使用钙锌稳定剂生产PVC-U型材时遇到的问题及解决方法
2018-09-19 06:42张留网朱慧伟蒋华庭
塑料助剂 2018年3期
张留网 朱慧伟 赖 萍 蒋华庭
(华之杰塑料建材有限公司,湖州,313200)
PVC是五大通用塑料之一,广泛应用于工业、建筑、农业等领域。然而其本身存在着一些难以克服的缺点,即热稳定性极差,其热分解导致产品颜色变深,各项性能下降,需要使用热稳定剂改善其热稳定性。
目前中国市场上使用的大多为铅盐类稳定体系,其特点是:热稳定效果高,电绝缘性好,有一定的耐候性,价格便宜。但由于其具有毒性,在人体内有累积效应,危害人体健康。2017年7月1日起,中国已实施了GB/T33284-2017标准,标准中规定了PVC-U型材中重金属及两类物质限量要求,其中铅含量≤100 mg/kg,镉含量≤100 mg/kg,六价铬含量≤1000 mg/kg,汞含量≤1000 mg/kg,氯乙烯单体≤10 mg/kg,邻苯二甲酸二(2-乙基)酯含量≤1000 mg/kg。
钙锌复合稳定剂是以钙、锌等金属皂类和盐类为主体,配以亚磷酸酯等其他助剂而生成的复合稳定剂,由于其不含有铅、镉等重金属,是一种环保稳定剂。目前PVC-U环保型材的生产主要采用钙锌复合稳定剂,由于钙锌复合稳定剂是以硬脂酸钙和硬脂酸锌为主体,在PVC-U型材生产过程中,主要存在以下缺点:①生产过程中存在定型模入口处针状析出 (喷霜)及第一节定型模软析出,光泽度下降明显,同时产品异性结构(皮条口)等生产稳定性变差;②出现定型模硬析出,影响产品表面质量,导致产品表面出现较多凹线;③钙锌产品生产中出现产品内腔熔接不好,易出现断筋问题。一套模具采用钙锌体系生产型材,平均每48 h左右需要清理一次定型模和口模,开机和停机过程中产生了大量的废料,造成了极大的浪费。
由于钙锌稳定剂中存在一定的润滑成分,在型材挤出过程中,型材出口模时温度较高,在200℃左右,进入定型模时,定型模的温度为20℃左右,两者的温差相差较大,造成了润滑成分的析出,析出物的产生影响了产品的表面平整度,当析出物过量时会堵塞真空口,对产品的成型造成了不良影响。
本文主要研究了如何在不改变产品原有性能的前提下,减少使用钙锌稳定剂生产PVC型材时口模产生的析出物,主要从原材料及生产工艺两方面进行考虑,一种方案是采用低润滑的钙锌稳定剂,一种方案是采用新的预冷却工艺,比较不同配方或工艺的型材产品的性能以及生产时析出物的多少和模具的连续生产时间。
1 实验部分
1.1 主要原料
PVC,SG-5,新疆天业(集团)有限公司;轻质碳酸钙,宣城银鱼钙业有限公司;钛白粉,南京钛白化工有限公司;CPE,威海金泓高分子有限公司;ACR,泰州五一化工有限公司;钙锌稳定剂,江苏联盟化学有限公司;XJC-10B,落锤冲击试验机,承德市金建检测仪器制造厂。
1.2 实验仪器
锥形双螺杆挤出机(65/120),上海巨远塑料机械有限公司;试验模具,HMST8202,铜陵中发三佳科技股份有限公司;CM-2300d,分光测色计,柯盛行(杭州)仪器有限公司;MN60型光泽度仪,天津其立科技有限公司;TG328A,分析天平,上海天平仪器厂;RM-200A转矩流变仪,哈尔滨哈普电气技术有限责任公司。
1.3 实验配方
该试验采用3种方案,其中:方案1为常用钙锌稳定剂正常工艺;方案2为低润滑钙锌稳定剂正常工艺;方案3为常用钙锌稳定剂预冷却工艺。实验配方见表1。

