
融合启发式规则和文化基因算法的多缓冲炼钢—连铸生产调度
2015-12-02 01:27唐秋华张利平张启敏
计算机集成制造系统 2015年11期
唐秋华,郑 鹏,张利平,张启敏,陈 立
(1.武汉科技大学 机械自动化学院,湖北 武汉 430081;2.武汉钢铁股份有限公司,湖北 武汉 430081)
0 引言
钢铁是国家的基础工业之一,是国民经济的重要支柱。钢铁生产包括炼铁、炼钢、浇铸、轧制等工序,其中炼钢到连铸是核心工艺流程。在该过程中,物理变化和化学反应交织融合,原材料、半成品和成品的温度、形态及成分在各工序均不同。生产组织方式前后各异,在炼钢和精炼阶段以炉次为基本单位,采用间歇生产模式,而在连铸阶段以浇次为基本单位,同一浇次内多炉钢水连浇连铸。为保证生产的连续性,工序间设有多种不同类型的缓冲区。可见,炼钢连铸生产既有流水车间的特点,又有其特殊性,可归纳为一种多缓冲、无等待、最后阶段为成批处理的流水车间调度问题,其计算复杂度比一般流水车间调度更高。
炼钢连铸生产调度算法主要有最优化、智能算法和启发式方法等。Hua等[1]建立了炼钢连铸生产调度的整数规划模型,基于拉格朗日松弛进行批次解耦,继而求解;Mao等[2]以最小化加权提前和拖期惩罚及最小化任务等待时间为目标,建立了混合整数规划模型,再用拉格朗日松弛方法求解;Abdelkader Sbihi等[3]针对一个三阶段的炼钢连铸调度问题,建立了相应的混合整数规划模型,并通过GAMS/Cplex求解。最优化方法能求得最优解,但随着问题规模的增大,计算时间呈指数增长。针对大规模问题,智能算法和启发式方法能在极短的时间内获得近优解乃至最优解,同时满足企业在计算效率和调度方案性能方面的要求。李铁克等[4]将炼钢连铸生产过程抽象为混合流水车间,结合遗传算法(Genetic Algorithm,GA)和线性规划提出一种两阶段GA;陈立等[5]建立了约束满足优化模型,融合约束满足技术与遗传优化对原问题进行求解。与智能算法相比,启发式方法针对特定问题提炼出启发式规则,再融于问题求解中,具有直观、简单、易用的特点。孙亮亮等[6]针对浇次与铸机的关系构造出浇次集合,提出一种基于启发式的深度优先搜索算法;Hubert Missbauer等[7]将炼钢连铸过程分解为四个子问题,针对不同的子问题,采用包括与工序相关的启发式规则、线性规划松弛等方法进行求解。
上述算法主要考虑炼钢连铸生产的工艺约束、最后阶段成批生产约束等,很少考虑多缓冲约束。针对包含多缓冲的炼钢连铸问题,现有的研究成果较少。Li等[8]基于单元特定事件的连续时间建模方法,建立了混合整数线性规划模型,并用GAMS/Cplex进行求解;马文强等[9]建立了缓冲区数量和时间受限的带约束的调度模型,并通过离散人工蜂群(Discrete Artificial Bee Colony,DABC)算法进行求解;于艳辉等[10]将原问题转化为无等待的三阶段混合流水车间调度问题,提出组合启发式算法进行求解。上述文献将各类缓冲区均视为加工时间为0的工序,忽略了不同类型缓冲区的差异性,没有将其进行区别对待。另外,生产调度以炉次为单位,计算复杂度较高。因此,本文面向具有多缓冲的炼钢连铸生产,以浇次为基本生产单位,针对不同类型的缓冲区提出浇次内分配和浇次间定时两种启发式规则,以保证生产的高效顺行,再用文化基因算法(Memetic Algorithm,MA)来保证浇次序列的优化,最后用不同规模的24 组实例检验所提算法的性能。
1 炼钢连铸生产调度问题
1.1 问题描述
