触变–塑变复合成形铸铁材料的耐磨损和抗腐蚀性能研究
2022-06-22 03:03李荣飞罗倩袁琳祝泽林周辉张茂林杨鹏段悦洪孟毅
精密成形工程 2022年6期
李荣飞,罗倩,袁琳,祝泽林,周辉,张茂林,杨鹏,段悦洪,孟毅
触变–塑变复合成形铸铁材料的耐磨损和抗腐蚀性能研究
李荣飞1,罗倩1,袁琳1,祝泽林2,周辉1,张茂林1,杨鹏1,段悦洪1,孟毅2
(1.中国石油集团济柴动力有限公司成都压缩机分公司,成都 610100;2.重庆大学,重庆 400044)
针对天然气压缩机用铸铁构件服役环境恶劣的情况,研究一种提升其耐磨损和抗腐蚀性能的成形工艺。以天然气压缩机用FCD400铸铁材料为研究对象,通过熔融–冷却试验和热压缩试验获得FCD400铸铁材料在高温条件下的固–液相变规律、半固态触变成形性能、塑性成形性能。基于该铸铁材料性能建立合适的触变–塑变复合成形工艺方案。通过二段热压缩试验开展FCD400铸铁材料的触变–塑变复合成形的物理模拟,验证触变–塑变复合成形的可行性。随后,通过摩擦磨损试验和中性盐雾腐蚀试验,对比触变–塑变复合成形铸铁材料和原始铸态材料的耐磨损和抗腐蚀性能,验证触变–塑变复合成形的有效性。触变成形阶段变形量为12 mm且塑性成形阶段变形量为20 mm的触变–塑变复合成形FCD400铸铁材料具有更加精细的珠光体片层,以及更高的硬度和更好的耐磨性能。触变成形阶段变形量为20 mm且塑性成形阶段变形量为12 mm的触变–塑变复合成形FCD400铸铁材料具有更加离散且细小的球状石墨,离散分布的细小球状石墨对基体的撕裂作用更小并能够减缓腐蚀速率。通过调节触变–塑变复合成形工艺参数,能够实现对FCD400铸铁材料的耐磨损和抗腐蚀性能的主动调控。
触变–塑变复合成形;摩擦磨损;耐腐蚀性能;铸铁材料
随着科技的快速发展,工程领域对金属材料的使用寿命以及稳定性能提出了更高的要求。材料有断裂、腐蚀和磨损3种破坏形式[1-2]。磨损现象广泛存在于众多的工业门类里,例如机械装备、能源采集等领域。材料磨损造成的经济损失巨大,以2020年为例,美国约损失500亿美元/年,德国约损失300亿欧元/年[3-5]。磨损会造成机械老化,降低机械的精度和强度,并大大减少零件的使用寿命,严重时甚至会引起生产事故,造成人员伤亡和巨大的经济损失。随着工业的发展,耐磨铸铁需要在循环载荷、高冲击载荷环境下仍然具有良好的耐磨性能[6]。腐蚀所造成的损失和危害在磨损之上,发达国家因材料腐蚀造成的损失占其GDP的2%~4%[7]。过去的研究大多是对经过后处理的材料进行性能对比分析。王学亮等[8]对几种常见耐磨耐冲击材料的综合性能进行了对比分析。王兴富等[9]研究了深冷处理对钴基合金摩擦磨损性能的影响。曹培等[10]研究了氮碳共渗高碳当量铸铁的干摩擦磨损特性。苏超然等[11]通过磨损试验研究了不同激光淬火方式处理后的球墨铸铁摩擦性能。