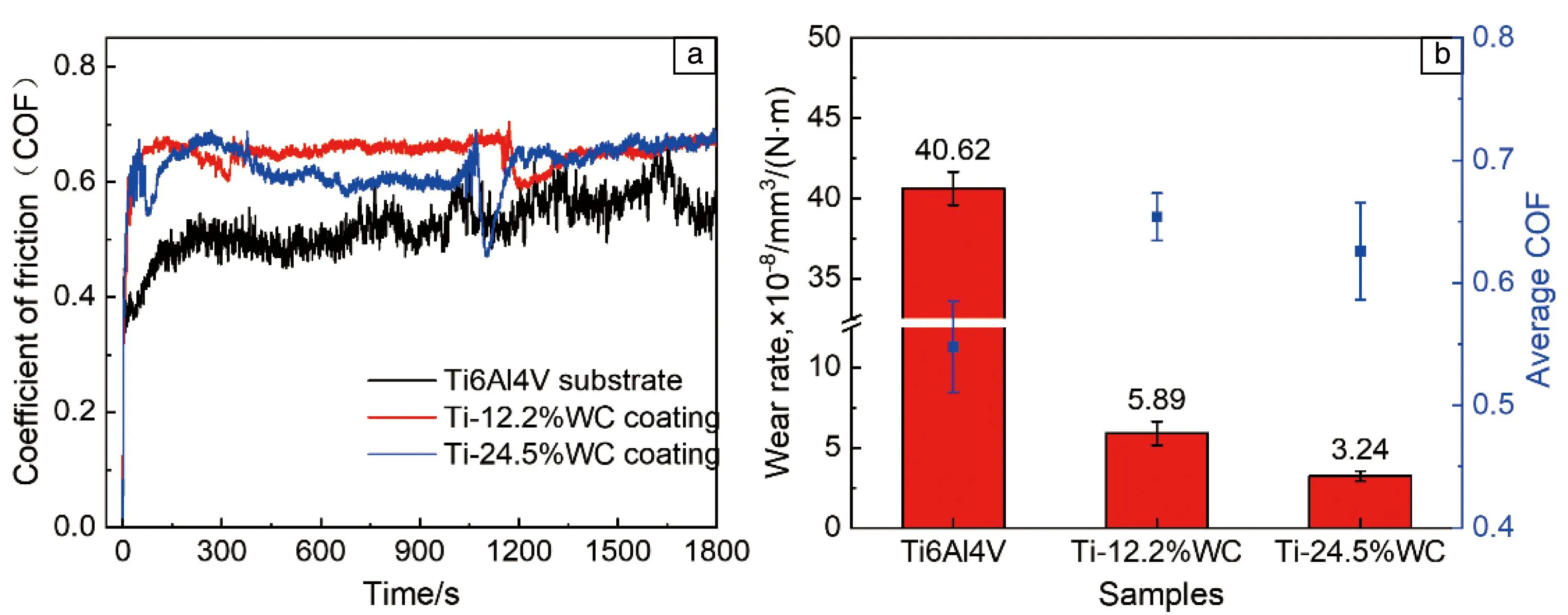
图4 Ti6Al4V基体和Ti/WC复合涂层的摩擦性能:(a)摩擦系数(COF)曲线,(b)磨损率及平均COF Fig.4 Wear properties of Ti6Al4V substrate and Ti/WC composite coatings:(a) coefficient of friction (COF) curve,(b) wear rate and average COF
图5为基体与涂层磨损轨迹上表面的宏观形貌。从图5a可以看出,在Ti6Al4V基体磨损轨迹观察到大量的沟槽以及沟槽边缘的挤压凸起。这是由于在反复的挤压和研磨下,磨损表面脱落的磨屑充当磨粒对材料产生了犁削。除此之外,在滑动方向上,观察到一些粘着磨损的标志性分层结构。因此Ti6Al4V合金基体表现为典型的磨粒磨损与粘着磨损。从图5b和5c中可以看到,冷喷涂复合涂层表面磨损凹坑尺寸比Ti6Al4V基体小,更低的塑性形变表明涂层具有更高的耐磨性。在复合涂层磨损轨迹表面可以观察到如箭头所指的摩擦产物膜。与Ti-12.2%WC涂层相比,Ti-24.5%WC涂层磨损表面摩擦膜更加连续,几乎覆盖了整个磨损轨迹。
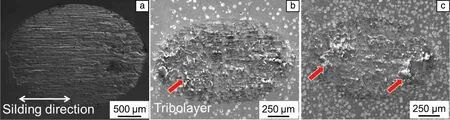
图5 基体与涂层磨损轨迹表面宏观形貌SEM照片:(a)Ti6Al4V基体,(b)Ti-12.2%WC涂层,(c)Ti-24.5%WC涂层Fig.5 Macro-morphological SEM images of the surface of substrate and coating wear tracks:(a) Ti6Al4V substrate,(b) Ti-12.2vol% WC coating,(c) Ti-24.5vol% WC coating
图6与图7分别为冷喷涂Ti/WC复合涂层磨损轨迹表面的微观形貌、EDS面扫描图谱及表面覆盖摩擦膜的拉曼光谱。从EDS图谱可以看到,表面覆盖的摩擦膜主要由氧化物组成,由拉曼光谱测定主要由TiO2和WO3组成。这些摩擦膜主要在WC颗粒上/周围形成,与金属基体相比位于较高的位置。在放大区域对应的背散射电子(back-scaterred electron,BSE)SEM照片(图6b和6d)中,发现摩擦层中还存在亮白色的WC碎片。这是由于在摩擦磨损过程中,WC颗粒不断受到冲击,并发生破碎脱落,在交变应力作用下,WC碎片和氧化物碎屑颗粒聚集并压实粘附在涂层表面。有研究表明,这些细小的WC碎屑颗粒不仅促进了摩擦膜的形成,同时也提高了摩擦膜的稳定性和硬度。此外,拉曼光谱中1355和1582 cm-1处的峰分别对应于碳的D峰和G峰。这表明,在滑动过程中,WC中的游离碳也发生了转移并粘附到表面摩擦膜[22,27]。

