
大型冷轧管机组的电气控制系统研制
2015-07-05 10:42赵铁琳
电气传动自动化 2015年4期
赵铁琳
(太原重工股份有限公司技术中心,山西太原030024)
大型冷轧管机组的电气控制系统研制
赵铁琳
(太原重工股份有限公司技术中心,山西太原030024)
摘要:LG720冷轧管机组是世界最大规格冷轧管机组。为该机组研制的电气系统采用了PLC、变频调速、PROFIBUS-DP网络通讯、SIMOTION D、HMI等技术,实现了多机变频调速传动,对大惯量负载的送进和回转机构实现高动态响应、高精度定位和同步控制,满足了大型冷轧管机组的生产要求。
关键词:冷轧管机;SIMOTION D;大惯量负载;高动态响应
1 引言
目前,中国的钢铁市场出现了产能过剩情况,但不锈钢无缝管广泛应用于石油、航空、电力、化工、化纤、医疗机械等领域,市场需求量很大。冷轧管机组主要轧制不锈钢无缝管,并其以独特的工艺特点、成材率高、道次变形大、变形状态好、设备简单等优点,广泛应用于世界各国的工业生产中[1]。太重研制开发LG720冷轧管机组在江苏某钢厂试制成功,并生产出合格的不锈钢钢管。该机组目前是世界最大规格的冷轧不锈钢无缝钢管机组。
2 LG720冷轧管机设备介绍
LG720冷轧管机组采用的是单根生产,停机上料的工作制度,主机架由曲柄连杆往返周期式驱动,送进和回转机构采用伺服驱动系统,实现快速和精准的送进、回转和定位。其主要设备组成如图1所示,其轧制规格表见表2。
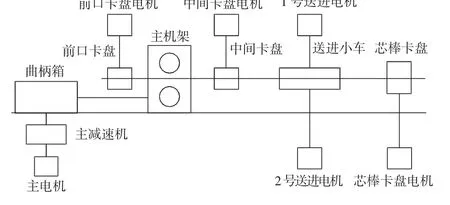
图1 冷轧管机组设备简图
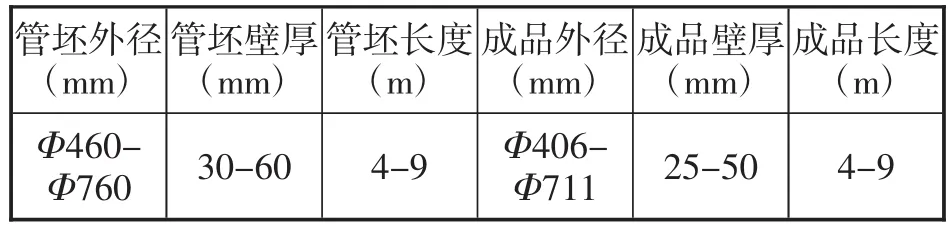
表1 LG720冷轧管机组轧制规格表
3 电气控制系统
电气控制系统框图如图2所示。根据冷轧管机组的设备运行和冷轧管工艺要求,电气控制系统以西门子S7300PLC作为主控制器;通过PROFIBUS-DP网络采集现场I/O信息,并配置HMI,用以输入生产参数及设备运行数据的监控和记录,HMI与主PLC采用工业以太网进行通讯;主电机采用西门子直流调速系统和EM277 PLC进行主传动系统的数据采集和处理,并和主PLC进行数据交互;辅助(包括送进及回转系统)传动部分采用西门SINAMICS S120多机传动变频调速系统[2];润滑系统和流体系统的信号通过现场I/O从站采集;启停及连锁逻辑程序由主PLC实现。
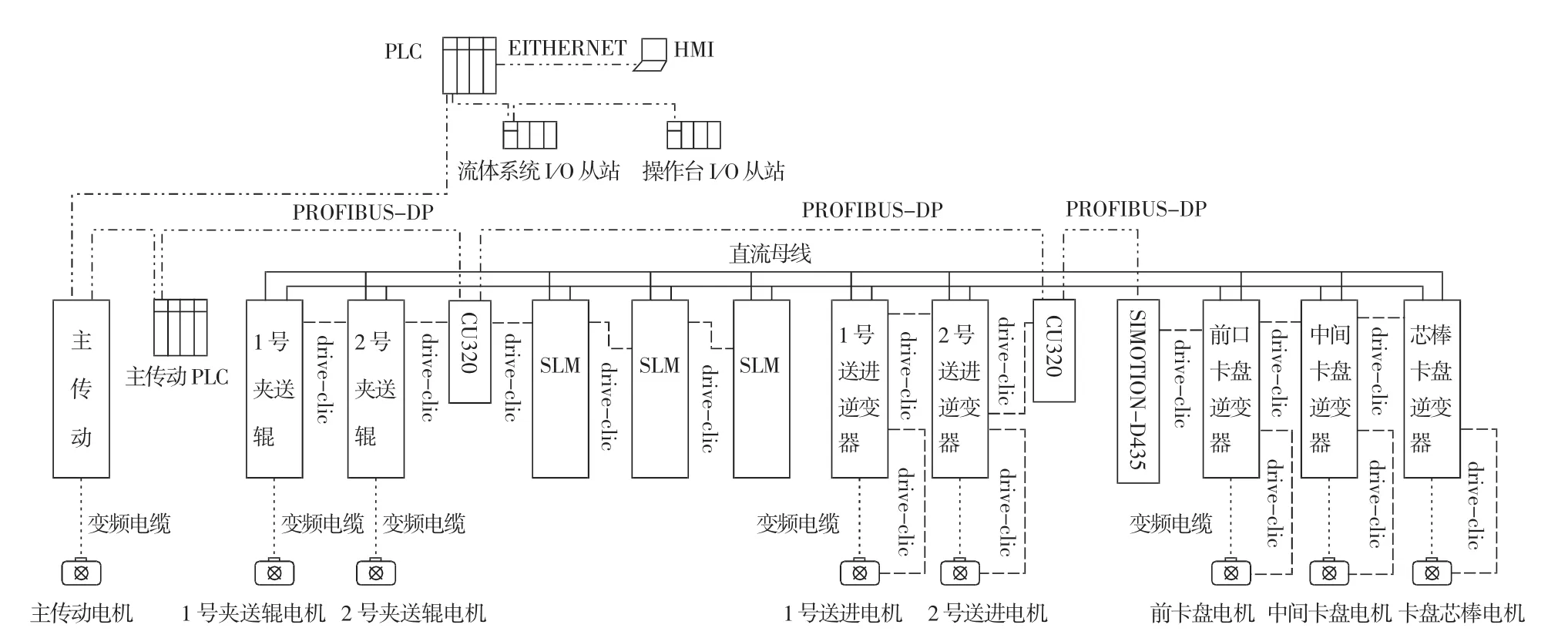
图2 电气控制系统框图
3.1主控制器
