
枪弹弹丸被甲剥离机的设计应用
2013-07-03 06:06曹海庆白冬龙
兵器装备工程学报 2013年4期
曹海庆,白冬龙,邱 硕
(65196 部队,辽宁 铁岭 112609)
报废弹药是指按《通用弹药分级标准》列为废品的和经批准作废品处理的弹药,报废弹药处理是指对报废弹药分解拆卸、倒空装药、烧毁及炸毁作业的总称,报废弹药的处理销毁是一项非常危险的工作,稍有不慎,极易发生事故,造成人员伤亡与财产损失。随着时间的推移,超过使用储存寿命的弹药不断增加,加之我军武器装备更新换代,相应弹药也逐渐地被淘汰,转变为废品。我军报废弹药销毁处理经过几十年特别是近十几年的实践和发展,已经具有较高的水平和发展,在安全拆卸分解、炸药回收利用等方面,大体上能够满足我军报废弹药处理的需要[1-10]。
在这大量的报废弹药中,枪弹占有较大的份额。目前,大口径枪弹的销毁处理,主要采用的是装箱烧毁法、烧毁炉烧毁法以及分解拆卸法,装箱烧毁法和分解拆卸法销毁方法有一个共同的难点,由于大口径枪弹弹丸头部中大多都有少量燃烧剂,当经过烧毁处理时,由于剂量较小,且封闭在枪弹被甲之中,在烧毁过程中,很难将其弹丸烧毁彻底,甚至无法将其引燃,这就需要后期动用大量的人力选分,再次进行烧毁,不仅工作量大,还因为由于人工选分存在一定误差可能出现遗漏而流入社会,造成安全隐患。比如对于装箱烧毁法,每次烧毁后的枪弹中还有一半以上的弹丸没有被烧毁,还需人工选分,重复烧毁,利用大口径枪弹分解机分解后的弹丸也需采用烧毁的方法进行烧毁,烧毁后依然有未烧毁彻底的枪弹弹丸。烧毁炉烧毁法利用其高温特性,可以将枪弹弹丸头部的燃烧剂烧毁,但外观壳体没有炸裂痕迹,未能达到彻底销毁的作业要求,有流入地方的可能性,造成了一定的安全隐患。
作为枪弹销毁的末端环节,带有燃烧剂的弹丸处理一直没有找到有效的解决办法,在军内也没有一种安全、科学、高效的专用工具设备。针对该难题,研制设计了枪弹弹丸被甲剥离机,该设备主要利用枪弹弹丸被甲较薄、钢心较硬、燃烧剂主要集中在弹丸头部等结构特点,采用液压技术推顶弹丸与带孔刀块过盈配合,通过弹丸内部钢心与带孔刀块挤压切削,将弹丸被甲径向剪断,达到钢心与被甲、燃烧剂分开的目的。主要采用液压顶出技术,交替式进弹退弹,PLC 电脑集成数据控制各个机构及液压系统实现进弹、顶出、剥离、分离动作,完成弹丸的剥离。通过更换滑块与刀块即可实现多种不同口径的枪弹弹丸被甲剥离,本机的使用开发,很好的解决了枪弹弹丸销毁处理不彻底的难题,实现了科学、安全、彻底销毁的目的。目前国内外未发现弹丸被甲剥离设备,其综合销毁处理技术具有创新性,达到了国内同领域领先水平,具有一定的军事、经济、社会效益和良好的推广应用前景。
1 设计应用
随着新型电子技术的广泛应用与普及,PLC 控制系统一起控制精度高、性能稳定、可靠,操作方便,造价低等特点,被广泛应用到处废机具设备系统的控制中来,增强了系统的安全性,使得机具设备的自动化程度进一步增强,同时,在传感器方面,以光电式开关、电磁接近式开关最为典型,均能实现设备精确控制,满足弹药对电气设备的各项要求。本系统采用PLC 电脑编程控制,电磁接近式开关采集感应信号控制设备,剥离部分采用液压顶出技术,交替式进弹退弹,自动实现进弹、顶出、被甲与钢心分离、退弹一系列动作。本机设计完善了枪弹处理系统,更加彻底的销毁枪弹弹丸,且结构简单,操作方便、易于学习掌握、可轻松实现销毁作业。