炼钢连铸生产一般包括炼钢、精炼和连铸三个阶段。以Pacciarelli等[11]提出的问题为例,其生产阶段是先用电弧炉(EAF)炼钢生成钢水,再用氩氧精炼(AOD)和钢包处理(LF)确保钢水成分精确、温度均匀,最后用连铸(CC)将钢水直接浇铸成型,加工成不同的坯料。其生产组织的最大特点是在连铸工序以浇次为生产组织单位,属于同一浇次的各炉次需连浇连铸,而两个相邻浇次间需预留一定的准备时间,以更换中间包。
为保证生产的连续性,在相邻工序间设有三种不同类型的缓冲区:①无限缓冲区,设在EAF 和AOD间,有3个,每个缓冲区仅可容纳1个钢水包,且允许其无限停留;②有限缓冲区,设在LF 和CC间,仅1个,由于连铸温度要求,其停留时间受限;③可加工缓冲区,LF 炉不仅具有工艺上的加工能力,还可对钢水包进行缓冲。
由于LF炉通常设有两个工位,按Pacciarelli等的处理方法[8-9,11],将其转化为两个串行工位LF1和LF2。于是,图1所示的炼钢连铸生产调度问题变成具有特殊性的9阶段置换流水车间调度问题。其中要完成的浇次数、各浇次的炉次数、各炉次在每道工序的处理时间、浇次间换包的准备时间等数据已知,需要合理决策浇次顺序及各设备的具体操作时间,以使最大完工时间最小化。

1.2 炼钢—连铸生产调度模型
为描述方便,首先说明参数和符号:
I为炉次集合,I={1,2,…,i,…,I};
K为浇次集合,K={1,2,…,k,…,K};
S为阶段集合,S={1,2,…,s,…,S};
N为浇次事件集合,N={1,2,…,t,…,K};
T为炉次事件集合,T={1,2,…,t,…,I};
Ik为浇次k中包含的炉次集合;
If为所有浇次第一炉构成的集合;
Nk为浇次k中包含的炉次总数;
NSs为无缓冲能力的阶段s;
USs为无限缓冲阶段s;
LSs为有限缓冲阶段s;
Pi为有限缓冲区的最大允许停留时间;
Ps为相邻浇次之间的准备时间;
Ptks为k浇次在s阶段处理一炉所需的时间;
Zkn表示浇次顺序为二元决策变量,若浇次k分到浇次事件点n,则Zkn=1,否则Zkn=0;
Xit为连续变量,表示炉次i分到事件点t;
Tsst表示s阶段事件点t的开始时间,为连续变量;
Tfst表示阶段事件点t的结束时间,s为连续变量;
Cmax表示最大完工时间,为连续变量。
炼钢连铸生产调度问题的目标是令最大完工时间最小化,在此基础上,还需满足浇次排序、浇次内和浇次间的时间三类约束:
(1)分配及排序约束 炼钢连铸生产调度的核心任务是决定浇次顺序。每一浇次都必须分配,且每一事件点仅能分配一个浇次。当浇次顺序确定后,每浇次中各炉次的顺序就已知。
(2)浇次内时间约束 在同一机器上必须前一任务完成后下一任务才能开始,在铸机上同一浇次内各炉次必须连浇连铸。另外,为保证工艺需求及生产连续性,使用了多种缓冲区。式(4)~式(6)为同一工序相邻任务间及同一任务相邻工序间的基本时间约束,式(7)和式(8)定义了无限缓冲区,式(9)定义了有限缓冲区。
(3)浇次间时间约束 在连铸阶段需考虑相邻浇次之间的准备时间,同时在其他设备上仍存在设备和物料的可用性保障,即除式(10)外,式(4)~式(9)对浇次间亦有效。

目标函数为最大完工时间最小化。

联立式(1)~式(11),构成上述多缓冲炼钢连铸生产调度问题模型。
由于可加工缓冲区兼具无限缓冲区和操作工序的特点,其定义用式(4)~式(7)共同完成。同时,由式(7)~式(9)可见,由于炼钢连铸生产中的前后两道工序之间无等待,存储在无限缓冲区中的钢水离开本工序时,该存储任务才结束。不同于操作时间,缓冲区存储没有明确的时间长度,当调度问题中涉及多个多种类型的缓冲区时很难协调其工作。综合上述分析,本文以浇次为研究对象进行炼钢连铸生产调度。
2 面向多缓冲的浇次内和浇次间启发式规则
