
双工位FOG邦定机的设计
2011-03-26 06:38菅卫娟
电子工业专用设备 2011年6期
司 超,菅卫娟,马 兵
(太原风华信息装备股份有限公司,山西太原030024)
随着全球的LCM制造业的迅速发展,LCM专用设备已日益受到制造商的高度重视。我们研发的双工位FOG邦定机是用于液晶模块产品制造过程中 COF、COG、FPC、TCP等电路热压连接工序的专用设备。
该设备为主预压一体机型,采用单预压、双主压相结合,双工作台结构,FPC工作台x、y、z、θ方向可调节,加热采用恒温方式。为了进一步满足实际需要,设备增加了除静电、进气低压报警以及负压吸附不足报警等功能。在操作过程中出现异常情况时除了触摸屏提示还增加了蜂鸣报警装置。
1 主要特点和性能指标
双工位FOG邦定机的主要特点:
(1)采用PLC+触摸屏进行控制,动作可靠,操作简单;
(2)压头压力和被压压力均可调,压头加热温度可调;
(3)LCD平台z轴方向可通过微分头精确调节,LCD定位块可进行调节,以适应不同的产品;
(4)LCD的定位通过定位块和真空吸附的方式来实现;
(5)FPC 平台在 x、y、z、θ方向均可通过微分头进行调节,方便图像对位;
(6)压头平行度在x、y方向可单独调整;
(7)左右两主压头(平台周围)增加静电消除装置(离子风枪);
(8)具有自动与手动两种模式;
(9)手动方式可对所有的部件操作,方便机器的调整;
(10)自动方式的连续模式省去了按键的时间,大大提高了工作效率;
(11)图象系统包括监视器、卤素光源、CCD相机、同轴光镜头和调光器。
双工位FOG邦定机的性能指标:
(1)适用LCD玻璃尺寸:
20 mm×20 mm~80 mm×70 mm
(2)适用偏光片厚度(下偏光片):0~1.0mm
(3)石英平台平面度:5μm
(4)粘接精度:x、y:± 15 μm(3σ 从预压到最终压接的偏移量)
(5)控温精度:室温~350℃ 误差:±2℃
(6)显视器及CCD:9英寸黑白+1/3英寸黑白
(7)电源:单相220 V 50 Hz
(8)气源:0.5 MPa。
2 工作原理
将被热联结产品放在左工作台上,负压吸附定位,通过光学视觉系统人工对位,完成预压,预压完成之后左工作台移到左主压部件下,左主压头下压,这时,右工作台刚好处在预压头下方,在左主压部件压接产品并保温保压期间,刚好能完成预压工位的上料、对位和预压工作。当左压头完成产品的主压后,工作台向右移动,右压头工作,预压工位完成卸料、重新上料、对位和预压工作。如此循环,进行生产。
3 总体结构设计
双工位FOG邦定机主要由机械系统、电气硬件系统、气动系统和软件控制系统组成。
3.1 机械结构
整机结构如图1所示,主要由机架、预压部件、主压部件、工作台移动部件、光学组件等部件组成。机架较为简单,暂不做介绍。