1.1 设计原理
结构设计:本设计采用液压顶出交替进弹退弹的方式,由PLC 电脑控制,电磁接近式开关感应信号完成每一个工作循环,实现剥离的目的。这种方法的优点是整体体积小,运行平稳,可以实现多发齐冲的目的,工作效率高,运行安全可靠。设备主要由上弹机构、进弹机构、顶出机构、分离机构、液压系统、电气系统、床身及箱体结构组成。可手动控制与自动控制运行,提高了设备自动化程度。
软件设计:PLC 电脑控制软件编程系统,在不更换硬件的情况下,可对设备操控系统进行升级改造,扩展设备功能。设备基本工作原理如图1 所示。
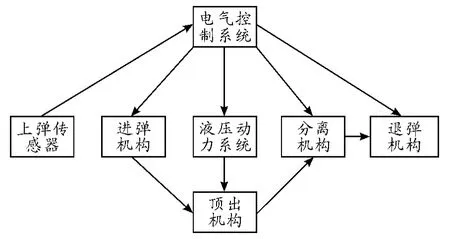
图1 基本原理
1.2 结构组成
枪弹弹丸被甲剥离机主要由上弹机构、进弹机构、顶出机构、分离机构、液压系统、电气系统、床身及箱体结构组成。
1)上弹机构:由上弹盒、挡块、上挡板等组成。主要用于弹丸的装填,防止弹丸方向装反。
2)进弹机构:由电磁铁、滑块、滑条、复位弹簧、弹簧支撑架等组成。主要是将存弹盒中的弹丸推落到顶出位置,复位后将弹丸封闭在顶出位置,同时起到固定弹丸的作用。
3)顶出机构:由滑座、滑道、下滑座、冲头、冲头座、刀块、连接块等组成。该机构为设备的核心部位,主要用于弹丸被甲的剥离,将钢心顶出。
4)分离机构:由出弹座、出弹挡板、挡座、弹簧、电磁铁、接弹盒、出料盒等组成。主要用于钢心与被甲的分离。
5)液压系统:由油箱、液压泵、换向阀、安全阀、溢流阀、液压表、滤清器、油缸、油管、液压油等组成。主要为枪弹被甲剥离机提供动力。
6)电气系统:由启动开关、空气开关、指示灯、电压表、手动自动转换开关、漏电保护、传感器、急停开关等组成。
7)床身及箱体:主要用于支撑、安放各机构、系统。
主要性能指标:外形尺寸为1 800 mm × 600 mm ×1 150 mm;液压系统为油泵电动机:380 V/50 Hz、2 800 r/min、5.5 kW,油泵工作压力:16 MPa,单个弹丸受力:≤5 000 N;
工作效率:≥5 000 发/小时;工作温度:0℃~35℃;平均无故障率:≥8 小时。
当弹丸放置到存弹盒,进弹传感器感应到信号后传送给电脑PLC,电脑接收到信号后可以运行,操作人员按下动行开关,进弹电磁铁工作,拉动进弹机构,将弹丸推到剥离工位后进弹电磁铁断电,进弹机构在复位弹簧的作用下自动复位,复位后的进弹机构与定块和下滑板形成一个密闭空间,将弹丸固定在剥离工位;进弹电磁铁断电后,液压油缸顶出,推动顶出机构向前运动,冲头前端与弹丸底部钢心接触,带动弹丸向前顶至刀块圆孔内(刀块孔径尺寸以弹种钢心而定),刀块在冲头作用力下将弹丸被甲在弹丸的圆柱部与圆锥部结合处切断;油缸带动冲头完成剥离工作行至油缸前端点传感器时自动后退,后退同时挡弹电磁铁工作,将弹尖上的被甲拔掉后断电;当油缸后退到后端点传感器时停止;退弹电磁铁工作,拉动下滑板被甲自动滑落,电磁铁断电,下滑板在复位弹簧的作用下自动复位,此时一个工作循环完成。下个工作循环无需人工启动运行开关,只要存弹盒中存有弹丸,进弹传感器感应到信号,电脑就会自动进行下一个工作循环。系统采用手动与自动运行,手动为试机调整,试机调整后可采用自动运行。
1.3 技术方式选择及难点解决途径