在炼钢连铸生产调度问题中,需处理无限、有限和可加工三种缓冲区类型,同时还需要满足置换流水车间的一般性约束,以及炉次驻留时间受限、最后阶段成批生产、浇次间最短准备时间等特殊约束。对于炼钢连铸过程中的多约束,多将整个工艺流程简化为炼钢—精炼—连铸三个阶段,使用罚函数等进行约束处理。例如,通过设置炉次等待惩罚[1,4,8]、断浇惩 罚[4,6,8]等,保证炉次驻 留时间受限和最后阶段成批生产约束。对于炼钢连铸过程中的多缓冲,当前研究较少,一般是将缓冲区当作加工时长为0的工序,进而将原问题转化为多阶段、无等待的流水车间调度问题[10-11]。然而,这种方法缺少对不同类型缓冲区的差异化处理。
缓冲区存储时间的不确定导致生产计划编排的多样性。若缓冲时间较短,则可能导致后续工序约束不满足(如CC的连铸约束);若缓冲时间较长,则可能导致后续工序机器的不必要等待。更重要的是,成批生产约束位于最后一道工艺,若以炉次为单位进行生产计划编排,则必然造成缓冲区分配的重复调整,产生极大的计算复杂度。本文考虑最后阶段的成批生产,以浇次为单位,提出浇次内和浇次间的两种启发式规则,先用浇次内规则分配各炉次缓冲时间,再使用浇次间规则进行调整,通过两次计算即可完成缓冲区处理。
2.1 浇次内启发式规则
浇次内启发式规则通过浇次完工时间确定和缓冲区的初次分配,实现生产顺行,保证最后阶段的成批生产和各工序机器闲置时间的最小化。
2.1.1 浇次完工时间确定
与一般的置换流水车间相比,炼钢连铸生产的特殊之处在于同一浇次内的连浇连铸。为此,采用回溯法倒排方式,使得同一浇次内的各炉次能满足置换流水车间的一般性约束和最后阶段成批生产的约束,据此确定浇次完工时间。具体思路如下:
(1)引用批处理作业调度模型[12],保证浇次内的各炉次满足置换流水车间的一般约束。因为该模型中设定的所有任务在第一道工序上的加工都是连续的,而炼钢连铸生产调度在最后一个阶段是成批生产,所以将所有工序(包括缓冲区)倒排。倒排后连铸CC成为第一道工序,可以保证连浇连铸,如图2a所示。通过回溯法[12]倒排,即使同一浇次内各炉次的加工时间存在差异,仍可求出最优排产结果。
(2)将倒排结果进行翻转,求得正常工艺顺序下的浇次完工时间。将固定倒排结果中CC上第一炉的开始时间、EAF上最后一炉的结束时间(Makespan)作为该浇次的固定时间域,再将工艺顺序翻转,根据流水车间特性,从固定时间域的结束时间开始,从后向前推算出各炉次在各工序的开始和结束时间。图2b即为翻转后同一浇次内各炉次的最优排产结果。

2.1.2 缓冲区分配
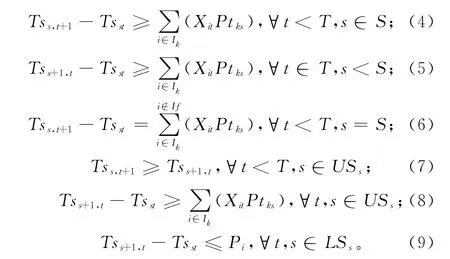
经回溯法翻转后,浇次完工时间已知,且各炉次处理顺序已满足工艺约束。但由于没有考虑缓冲区的存储功能,设备利用率不高、生产过程不紧凑。为此,以最短加工时间(Shortest Processing Time,SPT)为目标,结合最早空闲机器优先(First Available Machine,FAM)规则,设计了如图3 所示的缓冲区分配方法。
根据工艺顺序,该缓冲区分配方法主要包括三部分:
(1)若EAF工序上后一炉次开始时间与前一炉次结束时间之间有间隔,且B1~B3中至少一个有空闲,则可利用B1~B3的无限缓冲功能使EAF连续加工,从而集合其闲置时间,便于溅渣护炉。
根据旅游统计公报显示,2013-2016年中国国内旅游人次和国内居民出境人次均保持增长,其中中国国内旅游人次增长率稳定在10%以上,并有持续增长趋势。2016年中国国内旅游人次和国内居民出境人次分别达到44.4亿人次和1.2亿人次,随着用户旅游经验的积累,对于个性化和深度旅游需求不断增加,为在线自助游奠定发展基础。
