盲孔螺纹有效深度检测装置
2024-04-08 03:54耿佳彬
金属加工(冷加工) 2024年3期
耿佳彬
华电曹妃甸重工装备有限公司 河北唐山 063200
1 序言
在港口机械设备领域,如堆取料机、翻车机等,均以各部分零部件装配而成,在各部分零部件装配过程中,最常见的便是采用螺纹进行联接[1,2]。由此可见螺纹加工质量对于整个机械设备而言非常重要,而螺纹有效深度又是影响螺纹质量的重要因素。然而现阶段盲孔螺纹的有效深度很难进行具体测量。
现有的盲孔螺纹有效深度检测方法一般都是将丝锥旋入螺纹孔内,直至最底端[3],然后在螺纹孔空口位置对丝锥进行标记,再将丝锥旋出,最后用游标卡尺对丝锥进行测量,以丝锥旋入深度作为盲孔螺纹有效深度[4],这种方法测量不直观、精准度较低且效率低下。为了有效地解决这一难题,设计了一种盲孔螺纹有效深度检测装置。该检测装置通过更换不同螺距和直径的测量头,能实现对不同直径和深度的盲孔螺纹进行检测。该检测装置操作简洁,测量效率和测量精度相对较高,读数方便。
2 测量原理
该检测装置通过配置与盲孔螺纹螺距直接匹配的测量头,将测量头固定于测量装置底端,盲孔螺纹有效深度由测量装置主尺与游标配合显示,读数方式与普通深度尺相同。螺纹有效深度=测量头厚度+主尺与游标显示尺寸之和。
测量头设有外螺纹,其直径和螺距与被测盲孔螺纹相匹配,确保测量头能够顺利旋入被测盲孔螺纹中,即测量头所设置外螺纹的螺纹参数与被测盲孔螺纹检测时所采用的螺纹通止规的通端螺纹参数一致。
为了简化测量难度并方便读数,该测量装置设计时,将主尺最小读数设计为测量头厚度,即游标与测量头贴合时,主尺与游标配合所显示的读数为测量头厚度,如此一来,主尺与游标所显示的读数即为螺纹有效深度。
3 量具结构
盲孔螺纹有效深度检测装置整体结构如图1所示,测量头部分结构如图2所示,卡销部分结构如图3所示,主尺尺身结构如图4所示,测量头结构如图5所示。
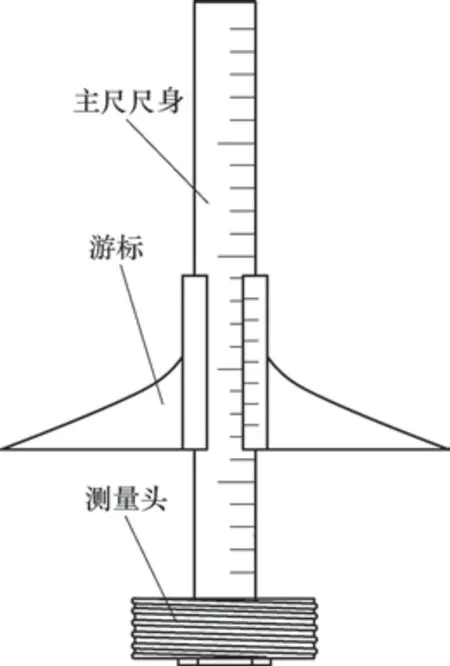
图1 整体结构示意
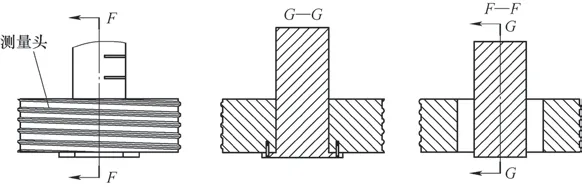
图2 测量头部分结构示意
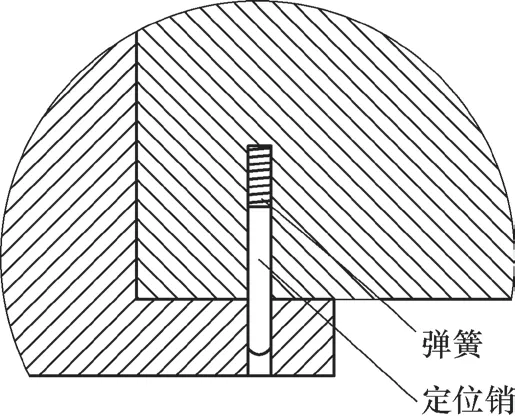
图3 卡销部分结构示意
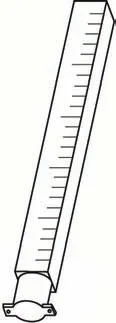
图4 主尺尺身结构示意
