
原料中碳五含量对芳烃抽提装置的影响
2024-06-16 20:47徐仲龙
辽宁化工 2024年5期

摘 要: 对原料进行了分析,指出了装置原料中碳五含量远超设计值的原因,对溶剂比、返洗比、水洗比及相关各塔的各参数进行了调整,并进行了开工过程质量对比,最终满足了芳烃抽提三苯产品质量。
关 键 词:芳烃抽提;碳五;环丁砜;非芳
中图分类号:TE624.4+2 文献标识码: A 文章编号: 1004-0935(2024)05-0798-03
本芳烃抽提装置是中海石油宁波大榭石化有限公司馏分油综合利用项目的配套装置之一。采用中国石化集团石油化工科学研究院开发的SAE环丁砜抽提工艺技术。加工60万t/a裂解石脑油加氢装置的C6~C8馏分和苯乙烯装置的C6~C7馏分。通过环丁砜液液抽提、溶剂回收和芳烃分离等工艺,再通过两塔精馏,生产苯、甲苯和混合二甲苯产品,同时副产裂解抽余油。装置包括芳烃抽提、芳烃精馏和公用工程三部分。装置于2016年6月建成投产,年处理能力40 t。
装置工艺原理及流程简介:溶剂液-液抽提法是分离芳烃的主要手段,该方法是一种 物理分离过程,又称液-液萃取。它所依据的原理是利用烃类 各组分在溶剂中溶解度不同,即当溶剂与原料油混合后,溶剂 对芳烃和非芳烃进行选择性溶解,形成组成和密度都不相同的 两相,即溶剂相(分散相)、抽余相(连续相),在抽提塔中的溶剂 相与原料油在塔板之间经过多次逆流接触传质,最终在塔顶得到芳烃含量很低的抽余油,在塔底得到富含芳烃的富溶剂。出抽提塔底的第一富溶剂从塔顶部进入汽提塔,通过抽提蒸馏的 方法,轻质非芳烃及部分芳烃从塔顶蒸出,塔底得到合格的芳烃及溶剂的混合物即第二富溶剂。汽提塔顶蒸出的轻质非芳烃及部分芳烃作为返洗液送回抽提塔。在回收塔中采用水与芳烃共沸蒸馏方法将芳烃和溶剂分开,芳烃及水从塔顶蒸出,得到合格的芳烃产品及不含溶剂的水洗水;塔底得到较低烃、水含量的溶剂(即贫溶剂)。
1 原料分析
开工初期由于缺少原料,装置按设计比例购进混芳和非芳,进行混况作为开工原料,产出了合格的三苯产品。后来引进裂解石脑油产品后,进行各种调整,产品抽芳始终无法合格,导致三苯产品带非芳,后来只能牺牲抽余油中的芳烃来达到质量要求。
1)原料碳五含量多的主要原因是本公司馏分油综合利用项目中催化裂解装置(DCC)产品裂解石脑油中碳五含量超设计,导致裂解汽油加氢装置汽提塔超负荷,顶碳五出料泵两台全开,控制阀及副线全开尽最大努力外排, 起初几月C6~8产品中碳五质量分数有20%左右,经过半年调整质量分数下降至10%,且一直处于平稳状况。而根据设计PROII软件计算,如果碳五质量分数超5%,产品抽余油中芳烃质量分数将超设计0.4%,而抽芳中非芳质量分数也超设计0.3%,会引起三苯产品中非芳超不合格。
2)原料中芳烃质量分数也低于设计,设计为63.1%,而实际芳烃质量分数在32%~45%之间。还有原料中各组分分布与设计差别也较大,见表1。
从表1中可以看出原料组分分布甲苯比设计低7%左右。碳五环烷烃是设计的20倍左右,碳五直链烷烃是设计的50倍。 还有就是二甲苯比设计低于18%左右。从设计角度看这样的原料对装置各操作参数与设计出入相对较大,会直接决定产品质量好坏。
