车削偏心轴的常用方法
2024-04-08 03:54陈阳
金属加工(冷加工) 2024年3期
陈阳
上海振华重工(集团)股份有限公司长兴分公司 上海 201913
1 序言
在机械传动中,偏心零件常被用于将回转运动转换成为往复直线运动,或者将往复直线运动转换成为回转运动,这种转换在机械传动中十分普遍。三角带传动中的平面连杆机构一般采用偏心轴,以方便调节轴与轴之间的中心距离。偏心轴相对于普通轴而言,除了可以传递自转外,还可以同时传递公转。偏心轴的应用很广,比如用于汽车、各种发动机和泵等靠机械来传动的仪器,由于性能要求越高的仪器,对其零件的要求也就越高,因此研究偏心轴的加工方法对提高仪器的质量有很大意义。所谓偏心轴(见图1),即比一般轴类多出一条或几条轴心线,但这些多出的轴心线是平行不相交的,两条轴心线之间的垂直距离称为偏心距。其实车削偏心轴的方法有很多种,本文将简析常用的5种偏心轴车削方法,以期为读者提供参考和借鉴。

图1 偏心轴
2 偏心轴加工设备
偏心轴一般在应用最广泛的卧式车床上加工。数控卧式车床如图2所示。

图2 数控卧式车床
3 车削方法
车削偏心轴主要在装夹方面采取措施,把要加 工的偏心部分轴线找正到与车床主轴轴线重合[1]。
3.1 单动卡盘装夹车削
长度在300mm以下、偏心距在10mm以下的小批量且要求不太高的偏心轴,可以用单动卡盘装夹车削。在加工时,首先加工非偏心部分,然后在单动卡盘上利用带有磁性表座的百分表校正出所需要的偏心距即可加工,单动卡盘装夹车削偏心轴如图3所示。在粗车时,进给量和机床转速要小,防止因工件不圆而坏刀,工件车圆后可适当加大进给量和机床转速。

图3 单动卡盘装夹车削偏心轴
由于单动卡盘上的4个卡爪是独立移动的,这样的结构使得在装填工件时不能自动得到中心,所以必须通过找正的方式保证工件的转轴重合到车床主轴的转轴上,然后再进行切削加工。虽然装夹和找正比较麻烦,但是装夹大型或形状不规则的工件时,使用夹紧力比自定心卡盘大的装夹方式更加合适。同时,可根据需要将单动卡盘装成正爪或反爪两种形式,其中直径较大的工件则采用反爪装填的形式。
采用此法加工时,可在单动卡盘平口钳口处放置一条较窄的紫铜带,以增加工件在找正时水平方向的自由度,并防止外圆损伤。单动卡盘在数控车床装夹,可以通过以下方法进行找正。
1)先在工件上划好偏心圆,并将其安装在单动卡盘上,调节卡盘两爪呈不对称位置,使另外两爪呈对称位置,让工件的偏心圆线位于卡盘中央[2]。
2)把小平板和划针盘放在床面上,并将针尖对准偏心圆线,以校正偏心圆。然后用同样方法,将针尖对准外圆水平线,并自左至右检查水平线是否水平。将工件旋转90°,重复上述步骤检查另一条水平线。检查完成后,紧固卡脚并复查工件夹紧情况。
3)在工件校准之后,再次拧紧单动卡盘进行切削。初次切削时,进给量和切削深度要小,待工件车圆之后,可以适当增加切削量。否则就有可能对车刀造成损坏,也有可能使工件发生位移。
3.2 自定心卡盘装夹车削
当批量加工偏心轴,且要求不是很高,偏心距更小时(一般在5mm以下,如果太大,则不适用下述垫片厚度近似计算公式),可以用自定心卡盘加合适的垫片来加工此偏心轴,自定心卡盘装夹如图4所示。垫片厚度的近似计算公式为

