
基于冰箱发泡模具的一种系列化设计方法*
2017-12-22 08:10董玉德李久成王和升
组合机床与自动化加工技术 2017年12期
董玉德,丁 毅,李久成,王和升
(1.合肥工业大学 机械工程学院,合肥 230009;2.滁州科创模具制造有限公司,安徽 滁州 239000)
基于冰箱发泡模具的一种系列化设计方法*
董玉德1,丁 毅1,李久成1,王和升2
(1.合肥工业大学 机械工程学院,合肥 230009;2.滁州科创模具制造有限公司,安徽 滁州 239000)
根据冰箱生产中由客户定制的关于冰箱结构的个性化设计的需要,提出了一种由客户驱动的发泡模具中工装部分个性化定制设计方法。采用模块化的设计思想,将产品按照结构特征划分模块,并按照从产品的顶层装配体到底层零件的参数传递顺序设置零部件的尺寸关系,最后以SolidWorks为平台开发出面向冰箱发泡模具中工装的快速系列化设计系统,并利用循环语句对工装中零部件的属性进行快速的选择性的添加操作。实例分析证明,该系统能够极快的对工装进行系列化设计,用极少的步骤即可对所有的零部件添加属性,有效的减少了设计人员的重复性工作。
工装;模块化;参数传递;尺寸关系
0 引言
发泡模具是冰箱生产时的主要模具,发泡模具的研发工作正越来越受到科研人员的关注。文学红[1]运用力学分析软件ANSYS对箱吸进行充分的力学分析和检测,对箱体进行整体的优化;乔旭兴[2]提出将冰箱发泡生产线由传统的旋转夹具结构和矩形转盘结构更改为直线式;YUANHL[3]运用热弹塑性理论,对某种冷藏箱内壳进行分析,改善了发泡模具和箱体之间的配合质量。目前,对冰箱发泡模具进行系列化设计方面的研究工作较少。
产品系列化设计技术以基型产品或代表品种为基础,不对原设计的基本原理和基本结构特征造成破坏,按照相似学原理遵循相似本质的规律计算出系列中其他规格产品的尺寸、功率、性能等各种参数并进行序列扩展来满足个性化的客户的需求[4]。国内众多学者都曾对系列化设计进行过深入的研究[5-7],但多是针对零件进行的,虽然总体设计效率有所提高,但效果依然有限,目前对装配体自身进行系列化设计研究工作不多。
本文以冰箱发泡模具中箱吸B1530工装装配体为例,提出一种针对装配体自身的快速系列化设计方法,并基于模块化的设计思想设计出一套可在极短的时间内对所有零部件添加所需属性的方案。
1 工装结构特点及系列化设计要求
1.1 工装的结构特点
以箱吸B1530的工装为例,其总体主要由4个部分组成,分别为底板总成、下框架、上框架以及气管总成。上下框架各有一个开口,且开口尺寸相同。装配时,下框架与底板总成中零件底座进行配合,且底座与下框架开口两侧留有间隙,左右间隙相等;上框架通过压刀与下框架配合;气管总成至于总体结构上方,横向及纵向各分布有结构相同但数目不同的气管接头,如图1所示。

1.气管总成 2.上框架 3.下框架 4.底板总成图1 工装总体结构及剖视图
1.2 工装系列化设计要求
根据产品需求的不同,工装的结构也需要进行更改。工装在进行系列化设计时,其上下框架的开口尺寸以及上下框架和底板总成的装配距离需要进行变动,而与此开口特征有尺寸关系和装配关系的零件特征也需要进行相应的变动,具体如下所示:
(1)以底板总成中零件底座为主动零件,主动零件结构变动时,其他相应需要发生结构变动的零件为被动零件。主动零件需要变动数值的尺寸为主动尺寸,其他零件中因主动尺寸变动而发生变动的尺寸为被动尺寸,底座中凸台结构的长、宽尺寸值以及底座与上下框架间的装配距离分别为三个主动尺寸。
(2)下框架中零件板A与上框架中零件上托板分别具有一个开口,且两个零件的开口长宽尺寸相同,开口尺寸与底座凸台结构长宽尺寸以及装配距离的关系为:
开口长=底座凸台长+2×装配距离;
开口宽=底座凸台宽+2×装配距离;
由一可知,零件板A和上托板都为被动零件,其各自开口尺寸相对于底座凸台结构的长宽尺寸都为被动尺寸。
(3)气管总成中可弯折的气管接头提供吹气保持装配体清洁的功能,但是其在沿着上框架开口结构的长宽方向上的气管接头数要随着开口尺寸的改变而改变,具体要求是每隔150MM需要配置一个气管接头,长宽方向上的安装位置需按照各自的中心线对称。如图1中左图所示。
2 工装系列化设计的实现
由工装系列化设计要求可知,当设定好底座凸台结构的长宽尺寸和装配距离时,上下框架的开口尺寸以及气管总成中的气管接头数目需要能够变动到相应的数值,当对底座的凸台结构设置一系列的尺寸后,将会相应的快速地得到一系列尺寸数值下的的工装装配体,这样既可轻松的完成对工装进行系列化设计。
2.1 系统的设计流程
在设计开始之前,设计人员首先需要根据客户需求对比产品的现有数据,若存在需求相似的可以通过调用现有参数直接生成所需产品;若无法满足新产品需求,则需进行产品的重新设计,首先根据客户需求,输入客户定制的参数,在产品的树形结构中选择需要进行设计的产品,进入产品设计对话框,程序内部读取用户所输入的数值赋予主动尺寸。至此,整个设计的宏观参数设置完毕。把实例库中的原型模型存放到指定路径下,点击生成三维模型,在进行模型的驱动和模型信息修改,生成新产品设计。完成新产品模型后再对零部件属性信息进行添加,至此完成所有设计。整个过程如图2所示。
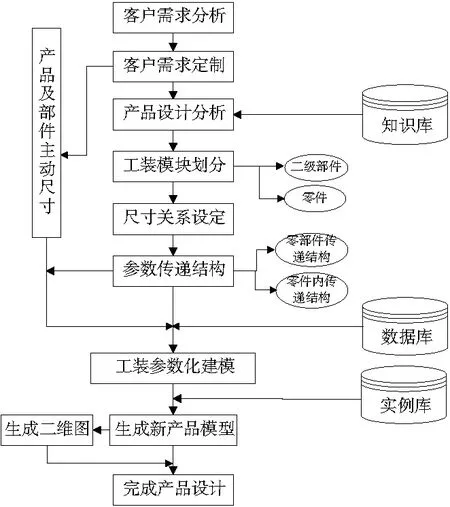
图2 系统设计流程
2.2 系列化设计的两种方式及选择
当前利用三维设计软件进行系列化设计比较流行两种方式,基于零件式及基于装配体式,由引言处可知,本文选择基于装配体的系列化设计方案。
基于装配体的系列化设计是在装配体上直接对装配体的总体尺寸进行改变,所改变的尺寸可以是其中某一个零件的,也可以是装配约束。基于装配体的参数化设计优点在于牵一发而动全身的高效性,当改变其中一个尺寸时,与该尺寸相关的其他尺寸都能做到相应的改变,使得装配体的系列化得以快速实现。
基于本次设计要求以及两种系列化设计方式的特点,本次设计系统在工装系列化设计方面采用基于装配体式的系列化设计。其参数传递方式如图3所示。实线代表产品参数的传递方向,虚线代表设计过程中的信息反馈。
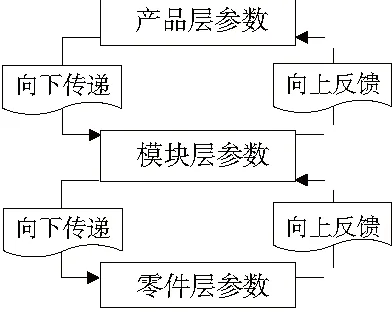
图3 参数传递方向
2.3 工装的模块分类