表1 实验配方Tab.1 Formulas of different experimental schemes 份
1.4 实验设计
采用相同的配方,采用不同的钙锌稳定剂,一种为常用钙锌稳定剂,一种为稳定剂厂家特制的低润滑钙锌稳定剂,比较不同方案生产的产品的颜色、光泽度、密度以及抗冲击性能,同时比较分别采用正常工艺与预冷却工艺时析出物的多少以及生产的持续时间。
预冷却工艺,是在型材生产过程中,在模头和定型模之间设立一个装置,通过该装置,在型材进入定型装置前进行微冷却,在定型装置中不会造成骤冷后产生析出物现象。预冷却装置见图1。
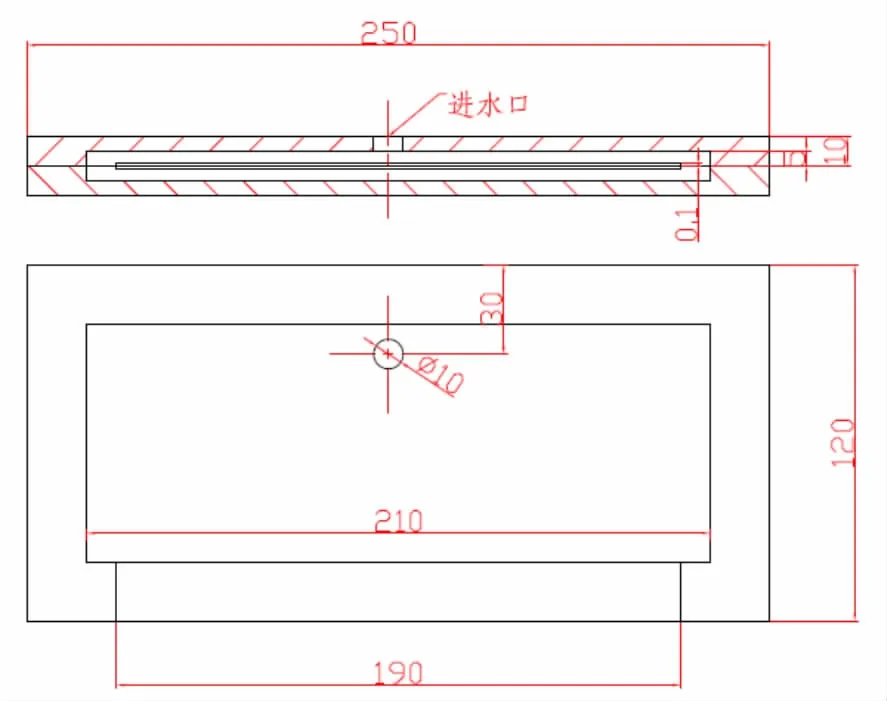
图1 预冷却装置Fig.1 A planar graph of a precooling device
通过可控制水量的水管连接进水口,控制冷却水进水量,可以控制微冷却时的出水量,水管可以直接连接在定型台的冷却水出口上,直接利用现有设备;冷却水出水装置:通过宽度为0.2 mm的出水孔,对产品表面进行微冷却,减少产品的表面析出。
2 结果和讨论
2.1 实验工艺比较
在相同挤出机上进行长期实验,三种方案的螺杆转速、加料转速以及温度设定都相同,3种不同方案生产时工艺见表2。

表2 实验工艺Tab.2 Parameters of experimental schemes
由表2可以看出,三种方案中,温度设定、喂料速度及螺杆转速都相同,方案1和方案3由于采用了同种稳定剂,扭矩、熔温及熔压都一样,方案2采用了低润滑的钙锌稳定剂,扭矩升高,同时熔温升高,熔压升高。
取方案1和方案2的干混料各62 g,使用RM-200A转矩流变仪进行混炼试验,温度设为180℃,试验载荷为5 kg,试验时间为330 s。两种方案的流变曲线对比见图2。
从图2可以看出,低润滑钙锌稳定剂体系比常用钙锌稳定体系塑化速度更快,扭矩更高,料温更高。因此在挤出过程中,低润滑钙锌稳定体系混合料塑化后在料筒里停留的时间过长,会导致混合料过塑,产品的颜色偏黄偏绿。
2.2 产品颜色比较
使用CM-2300D分光测色计对三种方案的产品的可视面进行颜色检测,三种方案的产品颜色比较见表3。

图2 方案1和方案2流变曲线Fig.2 Rheology cures of schemes 1 and schemes 2
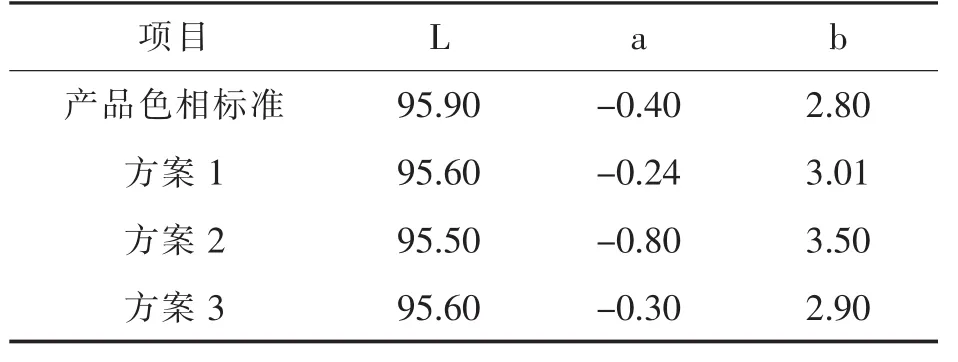
表3 型材产品颜色Tab.3 Colours of products from three schemes
从表3可以看出,使用低润滑钙锌稳定剂正常工艺进行生产时,产品颜色偏黄偏绿,与产品色相标准相差较大,与方案1和方案2流变曲线的对比结果相同,所有方案2需要在配料过程中另外添加硬脂酸、PE蜡等润滑剂。
2.3 产品光泽度比较
使用MN60型光泽度仪对三种方案的产品的可视面进行光泽度检测,检测时数值取可视面三个不同地方的光泽度的平均值,三种方案的产品光泽度比较见表4。