枪弹弹丸被甲剥离机的技术方式选择考虑多重因素:
1)径向切削方式。大口径枪弹弹丸中的燃烧剂都在弹尖圆锥部,所以将切削点选择在弹丸圆柱部与圆锥部结合处,采取径向切削的方式,实现钢心与被甲、燃烧剂的分离。其优点是:第一,切削位置容易控制,在任何情况下都不会切削到燃烧剂,能有效保证切削安全性;第二,切削后的被甲与钢心容易实现自动分离;第三,切削的效果可以达到百分之百,保证工作的连续性。
2)液压纵向顶出技术。采用液压技术工作的稳定性,确保在剥离过程中的作业安全。枪弹弹丸头部装有燃烧药,如果冲击速度过快或冲击力量过大都有可能使燃烧剂发火,产生危险或人员伤害。通过液压顶出技术可以控制顶出的速度和顶出的力量,在不同弹种作业下获得所需的工作要求。
3)交替式进弹方式。通过电磁铁推拉滑块将存弹盒中的弹丸推落到顶出位置,复位后将弹丸封闭在顶出位置,同时起到固定弹丸的作用,一个动作就可实现多种目的,很好地解决了多发弹丸同时进弹同时顶出的难题。
4)微电脑控制技术。运用电脑芯片编程、电磁传感器自动感应控制等高科技手段,实现进弹固定、顶出剥离、被甲滑落、钢心被甲分离等一系列动作自动完成,提高了自动化水平,增强了作业安全性。
5)采用人工上弹,机械进弹,有效地防止弹丸的方向装反,确保人员及设备的安全。
6)设备可扩展性强。根据工作需求,只要更换滑块及刀块,无需更改操作系统控制程序,就可以完成不同口径弹种弹丸的剥离,较好地实现了一机多用。
枪弹弹丸被甲剥离机的主要技术难点:
1)液压吨位的确定。枪弹弹丸头部装有燃烧剂,在剥离过程中,如果冲击速度过快或冲击力量过大都有可能使燃烧剂发火,发生危险或造成人员伤害。以某A 型大口径枪弹弹丸为例,经大量实验和计算,燃烧剂在大于每秒50 cm 的冲击速度和10 000 N 压力下有10 ﹪左右会燃烧,因此,在选择液压系统时,决定采用流量为每分钟40 L、压力为16 MPa 的齿轮泵和内径为100 mm、行程为150 mm 的液压缸。经计算得出,压力在10 MPa 时,液压缸的速度为每秒10 cm,压力为75 000 N。设备一次能同时剥离15 发弹丸,平均作用在每个弹丸上的压力不大于5 000 N,完全控制在安全范围内;同时,可根据弹种或弹丸的数量对系统压力做相应的调整,有效提高工作效率。
2)切削位置的确定。大口径枪弹弹丸中的燃烧剂都在弹尖圆锥部,在选择切削位置上有很大的难度,纵向切削弹丸被甲一次难以切断,有很容易切到燃烧剂,在这种情况下我们对弹丸的结构进行了仔细的分析,分析后我们采取径向切削的方式,径向切削方式的优点在于切削位置容易控制,有效的保证切削安全性,方便切削后的被甲与钢心分离。刀块中心孔直径是根据弹种弹丸钢心地直径而确定,当弹丸在顶杆向前顶出时,刀块正好将弹丸被甲在弹丸圆柱部与圆锥部结合处切断,这个切断位置有效保证在任何情况下都不会切到燃烧剂,切断后的圆柱部被甲被刀块挡在了顶出位置,钢心在顶杆的作用下继续前进到出弹底座后停止,虽然弹尖被甲与钢心圆锥部还有少部分粘接,但是弹尖被甲在切削后留下的内应力和重力的作用下会自然脱落,圆柱部被甲留在了顶出位置,当顶杆推出顶出位置后,下滑板打开,圆柱被甲自然滑落至出料口。正确的切削位置和液压顶出技术很好的解决了作业安全性,同时解决了弹尖被甲、圆柱部被甲、钢心三部分的自然分离等难题。
2 主要技术进步点及应用价值