(2)若AOD 工序上后一炉次开始时间与前一炉次结束时间之间有间隔,且间隔时间在LF 可调整范围内,则可通过LF的存储特性使AOD 连续加工,减少机器等待时间。
(3)对于B1~B3无限缓冲区的选择,先将各缓冲区的释放时间按升序排列,优先使用最早可用的缓冲区,若释放时间相同,则按缓冲区编号依次使用。
通过浇次内启发式规则处理后,在同一浇次内各炉次的所有约束均已满足,且机器等待时间实现了最小化。
2.2 浇次间启发式规则
浇次间启发式规则通过缓冲区时间调整,满足相邻浇次间的准备时间约束,最终完成各浇次中全部炉次的定时。假设浇次1和浇次2为两个相邻浇次,浇次2紧跟在浇次1后面,进行具体炉次定时的步骤如下:
步骤1 按照浇次内启发式规则分别对浇次1、浇次2内的各炉次时间进行初步排定,再将浇次2置于浇次1之后,继而将浇次2整体往左平移(如图4a),直至某一工序的开始时间与浇次1相应工序的结束时间重合,此时浇次2各工序的开始时间达到下界。
步骤2 核查两浇次在连铸阶段的时间间隔Δt1,若大于准备时间Ps,则浇次1和浇次2排产结束,对下一浇次重复步骤1;否则,转步骤3进行缓冲区调整。
步骤3 因为工序之间无等待,若使用靠前工序间的缓冲区,则其后各工序的开始、结束时间均需依次后移,所以规定各类缓冲区的使用顺序依次为B4,LF2,LF1,B3,B2,B1。图4b中Δt2为利用缓冲区B4,LF2,LF1全部存储能力下铸机CC的调整结果,若在此调整之后Δt2仍不满足准备时间约束,则利用无限缓冲区B1~B3 的剩余存储能力进行调整,若仍不满足,则将浇次2整体右移直至达到准备时间。此时浇次1和浇次2排产结束,对下一浇次重复步骤1,直至所有浇次排产完毕。

3 炼钢连铸调度问题求解
MA 的基本步骤包括编码、解码、全局搜索和局部搜索。在算法设计过程中,利用面向多缓冲的浇次内和浇次间启发式规则实现解码,在局部搜索算子中加入基于优先组合矩阵的优化机制,通过自适应交叉概率控制全局搜索,以提升算法的性能和效率。
3.1 全局搜索算子
浇次序列采用自然数编码方法,染色体上的基因位表示浇次排序,基因位上的值表示排在该顺序的浇次序号,染色体的长度为总浇次数。
为加快求解速度、提高算法效率,采用NEH(Nawaz-Enscore-Ham)算法与随机排序结合的方法初始化种群。其中,第一条染色体由NEH 算法生成,其余染色体按随机排序方式产生,以保证初始种群的多样性。适应度值为最大完工时间,故以适应度值的倒数为权值,通过轮盘赌进行选择操作。
在迭代过程中,染色体间的相似度会越来越高。为稳定种群的多样性、避免早熟,通过自适应交叉概率[16]来控制交叉算子,即

式中:fmax为每代种群中个体的最大适应度值;favg为每代种群的平均适应度值;f′为被选择执行交叉操作的两个个体中较大的适应度值;pc1和pc2需满足pc1+pc2=1且pc1>pc2。只要设定pc1,pc2取(0,1)区间的值,就可以对交叉概率进行自适应调整。交叉概率随适应度值自动改变,当种群各个体的适应度值趋于一致或者趋于局部最优时,增大交叉概率可以提高种群多样性。
浇次排序问题要求所生成的序列不能有重复任务,对此选择了单点交叉(Set-Partition Crossover,SPX)、部分映射交叉(Partial Mapped Crossover,PMX)、顺序交叉(Order Crossover,OX)三种可行的交叉方法,最后通过多因素方差分析实验确定最终的交叉方案为顺序交叉。
3.2 局部搜索算子
MA 强调局部搜索,但一般的局部搜索算法都具有较大的时间复杂度。本文结合具体问题的特性,通过加入优先组合矩阵来保留部分排列片段,再对剩余片段进行多种邻域结构的变邻域搜索,可以有效兼顾搜索性能和计算复杂度。