基于模块化设计技术的产品配置生产方式具有较强的适应性和灵活性,可以缩短产品的设计和制造周期[8]。一个复杂的系统被划分若干个较小部分或模块,可以降低系统的复杂性[9]。装配体模块的划分不是简单的将零件进行分类就行,还要充分考虑装配体的结构特征,合理的功能模块划分能够实现复杂产品批量化、高效率、个性化[10],在基于装配体结构特点的基础上,将有明显装配关系零件的划分为一个模块。本程序将工装分为四个模块,分别为底板模块、下框架模块、上框架模块和气管模块。
如图4所示,以箱吸B1530工装为例对其进行模块划分,该箱吸结构分为四个模块,每个模块的设计过程都是独立完成的,在总装时根据总装的结构建立各个模块之间的关系。各个模块下仅含有零件,而不再含有下一级部件,如上框架模块含有零件压刀、横单、斜板等,气管模块含有零件气道、气管、直角管节等等。
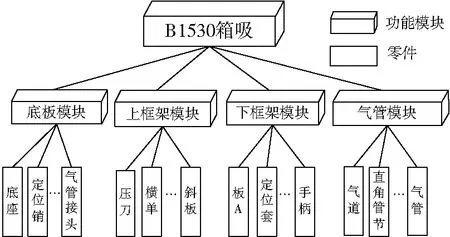
图4 工装的模块划分
2.4 库文件的建立和调用
对发泡模具进行系列化设计时,需要在工装的装配体上进行操作,因为无法避免设计人员的操作失误所可能引起的装配体出错或者导致装配体无法使用的情况[11]。为了不出现上述错误,本系统采用的方法是建立一个库文件,将产品设计中所需要的零部件文件全部保存在库文件中,当需要对其中某一类发泡模具的工装进行参数化设计时,复制该工装的所有文件到指定的路径下,然后再对复制过后的工装进行各种系列化设计的操作,这就能保证在整个设计过程中不会导致因设计人员错误操作而造成整个系统后期无法使用。
2.5 零部件尺寸关系设定
由模块化的设计思想可知,工装的系列化设计首先给定所需的底座凸台结构的长宽尺寸值以及装配距离,系统将这三个主动尺寸传递给各个模块,在每个模块中均有两个尺寸与这三个尺寸对应。在模块内部,与三个主动尺寸所对应的被动尺寸转化为模块自身的主动尺寸,再通过同样的方式将主动尺寸信息传递至零件继而传递至零件的具体特征中。表1底座凸台结构尺寸为1500mm×500mm,装配距离为3mm情况下的工装装配体总装下部分尺寸的关系情况,表2为气管模块下的部分尺寸关系情况。

表1 工装内部各尺寸关系情况
在工装内部,”D3@草图1@底座<1>.Part@底板总成<1>.Assembly”、”D3@草图1@底座<1>.Part@底板总成<1>.Assembly”、"D1@距离2"为主动尺寸;"D1@距离6"、"D1@距离8"两尺寸为被动尺寸。

表2 气管模块下的部分尺寸关系情况
在气管模块内部,在工装内部,"D1@距离6"、"D1@距离8"两尺寸尺寸转化为主动尺寸,对数值"a"和"b"取整,分别得到气管总成沿着上框架开口的长宽方向上的气管接头数。
2.6 基于SolidWorks平台的系列化设计效果
基于SolidWorks三维设计软件以VC++6.0为开发平台按照上述设计思想开发出一套系统,由系统提供接口让设计人员根据设计需要输入底座凸台结构的长宽尺寸值以及底座和框架的装配距离,然后重建模型即可快速得到新的客户需求下的工装装配体,根据检测,完全符合设计需求。图5显示当输入4组不同数据时的工装装配体的结构,表3列出了4种情况下所对应的数据。

图5 工装系列化设计效果
