
60CrNiMo轧辊退火工艺研究
2021-11-12 14:19石媛白兴红王大鹏天津重型装备工程研究有限公司
锻造与冲压 2021年21期
文/石媛,白兴红,王大鹏·天津重型装备工程研究有限公司
轧辊是轧钢设备中的重要备件,由于其使用环境、工作状态等要求其具有良好的综合性能。金属材料的性能与其化学成分和组织有密切关系。热处理是改变材料组织的有效方法之一。对于轧辊产品,通常需要预备和最终热处理工艺来获得优异、可靠的综合性能。锻后热处理(退火)工艺作为连接锻造和性能热处理的重要环节,需要消除锻造应力,降低H含量,调整锻造过程形成的粗大组织晶粒,为性能热处理做组织准备。因此我们有必要对锻后热处理过程组织转变进行研究,确定最佳工艺参数。
试验材料及试验方法
试验材料
试验材料牌号为60CrNiMo,经CS600设备检测,具体化学成分见表1,利用膨胀仪测定60CrNiMo材料的转变点,Ac1的临界点是728℃,Ac3的临界点是786℃。

表1 60CrNiMo化学成分(Wt.%)
试验方法
⑴锻态还原试验工艺。为了模拟轧辊实际生产,需将试样还原为锻造结束、退火前状态。根据现场测温数据,制定了实验室热处理工艺曲线,如图1所示。
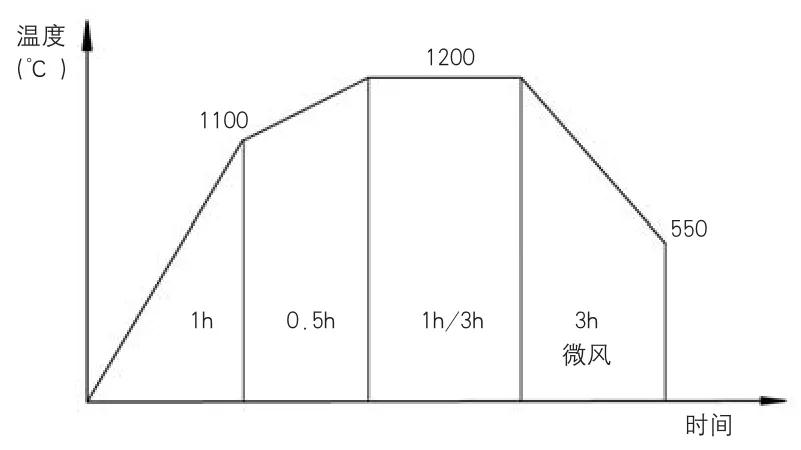
图1 锻态还原热处理试验曲线
⑵退火试验工艺。支承辊锻造结束后进入锻后热处理(退火)阶段,为了研究该过程中的组织转变及工艺参数,制定了退火热处理工艺曲线,如图2所示。