炼钢连铸浇次排产时,由于各浇次工序时间有差异,浇次排序时必然存在一些性能较好的局部组合。在进行局部搜索之前,若能首先保留这些组合块,则不但可以保证解的性能,还能大大减少局部搜索的运算次数。据此设计了一种基于优先组合矩阵的变邻域搜索算法作为局部搜索算子。
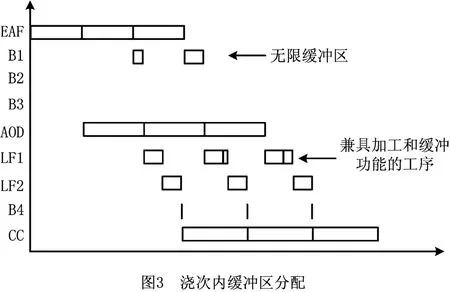
以总机器闲置时间最小化为目标,用浇次间启发式规则对任意两个浇次进行求解,得到各浇次的优先组合矩阵。表1所示为一个包含10个浇次任务的优先组合矩阵,Ⅰ,Ⅱ,Ⅲ表示各浇次组合的优先级,例如第2列中浇次1的最优组合对象为浇次7,次优对象为浇次2,再次对象为浇次10。
表1 浇次间优先组合矩阵
在进行局部搜索时,首先保留染色体中满足优先组合矩阵的高性能组合块,再对其余部分进行多种邻域结构的变邻域搜索。若相邻两个基因位构成Ⅰ级组合,则直接保留;若存在多个级别的组合,则保留较高级别;若存在两个连续的、同级的基因组合,则保留前一组。如图5所示,最后保留了[7,3][2,1][4,9]三个组合块,对[6,5,10,8]进行变邻域搜索。该方法可有效减少邻域结构的规模,提高算法的搜索效率。以插入邻域为例,对于n个任务的一个序列π,其插入邻域的规模为(n-1)2,设序列π中有个优先组合块,则相应的邻域规模减少为(n-2m-1)2。

变邻域搜索的邻域结构通常要根据问题的特性设计,常见的有交换(swap)、插入(insert)、逆序(inverse)三种邻域结构,通过多因素方差分析实验,最后选择后两种邻域结构进行变邻域搜索。
3.3 算法求解流程
综合上述全局算子及局部算子的构造方法,结合第2章浇次内和浇次间的两阶段启发式规则,所提算法可用伪代码表示如图6所示。
4 实验结果与分析
为验证算法的有效性,对不同规模的算例进行求解分析。算法均采用C 语言编程,程序运行环境为CPU 2.20GHz,内存2GB。
4.1 参数分析
算法性能受参数的影响较大,故需要通过多因素方差分析(ANalysis of VAriance,ANOVA)确定各参数值。共考虑4个因素的3种水平:种群规模设置3个水平,即10,20,30;自适应交叉概率参数(Pc1,Pc2)设置3 个水平,分别为(0.9,0.1),(0.8,0.2),(0.7,0.3);交叉类型设置3 个水平,分别为SPX,PMX,OX;邻域结构设置3 个水平,分别为Swap+Insert,Swap+Inverse,Insert+Inverse。对于每组正交实验,在所给参数组合的情况下对算法进行10次运算,取其均值作为参数分析的目标函数,最终结果如表2所示。

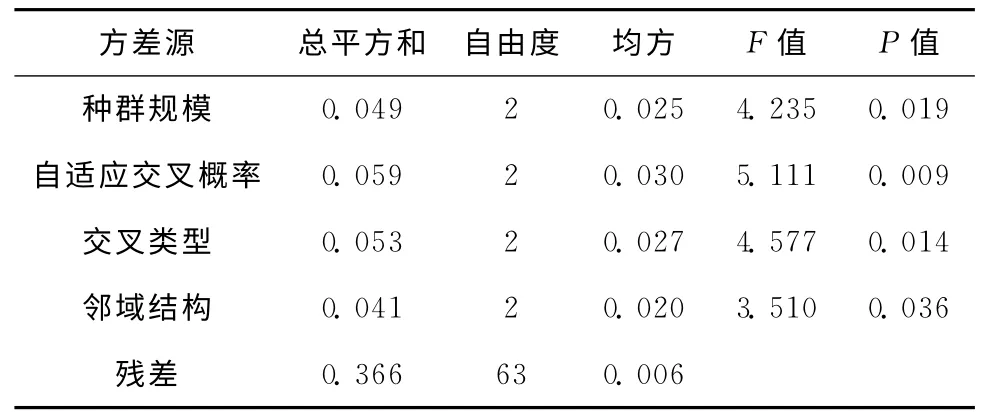
表2 ANOVA分析
将最大完工时间的相对百分增量作为响应变量,根据F值和P值分析试验结果。其中,P值越接近0,表明因素水平之间存在的差异越显著;F值为组间方差与组内方差的比率,通常一个因素的F值越大,该因素对结果的影响也越大。从表2可以看出,自适应交叉概率参数(Pc1,Pc2)对响应变量的影响最大。(Pc1,Pc2)有三个水平,在95%的置信水平下,所得响应变量的平均值和最小显著差数间隔(LSD intervals)如图7所示。可以看出,当自适应交叉概率取(0.8,0.2)时响应变量值最小,故设定其取值(0.8,0.2)。

用同样方法可以得到其他因素的最优水平,最终设定参数如下:种群规模20,自适应交叉概率(0.8,0.2);交叉类型选择OX方式;邻域结构选择Insert+Inverse。在后续实验中均采用此因素水平。