机组的主控制器采用西门子S7300PLC,其主要完成系统硬件组态、工作模式选择、各设备逻辑控制及其与主传动和辅助传动控制器的通讯等功能。
3.2 PROFIBUS-DP网络
整个电气控制系统只有一条DP网络,共有7个DP从站,其分别为:
(1)主传动驱动器:以西门子6RA70直流调速器作为主驱动器驱动主电机,启动停止命令由主PLC通过逻辑编程来实现,主电机的实际速度、电流等信息的数字量由6RA70驱动器通过DP网络反馈到PLC,在PLC里换算后经由以太网传送至HMI;
(2)主传动EM277PLC:主要负责主传动系统供电设备的合闸与分闸、冷却风机的开与关,以及采集主传动控制系统的反馈信息;
(3)液压与润滑系统远程I/O站:采集液压站、稀油站、工艺润滑站的检测元件信号,并控制液压驱动设备的电磁阀;
(4)操作台:采集现场操作元件的信号;
(5)SLM的控制器CU320:控制为冷轧管机组辅助传动提供直流电源的整流回馈模块(SLM)的启与停;
(6)送进电机驱动控制器CU320;
(7)回转电机驱动器SIMOTION D435。
3.3送进伺服控制系统
送进系统的送进小车两边的丝杠由两台伺服电机独立驱动。驱动两台伺服电机的逆变器经由DRIVE-CLIQ接口由同一个CU320控制。电机自带的测温原件和编码器通过光纤与逆变器的DRIV-CLIQ接口相连,传递温度、位置及实际速度的信息[3]。
送机伺服系统有两种运行模式,既手动模式和轧制模式。上料时采用手动模式,通过点动功能实现,通过修改速度倍率还可以修改前进和后退速度。轧制时采用轧制模式,轧机主机架做周期式往返运动,在机架换向死点处轧辊处于非工作带,与钢管处于非咬合状态,送进机构在这段区间完成一次精准的送进,送进量通过HMI由操作人员设定,通过基本定位功能就可以实现送进机构的精准定位。在配置送进逆变器和PLC通讯时选用西门子标准报文软件SIEMENS telegram110和PZD-12/ 7,它们能快速实现点动和定位功能[4]。
由于两台伺服电机独立驱动送进小车两边的丝杠,因各种原因(如一台伺服驱动器故障停止、机械设备卡阻等),可能导致两边丝杠位置出现非允许范围之外的偏差,为此,在逻辑控制程序里要加上相关联锁,以避免设备的损伤。
3.4回转伺服控制系统
回转系统包括芯棒卡盘装置、中间卡盘装置和前口卡盘装置。毛管经后上料穿在芯棒上,主机架前未轧制的毛管穿入中间卡盘中,主机架后轧制过的荒管穿入前口卡盘中,在每次主机架行进至换向死点时,三台卡盘同时反转,将芯棒和毛管共同反转一个相同的角度。