图2 退火热处理工艺曲线
试验结果
锻态还原试验结果
图3为锻态还原后的金相照片,可以发现,锻造还原后晶粒非常粗大。保温1h时,粒度已经达到0-00级。且保温时间越长,晶粒越粗大。保温3h与保温1h相比,晶粒尺寸不仅整体偏大,且小晶粒数量明显减少。
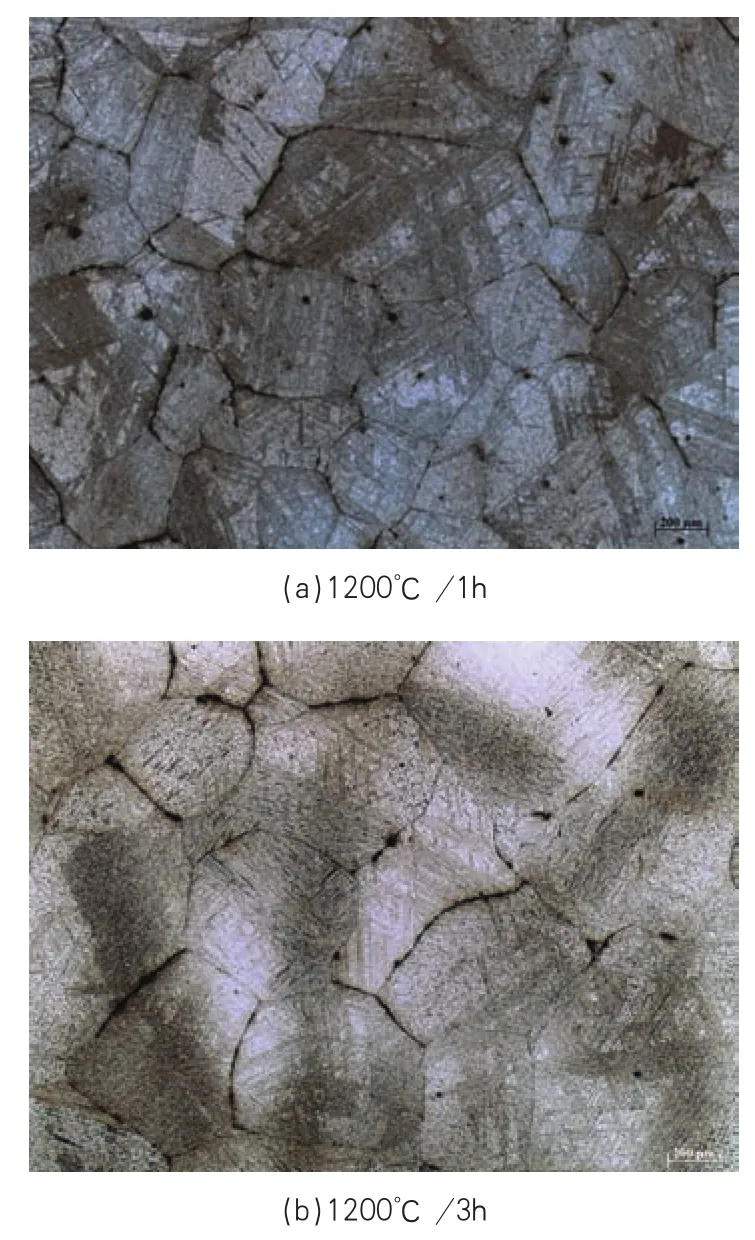
图3 锻态还原后的金相照片
退火试验结果
坯料锻造结束后,开始执行锻后热处理工艺,由于轧辊尺寸较大,心部和表面的加热、冷却速度相差很大,导致辊身心部和表面温差很大,因此有必要对轧辊辊身温度进行数值模拟,并依此制定轧辊辊身表面和心部的热处理模拟曲线。此次数值模拟及室内试验参数均以规格φ1000mm×2600mm×5100mm的轧辊作为热处理模拟模型,如图4所示。

图4 φ1000mm×2600mm×5100mm轧辊模型
待料保温时间
待料保温段,锻态组织需转化为珠光体组织。为后续晶粒细化提供组织保证。此次数值模拟待料温度为640℃,保温时间选择30h。模拟计算结果如图5所示。首先依据模拟结果,制定轧辊辊身心部热处理试验曲线,如图6所示。

图5 辊身温度数值模拟曲线

图6 辊身心部热处理试验曲线
图7~图10为实验室模拟锻态辊身心部640℃保温11.5h、13h、17.5h、30h所得金相组织。由图7~图8可得,640℃保温11.5h和13h时,所得组织为马氏体组织。由图9~图10可得640℃保温17.5h和30h时,所得组织均为层片状珠光体组织。根据图6可得,640℃保温11.5h和13h时,轧辊辊身心部温度分别为670℃和660℃。640℃保温17.5h和30h时,轧辊辊身心部温度分别为650℃和640℃。

图7 保温11.5h

图8 保温13h

图9 保温17.5h

图10 保温30h
由以上分析可得,60CrNiMo轧辊锻造结束后,退火待料段的保温时间,需要保证轧辊辊身心部温度不大于650℃,才可以满足辊身心部锻态组织转变为珠光体组织。对于规格φ1000mm×2600mm×5100mm的轧辊,当轧辊辊身心部温度降至650℃ ,辊身表面在640℃保持7h。图11为辊身表面640℃保温7h辊身表面热处理试验曲线。
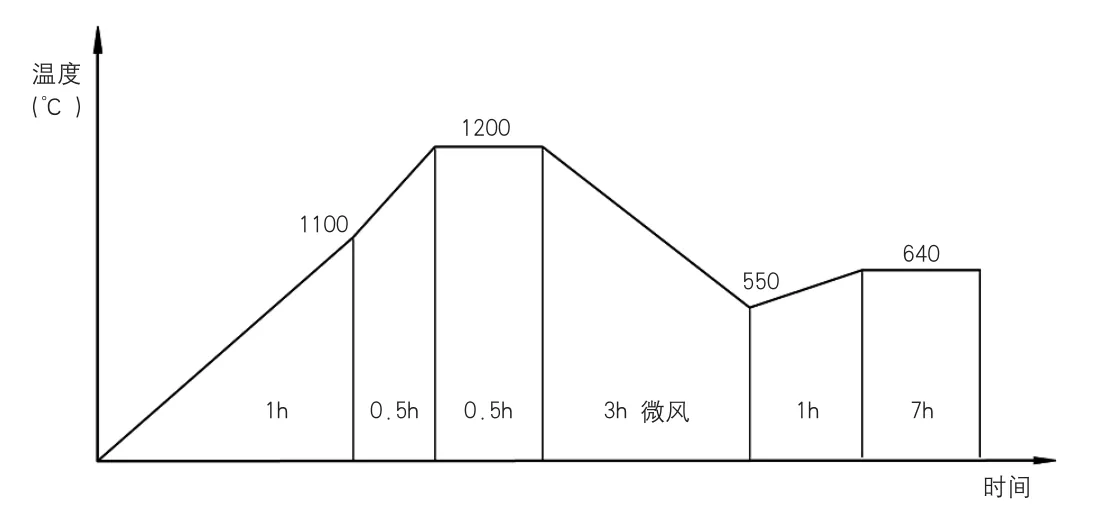
图11 辊身表面热处理试验曲线
图12为实验室模拟锻态辊身表面640℃保温7h所得金相组织。由图12可得,辊身表面640℃保温7h时,所得组织为珠光体组织。说明当辊身心部锻态组织转变为珠光体时,整个辊身均已组织转变完全。