4.2 启发式规则的性能分析
本文针对多缓冲炼钢连铸问题提出浇次内和浇次间两种启发式规则,分别用于算法的初始化和解码两个阶段。为检验两种规则的性能,选取8组算例进行对比实验,设定算法均选用MA 算法。实验中只使用浇次内启发式规则时,浇次间的替代措施是后一浇次整体延后,以满足最小准备时间约束。该替代措施与浇次间启发式规则的差异在于,后者更能利用缓冲区的存储功能。仅使用浇次间启发式规则时,对浇次内仅保证连铸约束,不对机器等待时间进行优化。对比结果如表3所示。

表3 启发式规则性能分析
由表3可以看出,使用两种启发式规则特别是浇次间启发式规则,对解的性能提升效果显著。这是因为浇次内启发式规则是在保证各浇次最大完工时间最小化的基础上,对中间工序闲置时间进行的优化。此优化可提高机器稼动率,集合其闲置时间,便于其他生产准备或辅助工作。浇次间启发式规则通过缓冲区的时间调整,在很大程度上减少了因准备时间约束而延后的工序数,提高了生产效率。
4.3 算法性能分析
为验证算法的有效性,基于某钢厂的实践设计了24 个不同规模的算例,分别使用GAMS/CPLEX、GA、DABC和MA 进行求解,并从最优解、均值和标准差三个方面评价算法性能。上述智能算法中所用的参数为基于多因素方差分析获得的最优参数组合,每组实验均运行10次。为保证算法对比的公平性,参照文献[17],各算法均以计算时间(T=n×(m/2)×200ms)为终止条件,其中:n为任务数,m为机器数。考虑最优化方法的求解机理,GAMS/Cplex运行时间设为5h,实验结果如表4所示。

表4 算例分析
相比于文献[9]和文献[11]中的算例,表4算例中各浇次的炉次数以及各工序的加工时间差异都很大,浇次间的准备时间不能弥补不合理调度的时间损失,问题难度较大。从表4可以看出,随着问题规模的增大,GAMS/Cplex在5h内对大部分问题都无法求得最优解。对于小规模问题,三种智能算法均能找到问题的下界,但随着问题规模的增大,DABC和MA 算法的性能显著优于GA。与DABC相比,MA 获得了与其相同的9个问题的下界,还找到了2个更优解。从算法稳定性上来看,DABC 和GA 随着问题规模的增大,标准差逐渐变大,而MA在求解不同规模问题时的性能均较稳定。
5 结束语
本文针对多种不同的缓冲区类型,提炼了浇次内和浇次间两种启发式规则,通过缓冲区的分配和定时,保证了生产顺行,减少了机器的闲置等待。提出一种融合启发式规则和MA 的求解方法,将启发式规则融入算法的初始化和解码流程,实现了浇次序列的有效求解。构造了一种基于优先组合矩阵的变邻域搜索算法,在保证解的性能的前提下,提升了搜索效率,减少了运算时间。下一步的研究目标是将该方法扩展到包含并行机的炼钢连铸生产调度问题中,研制高效算法,以解决大规模的复杂工程问题。
[1]XUAN Hua,TANG Lixin.Scheduling a hybrid flowshop with batch production at the last stage[J].Computers &Operations Research,2007,34(9):2718-2733.
[2]MAO Kun,PAN Quanke,PANG Xinfu,et al.A novel Lagrangian relaxation approach for a hybrid flowshop scheduling problem in the steelmaking-continuous casting process[J].European Journal of Operational Research,2014,236(1):51-60.