图1 整机结构图
3.1.1 预压部件
预压部件结构主要由气缸、导轨、、隔热块、预压头组成;通过螺钉完成预压头的水平调整后,加热体升温后,由气缸带动预压头即可进行FPC的初定位预压动作。
3.1.2 主压部件
主压部件结构主要由气缸、收带部件、放带部件、左右调节、前后调节、散热片、隔热板、主压头等零部件组成;通过其微分头的调整完成主压头水平调整和前后调整后,组装好铁氟龙带后,由滑台气缸带动整个主压头即可进行产品的成型主压动作。
3.1.3 工作台移动部件
工作台移动部件主要由导轨、台板、滚珠丝杆、负压工作台、调节工作台、石英组件等零部件组成;通过对石英平台的调整,使其与主、预压头平行后,通过微分头带动交叉辊子导轨的机构,调整好两个工作台,由导轨丝杠机构带动两个工作台左右移动,从而完成产品的定位及沿x轴方向运动的功能。其中调节工作台可进行x向、y向、z向及θ向的调节。
3.1.4 光学组件
光学组件结构由左右三维移动工作台机构、CCD镜头等零部件组成,通过三维移动工作台可进行CCD镜头在x向、y向及z向调节,完成调焦,在显示器上得到清晰的放大图像。方便操作人员进行对位。
3.2 电气硬件系统设计
通过对整体双工位FOG邦定工艺的分析,考虑实际的需要,以及使用的简便性和维护的方便性,决定采用PLC来做整个系统的控制中心,电气原理框图如图2所示。
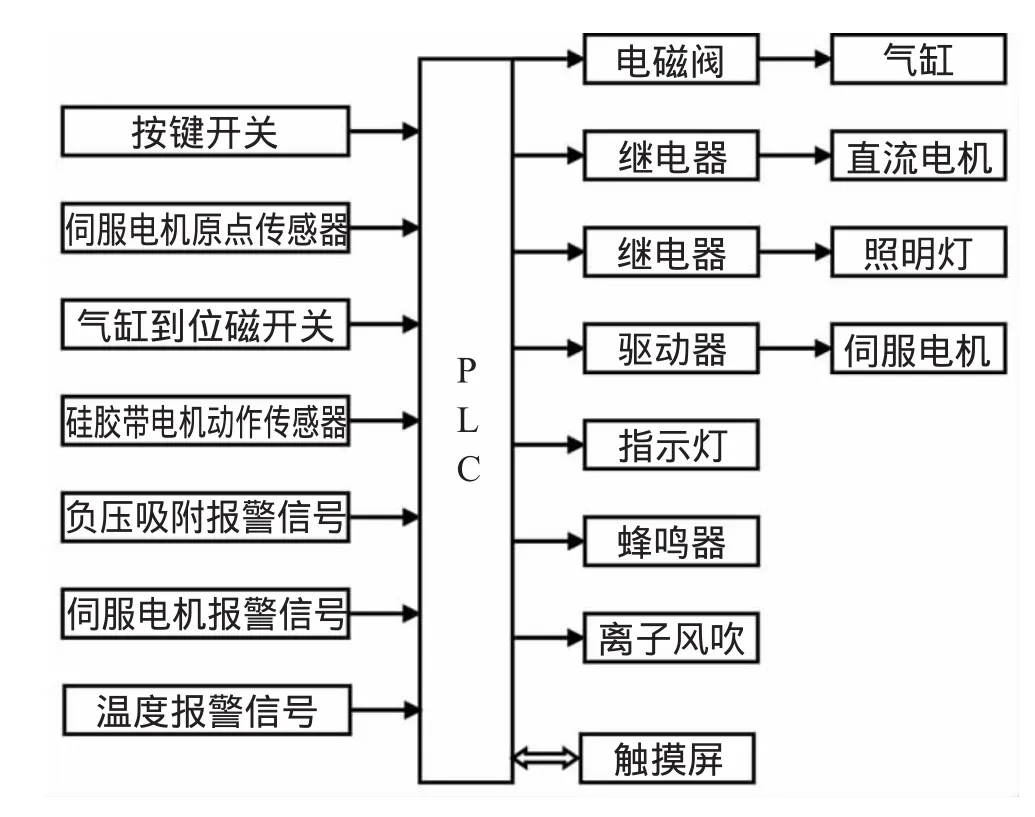
图2 电气原理框图
在满足生产精度和生产效率的同时,器件选型上还要考虑到性价比最优。因为使用了伺服电机进行脉冲控制,所以要选用带脉冲口的PLC,再考虑输入输出点数,松下的FPX系列完全满足系统要求。为了显示状态更加直观,输入参数更加方便快捷,我们选用触摸屏做为操作界面。松下PLC和触摸屏配合使用,也给编程工作带来很多方便,比如可以利用两者的穿透功能可以只用一条编程电缆就可以实现在线编程调试和实时监控。加上以前用过该产品,这样使用起来就得心应手。所以PLC主机选用FPX的60点晶体管输出型,这样富余出两三个I/O口以备在调试过程或是临时加入输入输出点时用到。触摸屏就选用现在我们比较常用的5.7英寸单色屏GT32M。设备运行过程中工作台需要左右移动,且定位准确性要高,考虑到工作台的质量,所以伺服电机选用日本松下的小惯量200W,在一定范围内通过设置驱动器上电机的脉冲当量可以改变电机的定位精度。同时,在压接过程中使用的缓冲材料一般为硅胶带或者是铁氟龙带,因为两者都很轻,且要求精度一般,所以使用国产的24 V小直流电机完全可以实现该功能,这样还可以控制一定的成本。
3.3 气动系统的设计
由于整套的运动过程大部分由气动元件完成,其设计思路主要是动作流畅,结构简单。气动原理图如图3所示。

图3 气动原理图
3.4 软件控制系统设计
软件设计本着短小精炼,可维护性好的思想来做。采用模块化设计,整体程序按邦定的工艺顺序来写。在梯形图的设计中,对有可能相互碰撞的部件采取了互锁安全保护措施。因为执行部件中压头气缸的运动方向和工作台的运动方向是垂直的,所以时序上在保障运行速度的前提下,加以适当延时,以保证设备运行的安全性、可靠性以及稳定性。还有一些细节的处理,比如在选择单工位工作时,只有相对应一侧的离子风和压头工作,这样既能提高效率又能节省能源;还有当在自动模式下工作时,如果一边正常压完,压头抬起时会有“嘀”声提示,如果在压接时间没有完(如在压接时拍下急停按钮)压头抬起时不会有提示音,这样可以提高检查次品的效率。自动运行模式下选择【双工位】时软件流程框图如图4所示(【左工位】或【右工位】流程图为其中相应的一部分)。

图4 自动运行流程
4 结束语
该设备现已在用户的生产线上投入使用,运转平稳、可靠。该设备的研制成功,使我们在LCM设备领域上的又一进步。
[1]成大先.机机械设计手册 (第五版)[M].北京:化学工业出版社,2007
[2]濮良贵.机械设计[M].北京:高等教育出版社,2002.
[3]松下电工株式会社.Panasonic可编程控制器FP-X编程手册[M].日本:松下电工株式会社ARCT1F409C,2005.
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
流体机械(2022年5期)2022-06-28
水利科技与经济(2022年2期)2022-03-01
——以准噶尔盆地南缘为例
断块油气田(2021年4期)2021-07-28
中国棉花加工(2020年1期)2020-07-01
摄影之友(影像视觉)(2018年10期)2018-11-06
大陆桥视野(2017年12期)2017-08-07
柴油机设计与制造(2017年2期)2017-07-01