2 对装置各操作参数进行调控
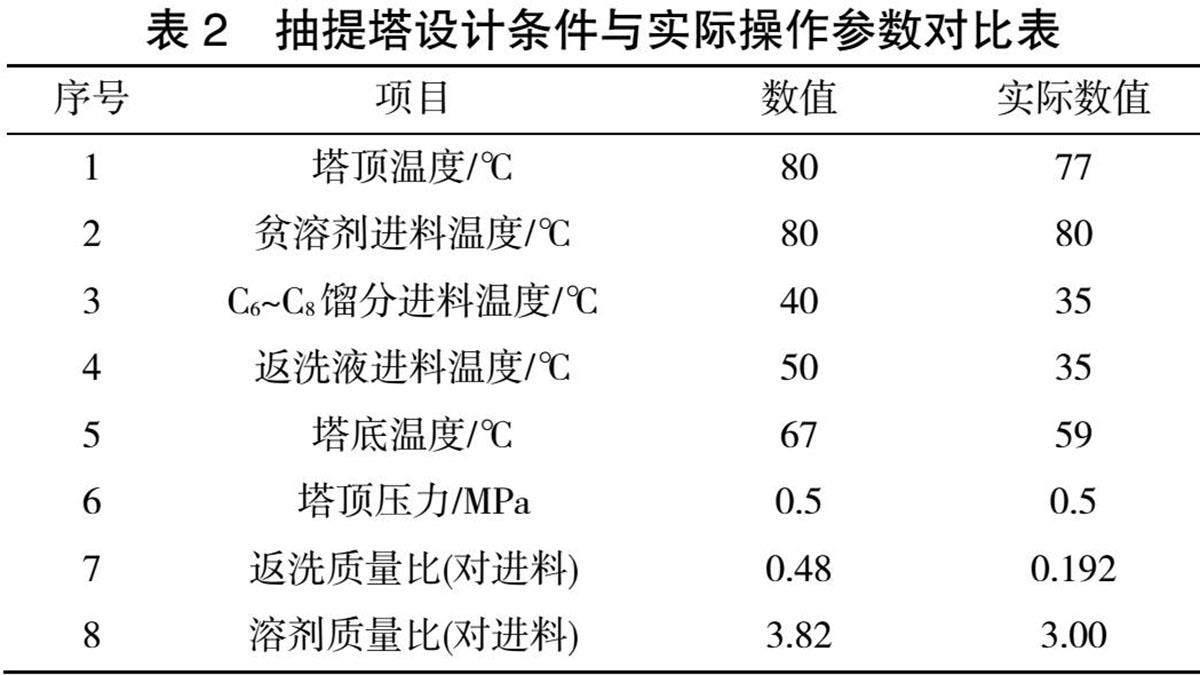
1)抽提塔主要操作因素有溶剂比、抽提塔返洗比、抽提塔温度和抽提塔压力等。经过各种操作调整,最终确定主要影响条件是溶剂比和返洗比。操作上在保持其他相对影响小的参数不变,抽提塔顶压力维持0.5 MPa,这样在碳五多的情况下,可以使塔内物料保持在液相状态下,防止塔内发生汽化现象,所以塔压不作调整。抽提塔温度:主要将主溶剂温度维持在80 ℃,提高温度,也就提高了溶剂中烃的溶解度,但降低了芳烃与非芳烃之间的选择性,为了保持稳定的操作,且塔的负荷不高的情况下,也不调整温度。返洗比由返洗液量和少量拔顶苯量来决定的,返洗液量,靠汽提塔汽提出来,在此工况下,尽量汽提出非芳和轻芳烃,所以将汽提塔底温度提高到178 ℃以上,顶压控制在0.055~ 0.075 MPa之间,此塔底也是到了极限温度,再高会加速溶剂分解。此情况下返洗量还是不能满足设计的最小返洗比,最后引苯塔顶的拔顶苯来增加返洗液,通过轻芳烃置换溶解在溶剂中的轻质非芳烃,轻质非芳烃置换重质非芳烃,使溶解在溶剂中的少量非芳烃在抽提塔中有效地利用抽提原理得以除去,以提高抽芳产品纯度。溶剂比是调节抽提回收率的主要手段,在正常的情况下,溶剂比增加,芳烃回收率增加,尤其是对二甲苯的回收率影响较大,但随着溶剂比增加,非芳烃在溶剂中的溶解度也相应增加,使抽出的芳烃纯度下降,合适的溶剂比一般根据芳烃产品质量和收率做出调整。经过摸索确定了合适装置的溶剂比。
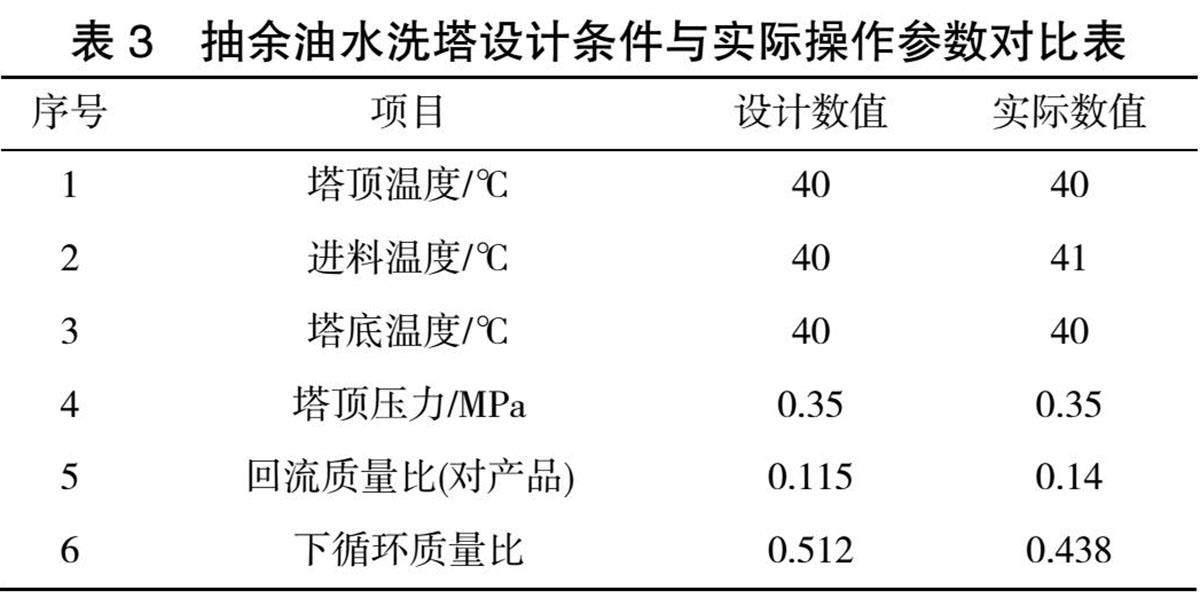
2)由于碳五量超设计,抽余油流量也超设200%,那么抽余油水洗塔操作也做了相应的调整,主要是将下循环流量提高100%,水洗量根据回收塔操作的极限量来控制。
3 开工过程质量对比
装置开工后,根据原料性质变化,装置做出调整前先的产品质量对比,芳烃抽提装置产品有抽余油和三苯,而三苯产品质量的关键是抽提部分的抽芳质量,其化验分析数据直接影响三苯是否合格。
从表4中可以看到装置在极限调整后的最佳数据,产品三苯质量完成符合国标。同时还可以看出牺牲抽余油中芳烃,其他是间对二甲苯占主导,也就是只损失了二甲苯收率,对苯和甲苯收率影响较少, 达到了理想效果。
从表5中可以看出经调整后装置性能指标可以达到设计要求,达到良好经济效益。
4 结 论
芳烃抽提装置原料中碳五含量超设计20倍,且芳烃含量又处于设计低限值时,通过合理运用液液抽提原理,调整各塔罐操作参数,适当牺牲抽余油中部分间对二甲苯,换取抽提装置目的产品三苯的合格质量。
参考文献:
[1]樊春江. 芳烃抽提运行工艺的优化[J]. 石化技术与应用,2006, 24(5):394.
[2]许真铭. 芳烃抽提装置多产苯技术改造[J]. 石化技术与应用,2006,24(1):26-28.
[3]陈喜钻. 优化兑炼重整油比例提高芳烃装置运行效益[J]. 广东化工,2009,36(6):98-101.
[4]崔银和. 芳烃装置水系统优化操作的研究[J]. 化工科技,2007(3):32-33.