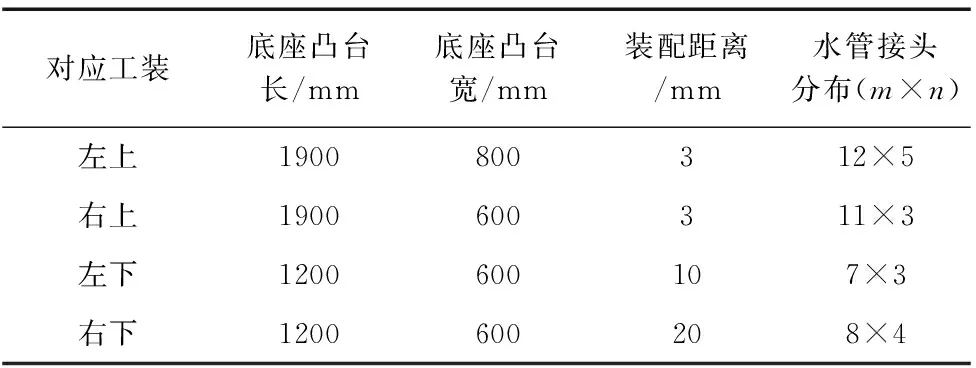
对应工装底座凸台长/mm底座凸台宽/mm装配距离/mm水管接头分布(m×n)左上1900800312×5右上1900600311×3左下1200600107×3右下1200600208×4
分析图、表可知,当设计人员根据产品设计需求在界面输入相应的参数值后,系统通过程序将工装框架开口大小迅速的更改至相对应的参数。例如第二行数据“右上”相对于第一行数据“左上”底座凸台的宽度值减少200mm,当改变参数后,系统迅速的将框架开口宽度方向尺寸缩小并且气管接头数由5个减为3个,具体变化可见图5。
此种针对装配体自身进行快速系列化的设计方法,仅仅需要用户输入几个总体尺寸参数值后即可完全实现,而基于零件的产品系列化设计方法则需要对每一个尺寸或结构发生改变的零件输入一次参数,二者相比得知,基于装配体自身的快速系列化的设计方法操作更少也更加高效。
3 属性的选择性快速添加
3.1 属性添加方法
工装中三维模型和工程图都是SolidWorks软件格式的,SolidWorks的工程图属性是与三维模型的属性是相关联的。
本文提出一种对三维模型进行快速添加属性的方法,流程如图6所示,利用循环语句将子件依次进行打开,然后对打开的子件添加所需属性,直到所有子件都完成对所选择的属性的添加。如图7所示,勾选5个属性,其余皆不予添加。文件类型“当前”是指为当前界面所打开的文件进行属性添加,“子件”是为当前界面所打开文件的子件进行属性添加,即图6中所述操作。
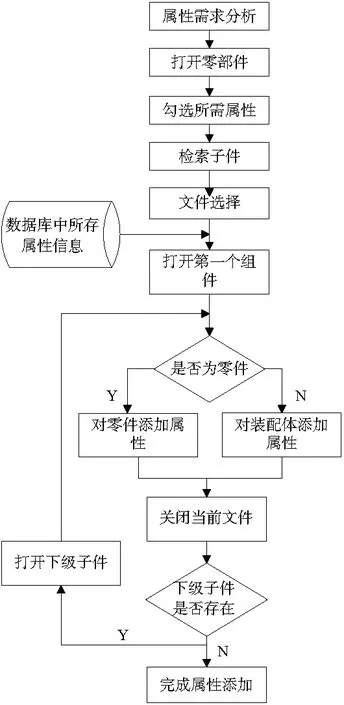
图6 属性添加流程

图7 属性的选择
用一个int型数组b[13]={……}(默认值都为0)去控制每一个属性的添加与否。当属性后面的勾选框处于勾选状态时变量为1,不勾选则为0。然后利用for()语句循环和if()语句判断变量的值来决定其所控制的属性是否进行添加。
通过上述操作就可以非常迅速地为装配体中所有零部件有选择的添加所需属性。
3.2 属性的选择性添加效果
箱吸B1530工装中,在总装界面下检索第一级子件可以得到底板总成、下框架、上框架和水管总成四个部件,分别打开这四个部件然后对部件添加属性信息,而后分别在各部件的界面下检索各个部件的零件,再按顺序对每一个零件添加属性。这样通过极少的操作即可对工装所有的零部件完成属性添加的工作。图8为气管总成中零件直角弯节的属性添加效果,从图中可以看出,所需5项均能正确添加。

图8 属性添加效果
4 结论
根据冰箱发泡模具系列化设计需求中工装部分的变参数设计要求,本文提出的按照模块化的设计思想,基于装配体的系列化设计方法,完美的解决了工装的系列化设计要求,此方法相对于以往先画好零件再进行装配和基于零件的参数化设计操作步骤更少、更加高效。通过循环语句和判断语句对属性的选择性添加,可以快速的对装配体的所有零部件进行属性有选择的添加操作,相对于以往的基于dwg格式图纸上的操作更加高效。
[1] 文学红,原红玲,秦建保.冰箱箱体发泡模具数值模拟与优化[J]. 特种铸造及有色合金,2016,36(3):249-251.