图12 640℃保温7h所得金相组织
奥氏体化温度及时间
为了调整锻造过程形成的粗大的晶粒,需要在锻后热处理过程中重新进行奥氏体化,获得细小的晶粒。为此,选择不同奥氏体温度和时间进行室内试验,具体工艺参数详见表3。
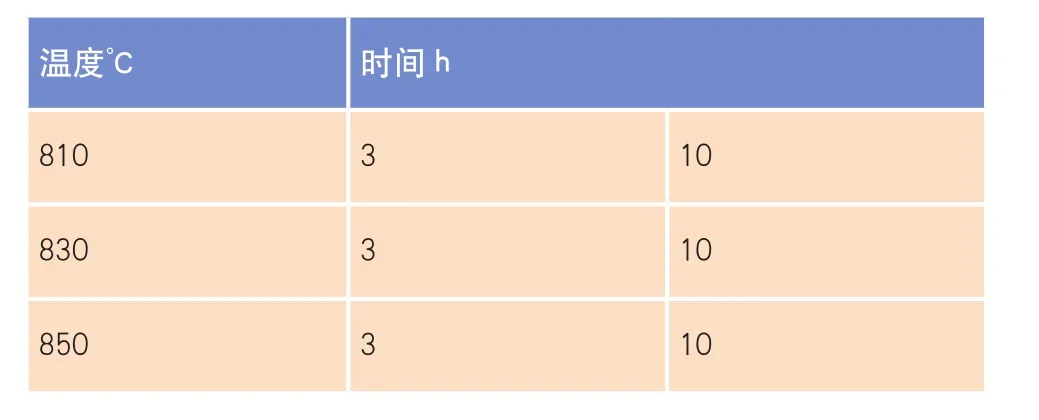
表3 奥氏体温度和时间
图13~图18为不同奥氏体温度和保温时间所得的晶粒度。奥氏体化温度为810℃时,保温3h和保温10h奥氏体晶粒度分别为8级和7级。奥氏体化温度为830℃时,保温3h和保温10h奥氏体晶粒度均为7级。奥氏体化温度为850℃时,保温3h和保温10h奥氏体晶粒度分别为7级和6.5级。

图13 810℃/3h 8级

图14 810℃/10h 7级

图15 830℃/3h 7级

图16 830℃/10h 7级

图17 850℃/3h 7级

图18 850℃/10h 6.5级
随着奥氏体化温度的升高和奥氏体化保温时间的增加,晶粒尺寸有所增大,但变化不大,即使在850℃保温10h晶粒度级别仍可以达到6.5级。为了节约实际生产时间,将奥氏体化温度定为850℃,奥氏体化保温时间定为10h。利用模拟软件模拟上述参数,得到轧辊辊身表面和心部温度变化曲线,如图19所示。850℃保温10h时,辊身心部温度不小于845℃保持3h,表面温度不小于845℃保持10h左右。依据数值模拟计算结果,制定室内试验方案,采用金相等手段对组织转变进行了系列研究,确定退火低温保持温度及奥氏体化的最佳温度及时间。

图19 辊身表面和心部温度变化曲线
猜你喜欢
金属热处理(2022年9期)2022-10-21
金属热处理(2022年8期)2022-09-05
金属热处理(2022年7期)2022-07-26
金属热处理(2022年4期)2022-04-19
金属热处理(2022年2期)2022-03-16
金属热处理(2022年1期)2022-03-15
风流一代·TOP青商(2022年1期)2022-01-20
铀矿冶(2021年4期)2021-11-10
铝加工(2021年2期)2021-05-17
有色金属科学与工程(2021年1期)2021-03-04