[5]秦岭. 芳烃抽余油生产高辛烷值异构化汽油的技术方案[J]. 炼油技术与工程,2017,47(8):33-37.
[6]王净依,田龙胜,唐文成,等.环丁砜抽提蒸馏—液液抽提组合工业的工业应用[J]. 石油炼制与化工,2002,33 (6):19-22.
[7]张永铭. 动态模拟在芳烃抽提装置设计中的应用[J]. 化学工程, 2011(11):88-90.
[8]苏佳林,董忠哲,郭鑫. 环丁砜芳烃抽提过程的模拟与优化[J].石油石化绿色低碳,2019,4(4):26-316.
[9]薄洋. 芳烃抽提装置汽提塔发泡问题分析与对策[J]. 辽宁化工, 2016(10):1351-1353.
[10]张斌. 影响芳烃抽提装置石油苯质量的因素及对策探讨[J].中国石油和化工标准与质量,2021(23):37-38.
Effect of C5 Content in Raw Materials on Aromatic
Hydrocarbon Extraction Unit
XV Zhonglong
(CNOOC Ningbo Daxie Petrochemical Company, Ningbo Zhejiang 315812, China)
Abstract: The raw materials were analyzed, and the reason why the content of C5 in the raw materials of the plant far exceeded the design value was pointed out. The solvent ratio, backwashing ratio, washing ratio and various parameters of related towers were adjusted, and the quality of start-up process was compared, the quality of triphenyl extracted from aromatic hydrocarbons was finally met.
Key words: Aromatics extraction; C5; Sulfolane; Non aromatic
收稿日期: 2023-08-10
作者简介: 徐仲龙(1977-),男,浙江宁波人,工程师,2006年毕业于浙江工业大学化学工程专业,研究方向:加氢与芳烃抽提技术。
猜你喜欢
特产研究(2024年1期)2024-03-12
云南化工(2021年11期)2022-01-12
科学家(2021年24期)2021-04-25
中国特种设备安全(2021年9期)2021-03-02
中国特种设备安全(2018年11期)2019-01-08
肥料与健康(2016年2期)2016-03-28
分析测试学报(2015年9期)2015-12-17
橡胶工业(2015年9期)2015-08-29
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年4期)2015-07-29