枪弹弹丸被甲剥离机的设计,通过对2 种10 000 发枪弹弹丸的综合测试,弹丸剥离彻底,钢心与被甲分离顺利,各控制系统准确无误,其优点主要有:
1)安全可靠。刀块采用圆形内孔刀刃,采取径向切削方式,弹尖圆锥部分进入刀
块后才进行切割,能够准确选择切削位置,保证了作业安全。
2)工作效率高。采用交替进弹、多发齐冲的方式,工作效率为每小时能够剥离大口径枪弹5 000 发以上,极大提高了剥离速度。
3)自动化程度高。采用芯片编程、传感器自动感应控制、液压技术等高科技手段,实现进弹、顶出剥离、钢心与被甲分离等一系列动作的自动控制完成。
4)应用范围广。只要更换滑块与刀块即可实现多种不同口径的枪弹弹丸的被甲剥离,而且经过简单的改造还能扩大适用范围。
枪弹弹丸被甲剥离机设计合理,便于操作和维护,极大提高了工作效率,较好地解决了枪弹弹丸燃烧剂难以销毁和销毁不彻底、工作效率低、劳动强度大、安全性差的难题,能够满足枪弹处理系统中末端处理彻底的作业需要,适用于大口径枪弹的销毁处理,补充和完善了枪弹销毁系统;较好解决了消除了安全隐患,使我军报废弹药处理能力又有了一个新提高,能够满足报废弹药处理需要具有较高的社会效益和军事效益,具有很好的推广应用前景。
[1]夏福君,宋桂飞,肖东胜,等.报废弹药绿色无害化处理技术发展思路探讨[J]. 兵工自动化,2011,30(5):94-96.
[2]瞿新富,应安明,许晨昱,等.浅论废弹药销毁过程中的安全问题及对策[J]. 四川兵工学报,2002,23(4):36-37.
[3]李金明,高欣宝,丁玉奎.报废弹药爆破销毁过程中的防事故措施[J].爆破,2011,28(3):116-118.
[4]郭涛,齐世福,王树民,等.大批量废旧弹药爆破销毁技术的应用报[J].工程爆破,2011,17(2):89-91.
[5]丁则胜,刘亚飞,陈少松,等.烟火类与复合类底排药减阻性能比较[J].弹道学报,2007,15(6):587-561.
[6]蒋跃飞,张正忠,杨雁,等. 废旧炮弹销毁设计与施工[J].工程爆破,2009,15(2):87-90.
[7]刘万波,曹海庆,胡大治.红外测温技术在底排装置测试系统中的应用[J]. 四川兵工学报,2011,32(5): 111-112.
[8]曹海庆,刘万波,白冬龙.报废弹药销毁处理的安全防范措施[J].价值工程,2012,31(288):320-321.
[9]邱进芬,谢筑湘.废旧炮炸弹销毁研究[J].工程爆破,2004,10(1):82-86.
[10]熊炎飞,侯茂武,邓海平.黄石市废旧弹药的销毁[J].工程爆破,2007,13(1):78-80.
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
舰船科学技术(2022年10期)2022-06-17
轻兵器(2022年4期)2022-04-25
小学科学(学生版)(2021年8期)2021-08-30
科学技术创新(2021年22期)2021-08-16
防爆电机(2021年2期)2021-06-09
通信电源技术(2020年21期)2020-03-06
轻兵器(2020年2期)2020-02-25
轻兵器(2017年19期)2017-10-23
轻兵器(2017年2期)2017-03-10