图4 自定心卡盘装夹示意
式中,X为垫片厚度(mm);e为偏心距(mm);d为卡盘所夹部分直径(mm)。
使用自定心卡盘装夹的方法也要先加工非偏心部分的外圆,然后将合适的垫片垫在任意一只爪和工件之间,再将工件夹紧即可车削。如果想要获得更高的产品精度,则可以采用薄铜片垫在卡爪上和采用夹紧力来微调偏心距,使产品的精度控制在一定范围内。该方法有一个重要问题应先解决,即垫片的纵向长度会影响偏心工件的纵向平行度。有研究表明,纵向长度<13mm时比较难保证其平行度,纵向长度>30mm时更容易保证其平行度。这里还要补充一点,就是在选择垫片时,一定要选择足够硬的材质,这样才能防止由于多次装夹而造成挤压变形的情况发生。
自定心卡盘装夹工件,夹紧方便快捷,但夹紧力较小,适用于大批量中小型规则工件的夹持。自定心卡盘可以自动定心,无需费太多时间寻找合适的位置,但是在夹持较长的工件时,工件与卡盘轴线不一定重合,需要进行找正。当卡盘使用过久造成精度下降,或者对工件的加工精度有较高要求时,也一定要进行校正。
3.3 双重卡盘装夹车削
双重卡盘装夹车削偏心轴如图5所示,在单动卡盘上夹上相应偏心距的自定心卡盘,然后在自定心卡盘上夹住工件进行加工。这种方法有一个优点就是只校正自定心卡盘即可,且不受装夹影响,不会对已加工表面造成损伤,但此方法也存在两个卡盘重叠后刚性不佳的缺点。
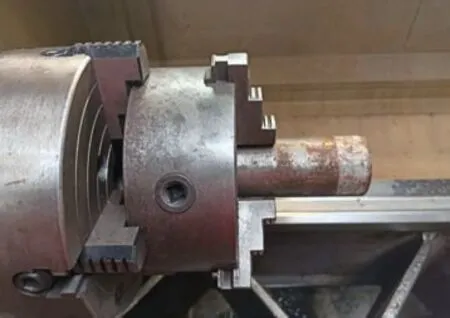
图5 双重卡盘装夹车削偏心轴
3.4 专用夹具装夹车削
对于精度要求较高且数量较多的偏心轴,可使用专用夹具进行加工。在加工前应根据工件的偏心距加工出相应的偏心套,然后将要加工的零件安装在偏心套里,并用3个紧固螺钉锁住,再进行加工。偏心套装夹车削短偏心轴如图6所示。
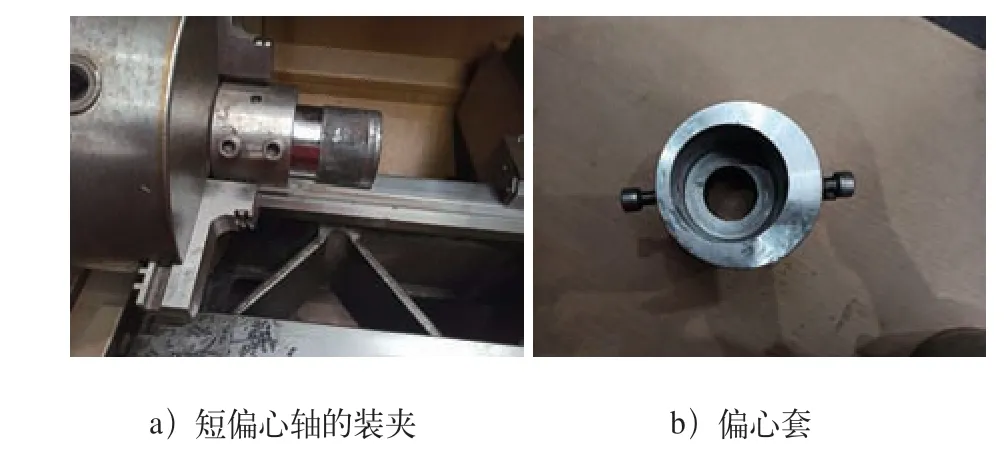
图6 偏心套装夹车削短偏心轴
值得注意的是,加工出来的偏心套与零件配合表面的表面粗糙度值越小越好,公差一般选择H6/h6,且加工时如果工件过长,则必须用顶尖顶紧以防零件松动而导致加工精度降低。这种方法还可以车削稍长一点的偏心轴,即把待加工零件装入偏心套里,固定好后再利用尾座里的钻夹头钻偏心孔,然后用顶尖顶紧即可加工。偏心套装夹车削长偏心轴如图7所示。