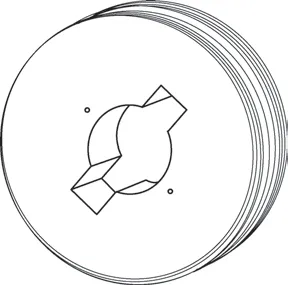
图5 测量头结构示意
如图1~图3所示,游标设置于主尺尺身上,可以沿主尺尺身长度方向自由活动,主尺尺身下端设置测量头,通过卡销(弹簧和定位销)进行位置固定。
主尺尺身下端对称的两个小孔底端固定联接弹簧一端,弹簧另一端与定位销平面端固定联接,定位销在弹簧正常状态下凸出主尺尺身下端两个小孔端面,在弹簧压缩状态下可以完全收入主尺尺身下端两个小孔内。
如图5所示,测量头中心孔对称分布两个缺口,且缺口位置长度和宽度略大于主尺尺身底端圆柱位置对称两个突出部分的长度和宽度。
测量头中心孔对称分布两个缺口位置的中心线所在平面与测量头两个小孔中心线所在平面垂直(90°)。
在装置安装时,主尺尺身底端圆柱部分穿过测量头中心孔及两个缺口位置,将主尺尺身所安装的定位销摁入孔内,然后将主尺尺身旋转90°,定位销弹出,进入测量头相应的两孔内,从而将主尺尺身与测量头位置固定。
主尺尺身与游标配合测量尺寸,读数方式同于普通深度游标卡尺。
4 量具使用
在测量前更换与被测盲孔螺纹相匹配螺距与直径的测量头,并将主尺尺身与测量头固定安装。
测量时,将测量头及主尺尺身旋入被测盲孔螺纹内,直至测量头旋到最底端(旋不动),然后移动游标,将游标底端面与被测盲孔螺纹上端面贴合(与深度游标卡尺测量孔深度方法类似),通过主尺尺身与游标配合的方式测量盲孔螺纹有效深度,读数方式同于普通深度游标卡尺。
该盲孔螺纹有效深度检测装置附有成套测量头,通过更换不同螺距和直径的测量头,可检测不同直径、不同螺距的盲孔螺纹有效深度,操作简洁,测量效率和测量精度相对较高,读数方便。
5 结束语
通过实际使用,该盲孔螺纹有效深度检测装置的测量精度相对较高,测量效率得到有效提升,操作简洁,测量效率和测量精度相对较高,读数方便。实践证明这是一种行之有效的盲孔螺纹有效深度检测装置。
猜你喜欢
大电机技术(2022年3期)2022-08-06
黑龙江科学(2021年20期)2021-10-30
装备制造技术(2020年4期)2020-12-25
减速顶与调速技术(2020年4期)2020-11-22
测井技术(2019年4期)2019-12-25
中国公路(2017年19期)2018-01-23
中国公路(2017年15期)2017-10-16
中国公路(2017年9期)2017-07-25
中国公路(2017年7期)2017-07-24
印制电路信息(2015年6期)2015-12-30