中间卡盘和前口卡盘夹着同一根钢管的两头,要求角速度相同。钢管轧制后和芯棒会有一定的粘附力,如果夹芯棒的芯棒卡盘和夹管子的中间及前口卡盘角速度不一样,管子和芯棒相对滑动会划伤管子内表面,为此,回转系统采用SIMOTION D435做多轴同步控制。
回转系统由SIMOTION D435控制,它是一种基于SINAMICS S120驱动平台的多轴的运动控制器。作为一个运动控制器,SIMOTION D435集逻辑控制、运动控制(定位、同步控制等)以及工艺控制(压力、温度控制等)于一身,且具有执行周期短、响应速度快等特点。以芯棒卡盘伺服电机作为主轴,中间卡盘和前口卡盘作为从轴对三台回转伺服电机做齿轮同步控制,芯棒卡盘伺服电机本身做相对定位运动,相对运动的角度即为翻转量,由上位机设定经以太网传送至主PLC,主PLC再通过PROFIBUSDP网络传送至SIMOTION D435控制器[5]。
4 技术关键
对于送进机构的两个丝杠,因机械结构对两边偏差的容纳极限很小,这就要求每次送进的定位精度要很高;对于回转机构的卡盘,翻转过程中角速度的同步性要较高;送进和回转过程执行时间很短,这就要求动态响应速度要快。送进和回转机构均为大惯量负载,要满足以上要求,选择伺服电机作为驱动设备,利用其惯量小,动态响应快等特性,并利用西门子S120系列变频器作驱动,轻松实现定位控制和同步控制,满足了工艺要求[6]。送机机构转矩和位置曲线如图3所示,从图3中可以看出,两台送进电机送进时负载基本均衡且位置曲线基本重合。
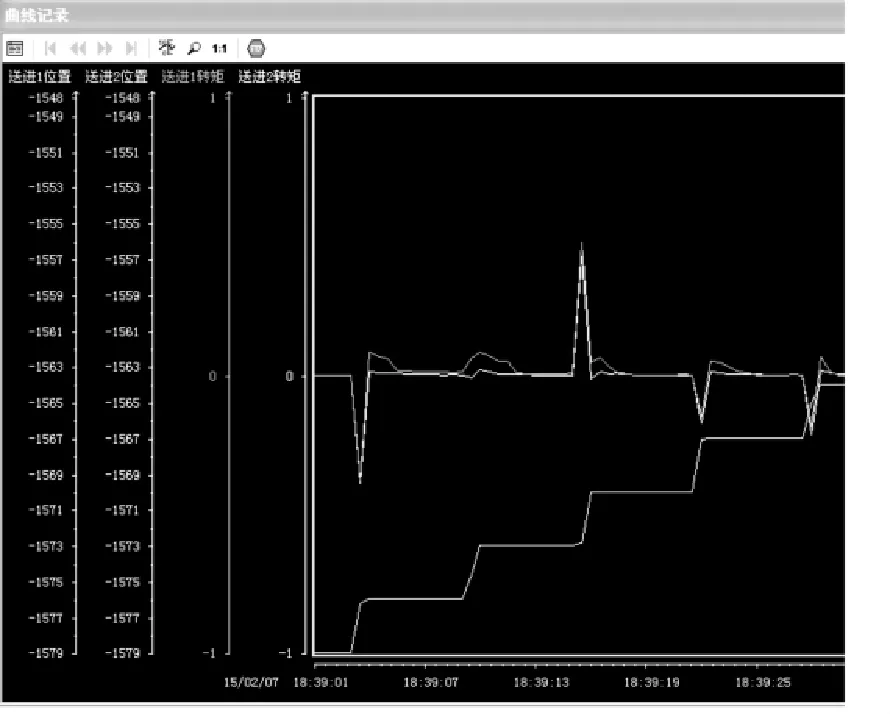
图3 送机机构转矩和位置曲线
回转机构中回转信号和角度曲线如图4所示,从图4中可以看出,回转机构动态响应快,在一半的回转时间内就完成了回转的动作。
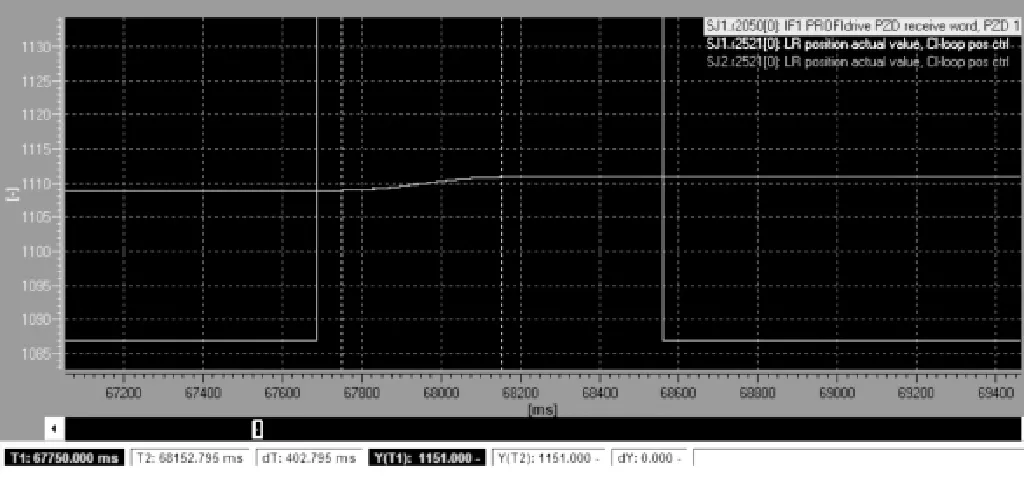
图4 回转机构中回转信号和角度曲线
5 结束语
Φ720 LG冷轧管机组是目前世界最大规格的冷轧管机组,主机架完成轧制工艺要求的变形。要轧制大规格壁厚均匀的不锈钢管,大惯量负载的送进和回转系统很重要,必须确保动态响应快和控制精度高的要求,否则,轧制壁厚将不均匀。只
有送进和回转系统具有很高的控制性能,才能保证冷轧管机组轧制出合格的不锈钢管。因此,确保送进和回转系统的电气参数,实现大惯量负载系统快速准确动作是冷轧管机组的关键技术。根据调试实践经验,建议将送进和回转系统统一由SIMOTION D435进行控制,这样既能满足工艺要求,又能降低生产成本。
参考文献:
[1]阎雪峰,闫菲菲,周红兵,杨刚.我国冷轧管机的现状及发展趋势[J].重型机械,2010,(3):1-7.