图6 Ti/WC复合涂层磨损表面微观形貌SEM照片及能谱分析(EDS):(a,b)Ti-12.2%WC涂层;(c,d)Ti-24.5%WC涂层Fig.6 SEM images and energy spectrum analysis (EDS) on the wear surface of Ti/WC composite coatings:(a,b) Ti-12.2vol% WC coating;(c,d) Ti-24.5vol% WC coating
在图6所示的2种复合涂层磨损表面微观形貌中,可以发现涂层表面摩擦膜被挤压成片状。并在Ti-12.2%WC涂层表面观察到大量与滑动方向平行的微犁沟。而随着WC含量的增加,这种由磨粒切削产生的犁沟逐渐消失,取而代之的是Ti-24.5%WC涂层表面更连续的摩擦膜。这表明,涂层内WC颗粒强化了金属基体,提高了涂层的抗剪切塑性变形能力。滑动摩擦过程中,在机械混合、摩擦化学反应和磨损碎屑聚集压实等复合作用下,复合涂层表面高硬度和一定润滑性的摩擦层抵抗局部剪切变形,并使磨损机制从磨粒磨损向氧化磨损发生转变,从而实现低磨损。
4 结 论
(1)采用高压冷喷涂技术在Ti6Al4V基体上成功沉积了Ti/WC复合涂层。涂层与基体结合良好,组织致密,沉积层内的陶瓷含量随原始粉末陶瓷配比增加而增加,并伴随着陶瓷破碎现象的增加以及孔隙率和显微硬度的增加。
(2)干滑动摩擦磨损测试表明,Ti6Al4V基体表现为典型的磨粒磨损与粘着磨损。与基体相比,Ti/WC复合涂层具有更高的剪切变形抗力,并在磨损轨迹表面出现了摩擦膜覆盖,使涂层实现了低磨损。
(3)当涂层内陶瓷含量由12.2%增加至24.5%时(体积分数),磨损轨迹表面切削犁沟随之消失,由TiO2、WO3以及WC碎片构成的摩擦层变得更加连续,有效阻碍了磨球与涂层表面的直接接触,使磨损机制由磨粒磨损向氧化磨损转变。
猜你喜欢
石材(2022年3期)2022-06-01
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
原道(2022年2期)2022-02-17
理化检验-化学分册(2020年5期)2020-06-15
中学生数理化·中考版(2019年10期)2019-11-25
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
电镀与环保(2018年4期)2018-08-20
中学生数理化·中考版(2017年10期)2017-04-23