[3]ABDELKADER S,BELLABDAOUI A,JACQUES T.Solving a mixed integer linear program with times setup for the steel-continuous casting planning and scheduling problem[J].International Journal of Production Research,2014,52(24):7549.
[4]LI Tieke,SU Zhixiong.Two-stage GA algotithm on steel-making continuous-casting problem[J].China Management Science,2009,17(5):68-74(in Chinese).[李铁克,苏志雄.炼钢连铸生产调度问题的两阶段遗传算法[J].中国管理科学,2009,17(5):68-74.]
[5]CHEN Li,TANG Qiuhua,CHEN Weiming,et al.Production scheduling of steelmaking-continuous casting via hybridizing constraint satisfaction and genetic optimization[J].Computer Integrated Manufacturing Systems,2013,19(11):2834-2846(in Chinese).[陈 立,唐秋华,陈伟明,等.融合约束满足和遗传优化的炼钢连铸生产调度[J].计算机集成制造系统,2013,19(11):2834-2846.]
[6]SUN Liangliang,LIU Wei,CHAI Tianyou.Scheduling continuous casting process by in-depth priority search algorithm[J].Control Theory &Applications,2010,27(12):1705-1710(in Chinese).[孙亮亮,刘 炜,柴天佑.基于深度优先搜索算法的连铸过程调度方法的研究[J].控制理论与应用,2010,27(12):1705-1710.]
[7]HUBERT M,WOLFGANG H,WERNER S.A scheduling system for the steelmaking-continuous casting process.a case study from the steel-making industry[J].International Journal of Production Research,2009,47(15):4147-4172.
[8]LI Jie,XIAO Xin,TANG Qiuhua,et al.Production scheduling of a large-scale steelmaking continuous casting process via unit-specific event-based continuous-time models:short-term and medium-term scheduling[J].Industrial &Engineering Chemistry Research,2012,51(21):7300-7319.
[9]MA Wenqiang,TANG Qiuhua,ZHANG Chaoyong,et al.Steel-making continuous-casting scheduling method based on DABC algorithm[J].Computer Integrated Manufacturing Systems,2014,20(3):586-594(in Chinese).[马文强,唐秋华,张超勇,等.基于离散人工蜂群算法的炼钢连铸调度优化方法[J].计算机集成制造系统,2014,20(3):586-594.]
[10]YU Yanhui,LI Tieke.Heuristic scheduling method for a class of two-stage hybrid flow shop with limitrd buffers[J].Industrial Engineering Journal,2013,13(4):105-110(in Chinese).[于艳辉,李铁克.一类缓冲区有限的两阶段混合流水车间调度问题及算法[J].工业工程,2013,13(4):105-110.]
[11]PACCIARELLI D,PRANZO M.Production scheduling in a steelmaking-continuous casting plant[J].Computers and Chemical Engineering,2004,28(12):2823-2835.
[12]WANG Xiaodong.Computer algorithms design and analysis[M].Beijing:Publishing House of Electronics Industry,2007:127(in Chinese).[王晓东.计算机算法设计与分析[M].北京:电子工业出版社,2007:127.]
[13]MOSCATO P.An introduction to population approaches for optimization and hierarchical objective functions:a discussion on the role of tabu search[J].Annals of Operations Research,1993,41(1-4):85-121.
[14]GAO Liang,QIAN Weirong,LI Xinyu,et al.Application of memetic algorithm in assembly sequence planning[J].International Journal of Advanced Manufacturing Technology,2010,49(9-12):1175-1184.
[15]TAVAKKOLI M R,SAFAEI N,SASSANI F.A memetic algorithm for the flexible flow line scheduling problem with processor blocking[J].Computers &Operations Research,2009,36(2):402-414.
[16]SRINIVAS M,PATNAIK L M.Adaptive probabili-ties of crossover and mutation in genetic algorithms[J].IEEE Transactions on Systems,Man and Cybernetics,1994,24(4):656-667.
[17]PAN Quanke,RUIZ R.An estimation of distribution algorithm for lot-streaming flow shop problems with setup times[J].Omega,2012,40(2):166-180.
猜你喜欢
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年1期)2022-04-19
中学生数理化·中考版(2020年12期)2021-01-18
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2019年2期)2019-05-11
中国工运(2018年8期)2018-08-24
水利规划与设计(2017年11期)2017-12-23
上海金属(2016年2期)2016-11-23
项目管理技术(2015年3期)2015-04-23