[2]张杰,曹汉廷,张超,成海宝,杨鹏.高速连续上料冷轧管机电气控制系统[J].重型机械,2013,(4):45-48.
[3]杨鹏,董相连,成海宝,李丽,张杰.伺服冷轧管机控制系统的设计[J].重型机械,2011,(2):40-43.
[4]西门子公司.Simotion Introduce[M].北京:西门子公司,2OO7.
[5]李静.现场总线技术在冷轧管机上的应用[J].有色设备,2006,(5):33-36.
[6]吴红良.KPW50VMR无缝钢管冷轧管机的电气改造[J].冶金自动化,2009,(2):78-80.
中图分类号:TG333.8
文献标识码:A
文章编号:1005—7277(2015)04—0035—03
作者简介:
赵铁琳(1971-),男,满族,吉林人,太原重工股份有限公司高级工程师,主要从事轧钢产品的电气设计、调试等方面的研究。
收稿日期:2015-01-04
Development of electric control system of the large cold pipe rolling mill
ZHAO Tie-lin
(Taiyuan Heavy Industry Technology Center,Taiyuan 030024,China)
Abstract:LG720 cold pipe rolling mill is the first large-scale cold pipe rolling mill in the world. The electric system applies PLC、variable frequency speed regulation (VFSR)、PROFIBUS-DP network、SIMOTION D and HMI technologies, which can realize the muti-motor VFSR drive, especially in large inertia load feed-in and rotation mechanism with high dynamic response,high precision positioning and synchronization control. This system fully meets the production requirements of the large-scale cold pipe rolling.
Key words:cold pipe rolling mill;SIMOTION D;large inertia load;high dynamic response