图7 偏心套装夹车削长偏心轴
采用这种方法车削零件不需要找正偏心,可操作性强,对操作人员技能要求不高,且加工精度不受人为因素影响,能够大幅提高生产效率。
3.5 两顶尖装夹车削
只要偏心轴的两端面能够钻入中心孔,并有夹头的位置固定机芯,较长的偏心轴就可以被安装在两顶尖之间进行车削。
使用两顶尖装夹的方式,在偏心中心孔中车削偏心圆,这种方式与在两顶尖车削一般的外圆相似,但不同之处在于车削偏心圆时,由于一转内工件加工余量变化较大,且切削断续,因此会造成较大的冲击和振动[3]。虽然不需要花费很多时间找正偏心,但使用这种方法需要注意以下几点。
1)由于用两顶尖安装、车削偏心工件时,保证基准圆中心孔和偏心圆中心孔的钻孔位置精度是关键[3],否则不能保证偏心距离的准确性,因此在钻中心孔时要格外留心。
2)顶尖和中心孔一定要保持接触的适当松紧,润滑油要定期加注,以减少摩擦磨损。
3)断续车削偏心圆时,为了使初次进刀的切削量更小,应该从离偏心最远的部分开始切入。
4 刀具的选择
无论选择哪种装夹方式,在切削过程中都容易出现刀具破损和积屑。因此,在切削偏心轴的外圆时,必须同时考虑刀具主副偏角与刀尖角。刀具的主偏角主要是切削刃在基面上的投影和进给方向的夹角,这对刀具的应力和导热性能的影响非常大。通常使用的是主偏角93°的刀具,这个角度的刀具具有很大的切削力,但很容易导致零件弯曲变形,在经过热处理后,应力的影响会使零件的弯曲变形变得更严重。刀具的副偏角是副切削刃在基面上的投影和偏离方向之间的夹角,减小副偏角能减小加工表面的表面粗糙度值,但过小会使反作用力增加。刀尖角为主副切削刃在基面上投影间的夹角,对刃口的强度及散热性有较大的影响。根据工件的形状选择合适的刀具,可有效地减小切削压力和变形,提高工件的加工精度。
5 测量方法
对于精度要求较高但偏心率不大的偏心轴,可用V形块和百分表对偏心距进行测量。测量时,在偏心轴颈上支承两片等高的V形块,使之呈偏心状。接着将百分表的探头对准偏心外圈,缓缓转动偏心轴,则百分表的读数将是偏心距的2倍。
对于精度要求较高、大偏心率的偏心轴,可通过高度游标卡尺和百分表来测量偏心距。在测量过程中,高度游标卡尺测脚移动的距离为偏心距的2倍。百分表上测得的数值是2倍偏心距的误差值。这种测量方法具有操作简便、测量范围广和准确度高等优点。
6 结束语
偏心轴的每一种车削方法和装夹方式都有其不足之处:采用单动卡盘装夹车削时,由于每个工件都要进行调整,偏心校正的速度太慢,所以不宜大量使用;采用自定心卡盘加垫片加工时,很难保证平行度要求;采用专用夹具加工偏心套时,如果工件规格、尺寸和偏心距等不同,品种较多,稍有变化就得重新制做偏心套,那么制造成本高,不划算;采用双卡盘加工时,刚性差且不安全;采用两顶尖加工时,主、偏心孔不好把握。总之,只有对偏心轴零件和加工方法足够了解,才能在实际加工中扬长避短,应用自如。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
电站辅机(2021年2期)2021-08-19
中学语文(2019年33期)2019-12-03
制造技术与机床(2018年12期)2018-12-23
内蒙古教育·综合版(2017年5期)2017-05-17
制造技术与机床(2017年2期)2017-05-04
金属加工(热加工)(2015年11期)2015-11-16
橡胶工业(2015年8期)2015-07-29
锻压装备与制造技术(2015年2期)2015-06-26
制造技术与机床(2015年10期)2015-04-09