
机组转轮叶片裂纹及掉块情况分析
2020-11-24 00:39邓竹林
经济技术协作信息 2020年33期
◎邓竹林
(作者单位:湖南澧水流域水利水电开发有限责任公司)
文章介绍了江垭水电站#1机组转轮叶片异常裂纹和掉块情况及初步原因分析,对分析水力发电机组同类型故障有借鉴作用。
一、设备概况
江垭水电站共装三台单机100MW的水轮发电机组,生产厂家为东方电机股份有限公司,#1机1999年5月投运,水轮机型号为HLD257-LJ-367.5,共有13块叶片,转轮重量44000kg,标称直径3675mm。水轮机转轮采用铸焊结构,转轮上冠、下环材料为ZG20SiMn,叶片采用具有良好抗气蚀和焊接性能对的ZGOCr13Ni5Mo材料,转轮采用整体方案。最大直径4004mm,高度2371.25mm。转轮和水轮机主轴采用螺栓连接,转轮的上冠和下环设置热套OCr13Ni5Mo不锈钢的止漏环。转轮上冠设置泄水孔,以减少对顶盖的水压力。转轮泄水锥采用钢板焊接结构,所有流道尺寸满足与模型尺寸几何相似。
主要技术参数:
额定出力:102MW;最大水头109.5m;
额定流量:141.68m3/s;最小水头62.1m;
额定转速:187.5r/min;额定水头:80m;
飞逸转速:375r/min;安装高程:120.69m;
额定效率:91.92%;吸出高程-6m。
二、江垭水电站#1机组转轮叶片历次裂纹及掉块情况
2000年至2019年以来,江垭水电站#1机组在14次停机检修过程中共发现叶片掉落4块、贯穿性裂纹32条、非贯穿性裂纹20条,其中最大掉块为890mm×360mm,最大裂纹长度达600mm,最多一次发现有7块叶片出现裂纹。每次由于处理叶片裂纹及掉块导致检修工期延长,影响了机组的经济运行时间,增加了检修成本。同时叶片掉块给机组安全运行带来很大的威胁,可能造成重大安全事故。
三、裂纹及掉块初步原因分析
水轮机转轮在运行中,产生裂纹及掉块的主要原因为东电生产的转轮因高效率要求的设计及加工制造工艺的原因使叶片自身强度、刚度不够,因机组长期在振动区运行受较大的水力振动影响导致叶片疲劳损伤。从#1机的机组在线监测历史数据来看,机组自身振摆数据正常,对转轮产生不良振动无影响;主要存在问题为以下几点:
1.铸造水平及焊接工艺较差。江垭#1机水轮发电机组为1997年12月出厂,通过机组的检修测量和现场处理得出的结论江垭机组转轮加工制造工艺较差(无数控车床,全手工打磨),如江垭#1机转轮叶片薄厚不均(以#1机#2叶片为例,测量出水边六个不同的位置厚度分别是15mm、14mm、12mm、10mm、15mm、12mm),叶片型线也比较差。同时自投运以来,叶片出现裂缝共52条,叶片掉落4块,每次焊接后都是人工手动打磨,无法完美的打磨出叶片型线,通过水轮机的水流状况恶化,水力振动较为明显,造成的破坏也相对加剧。
2.材质问题。(1)江垭水轮发电机转轮采用的是ZGOCr13Ni5Mo材料,咨询厂家和其他电厂,了解到此材料生产的多台转轮叶片在振动区运行都出现裂纹情况。(2)在转轮叶片裂纹及掉块检修现场通过多次观察发现裂缝断面的材质中有疑似夹渣现象,影响叶片的强度和刚度。(3)湖南省湘电锅炉压力容器检验中心有限公司所做的江垭水电站转轮叶片理化检验报告中——①定量光谱分析报告结论:送检样品参照GB/T6967-2009《工程结构用中、高强度不锈钢铸件》中ZG04Cr13Ni5Mo验收合格。注:电厂提供牌号ZG0Cr13Ni5Mo未纳入标准。②硬度试验报告检测结果:叶片不同区域表面硬度差异较大,叶片表面和芯部硬度差异较大。③金相检验报告检验结果:疑似夹杂物部位金相组织明显分为两个区域,黑色区域组织为马氏体,白色区域为奥氏体+碳化物。④拉伸试验报告:拉伸试验样品表面可见明显铸造缺陷,如孔洞,夹杂等。⑤扫描电镜试验报告:原材料中存在明显夹杂,成分为钛硅化合物。
3.不良的运行方式。江垭水电站机组自2007年以来一直参与湖南电网AGC调节,且振动区设定范围偏小,只有5-10MW和30-40MW两个狭小区间,远远小于试验测出的机组振动区,机组负荷大范围频繁变化且长时间在振动区运行。由于混流式水轮机叶片不能调节,当水头或负荷偏离最优工况较多时,必然会有水力不稳定而使叶片承受动荷载,促使叶片裂纹产生。
四、预防措施
1.优化运行方式。(1)运行值班人员积极联系调度,使机组尽量避开在水力不稳定叶片动载荷大的振动区域运行。(2)通过振动区划分试验数据报告,积极向电网调度部门沟通,设置合理的振动区,使机组避开振动区运行。
2.优化水力设计。虽然现在的技术条件比较先进,混流式水轮机中的水流也比较稳定,但是还不能够准确预测压力脉动幅值与相应运行区域,并且模型试验结果和真机间依然没有建立起具有实用价值的换算关系,所以要针对电站运行特征,合理选择与优化水轮机的参数和设计,并建立模型试验来验证最佳水力稳定性。
3.重新设计制造更换转轮。应急处理措施可对掉块或裂纹进行修复焊接,再由人工手动打磨叶片型线后投入运行,这种处理方式受现场工艺所限,无法根本解决转轮制造工艺及原始材质的根本性问题。要从根本上解决转轮自身问题,应重新设计转轮,优选材料制造安装,同时根据新转轮运行模式设置振动区,使机组避开振动区运行。
五、转轮叶片掉块及裂纹部分图片

4号叶片掉块

7号叶片掉块
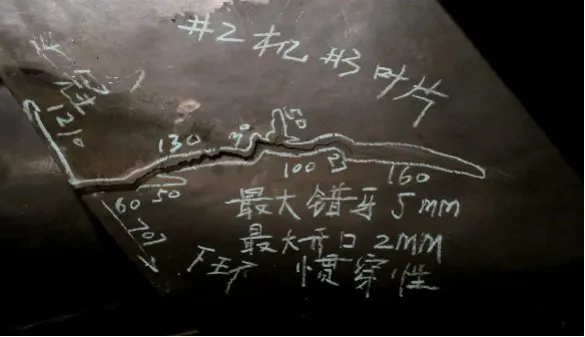
叶片裂纹

叶片掉块处理过程中
猜你喜欢
水泵技术(2022年3期)2022-08-26
大电机技术(2022年3期)2022-08-06
大电机技术(2022年3期)2022-08-06
水泵技术(2022年2期)2022-06-16
大电机技术(2022年2期)2022-06-05
煤气与热力(2021年12期)2022-01-19
建材发展导向(2021年13期)2021-07-28
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
装备制造技术(2020年4期)2020-12-25