[2] 乔旭兴,马思乐. 直线式冰箱发泡生产线的设计与研究 [J]. 可编程控制器与工厂自动化,2010(3):49-52.
[3] YUAN H L.The design of the vacuum plastics-absorption mould for fridge freezer inner shell[J].Advanced Materials Research,2012,530:29-33.
[4] Timothy W Simpson.A concept exploration method for family design[D].Atlanta:Georgia Institute of Technology,1998.
[5] 杨善来,丁毅,谈国荣,等. 基于模块化的矿车参数化方法研究[J]. 机电工程,2016,33(12):1436-1441.
[6] 周玮. 基于SolidWorks阀门参数化CAD系统的研究[J]. 机械设计与制造,2010(6):180-182.
[7] 白小燕. 渐开线圆柱齿轮传动基于VB的SolidWorks二次开发与研究[D].西安:西安石油大学,2010.
[8] 王海军,孙宝元,张建明.客户需求驱动的模块化产品配置设计[J]. 机械工程学报, 2005,41(4):85-91.
[9] MARTIN L, ENGELBERT W. Integrated Product and Assembly Configuration Using Systematic Modularization and Flexible Integration[J]. ScienceDirect,2014,17:260-265.
[10] 潘双夏,高飞,冯培恩.批量客户化生产模式下的模块划分方法研究[J].机械工程学报,2003,39(7):1-6.
[11] 谈国荣. 底侧卸式矿车系列化产品CAD系统的设计与研究[D].合肥:合肥工业大学,2016.
ASeriesDesignMethodBasedonRefrigeratorFoamMold
DONG Yu-de1,DING Yi1,LI Jiu-cheng1,WANG He-sheng2
(1. School of Mechanical Engineering, Hefei University of Technology, Hefei 230009,China;2.Chuzhou KeChuang Mold Manufacture Co.,Ltd.,Chuzhou Anhui 239000, China)
This paper presents a personalized design method about the foam mold assembly in the process of refrigerator production, which driven totally by the customer’s needs of the refrigerator structure. The fast serialized design system is developed by SolidWorks,using modularization concept which divides the product according to structural’s characteristics.Set the size relationship of parts by the parameter passing order from the top-level assembly products to the bottom part and use the loop statement to quickly and selectively add operations to the components in the assembly.The examples prove that the system can make series design in the Foam mold assembly very quickly and add attributes to all the parts in a few steps, which effectively reduced the repetitive work of the designer.
assembly; modularization; parameter passing;dimension relations
TH122;TG502
A
1001-2265(2017)12-0125-04
10.13462/j.cnki.mmtamt.2017.12.031
2017-01-10;
2017-02-24
国家自然科学基金资助项目(51275145)
董玉德(1966—),男,安徽六安人,合肥工业大学教授、博士,研究方向为计算机辅助设计(CAD/CAE/PDM),(E-mail)dydjiaoshou@126.com;通讯作者:丁毅(1992—),男,合肥人,合肥工业大学硕士研究生,研究方向为数字化设计与制造,(E-mail)1091540806@qq.com。
(编辑李秀敏)
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
一重技术(2021年5期)2022-01-18
哈尔滨轴承(2021年1期)2021-07-21
河北画报(2021年2期)2021-05-25
甘肃教育(2020年8期)2020-06-11
家庭影院技术(2020年4期)2020-05-21
作文成功之路·小学版(2020年11期)2020-02-01
模具制造(2019年4期)2019-06-24
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
当代旅游(2015年10期)2016-03-07