表4 型材产品光泽度Tab.4 Glossiness of products from three schemes
从表4可以看出,采用低润滑钙锌稳定剂正常工艺生产时,型材产品的光泽度会偏低,采用常用钙锌稳定剂预冷却工艺,对型材产品光泽度影响较小。
2.4 产品密度比较
从三种方案的产品上取一小段,按照GB/T 1033.1-2008中的A法进行检测,三种方案的产品密度比较见表5。

表5 型材产品密度Tab.5 Densities of products from three schemes
从表5可以看出,三种方案的产品密度相近,说明钙锌稳定剂的不同及工艺的不同不影响产品的密度,产品的密度与配方中添加的助剂的多少(如碳酸钙、钛白粉等)有关。
2.5 产品抗冲击性能比较
由于生产的产品为美式型材,产品的抗冲击性能检测采用ASTM:D4226中的方法B进行检测,检测方法为:选用C125锤头(锤头顶部半球的半径0.3175 cm,质量为8磅即3.6 kg),落锤高度为151×产品壁厚(mm),样片宽度不小于20 mm,冲击间距不小于25 mm,冲击次数为10次,脆性破坏≤5次为合格 。实验仪器为XJC-10B落锤冲击试验机。HSMT8202的壁厚为1.65 mm,落锤高度应为151×1.65=249 mm。三种方案的抗冲击性能比较见表6。

表6 型材产品抗冲击性能Tab.6 Impact resistances of products from three schemes
从表6可以看出,三种方案的抗冲击性能相近,说明方案2和方案3的不同对产品抗冲击性能影响不大,型材产品的抗冲击性能主要与配方中抗冲改性剂(如CPE)的添加份数有关。
2.6 口模析出物的多少与生产持续时间比较
对三种方案生产产品的连续时间进行记录,比较三种方案生产型材时口模的析出物的多少,口模析出物的多少与生产持续时间比较见表7。
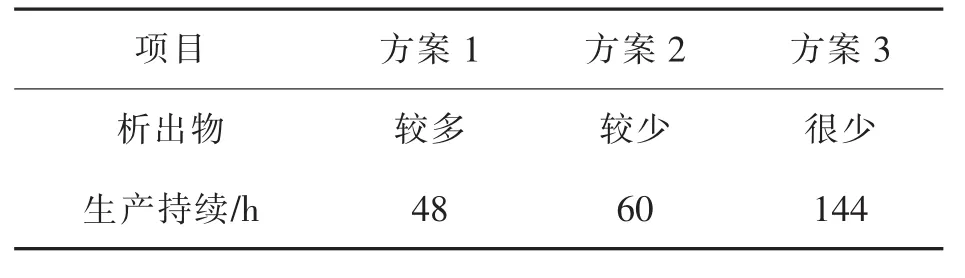
表7 析出物与生产持续时间Tab.7 Educts and producing duration time of products from three schemes
从表7可以看出,采用低润滑钙锌稳定剂可以有效减少析出物的产生,但由于稳定剂的性能比常用钙锌稳定剂差,连续生产会出现因生产不稳造成的堵模现象,所有方案2的生产持续时间略微提升;采用常用钙锌稳定剂预冷却工艺,可以在确保产品性能及生产稳定性的基础上大幅减少析出物的产生,同时大大提升了生产的持续时间。
3 结论
(1)采用低润滑钙锌稳定剂正常工艺生产,可以减少生产时析出物的产生,生产持续时间可以略微提升,但产品的颜色比常规钙锌稳定剂生产时更绿更黄,产品颜色差异较大,需要添加适量的润滑剂,生产成本比采用常用钙锌稳定剂更高,从生产稳定性及经济的角度考虑,不予以采用。
(2)采用预冷却工艺,可以在确保产品性能的前提下,明显减少析出物的产生,同时明显提高钙锌体系生产PVC型材时每套模具持续生产的时间,减少了清理定型装置时产生的停机和开机废料,减少了人力物力的浪费。该方案可以充分利用原有的生产设备,成本较低,从生产稳定性及经济的角度考虑,都是最佳方案。
型材预冷却工艺已通过专利审批,获得实用新型专利授权。由于该技术的实施,可以用钙锌稳定剂取代铅盐稳定剂,避免了重金属污染,满足人们对健康的需求。析出物的减少为无铅化进程提供了有力的保障。
猜你喜欢
煤气与热力(2022年4期)2022-05-23
汽车与驾驶维修(维修版)(2022年11期)2022-02-24
煤气与热力(2021年7期)2021-08-23
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
铝加工(2019年5期)2019-11-12
上海包装(2019年2期)2019-05-20
中国食用菌(2018年5期)2018-09-22
中国果菜(2015年8期)2015-12-10
中国塑料(2015年6期)2015-11-13
橡胶工业(2015年1期)2015-07-29