另外,还有一些学者研究了石墨形态对铸铁性能的影响。李梦楠等[12]研究了不同蠕化率蠕墨铸铁的干滑动摩擦磨损性能。张宝峰等[13]研究了变温条件下石墨形态对缸套铸铁磨损性能的影响。在铸铁的冶炼工序里,宋延沛等[14]探索了不同变质剂加入量对高合金耐磨白口铸铁组织和性能的影响,并有效提升了该钢铁材料在高应力腐蚀工况下的力学性能和耐腐蚀磨损性能。上述研究并未从开发铸铁构件成形制造新工艺的角度去提升其服役性能。半固态成形技术自20世纪70年代被美国麻省理工的学者开发以来,一直是金属材料精密成形研究的热点技术之一[15]。传统半固态成形技术对金属材料熔点和半固态温度区间的要求苛刻,钢铁材料半固态成形的研究进展缓慢[16]。半固态成形构件成分偏析引发的组织性能不均匀也严重限制了钢铁材料半固态成形的工业应用[17]。因此,开发一种既能够有效利用钢铁材料半固态成形特性又能够克服其温度区间窄、熔点高等物性特点进而制造出符合钢铁构件服役要求的成形工艺是非常有必要的。
文中将半固态触变成形与塑性成形有机结合,建立了铸铁材料的触变–塑变复合成形工艺,通过探究触变–塑变复合成形工艺参数对铸铁材料的宏观几何形状和微观组织形貌的影响机理,阐明工艺参数和组织形貌与铸铁材料力学性能之间的映射关系,有效改善铸铁材料的耐磨损和抗腐蚀性能,进而为复杂铸铁构件的加工制造提供全新的创新思路和理论支持。
1 试验
1.1 熔融–冷却试验
天然气压缩机用FCD400铸铁原始材料的化学成分和微观组织如表1和图1所示。FCD400铸态的微观组织是由浅色的铁素体基体和离散分布的球状石墨组成的二相组织。从原始材料中切取高度和直径分别为20 mm和10 mm的圆柱形试样,将试样加热至1 380 ℃后停止加热,让试样在氧化铝坩埚内部自由冷却至室温,使用一组K型热电偶测量该试样在熔融和冷却过程中的温度变化情况,如图2所示。FCD400铸铁的液相线和固相线温度分别为1 155 ℃和1 150 ℃,半固态温度区间仅为5 ℃,可见该材料并不具备传统半固态成形技术所要求的较宽半固态温度区间。
表1 FCD400铸铁的化学成分

Tab.1 Chemical composition of FCD400 cast iron wt.%
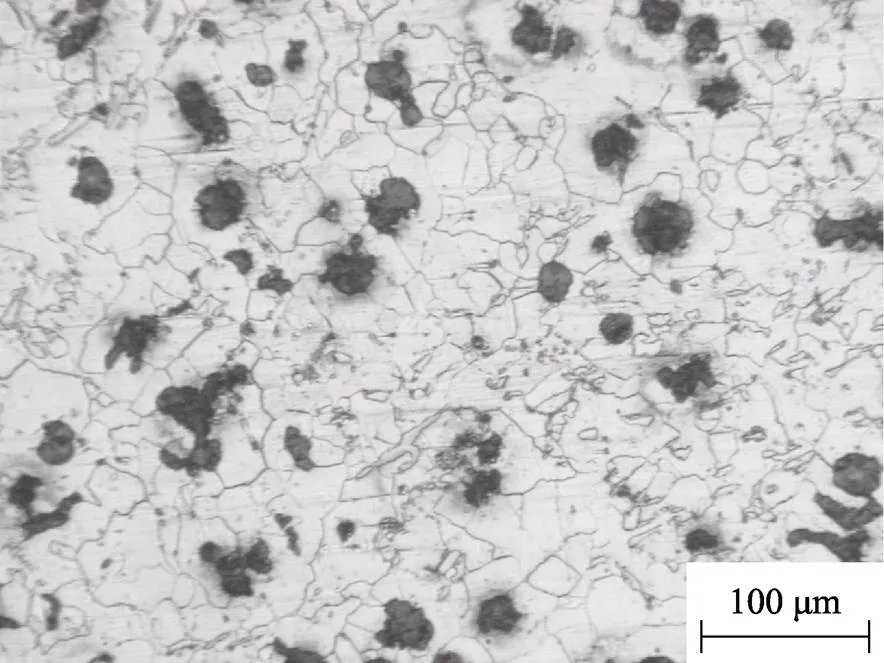
图1 FCD400铸铁原始材料的微观组织

图2 熔融–冷却试验中FCD400铸铁材料的温度变化情况
1.2 热压缩试验
从FCD400铸铁原始材料中切取高度和直径分别为45 mm和30 mm的圆柱形试样。利用感应线圈与机械伺服压力机搭建热压缩试验平台如图3所示。将试样加热至既定温度并保温1 min后,借由一副圆柱形氮化硼陶瓷模具对试样进行压下量为32 mm的热压缩变形。热压缩试验的工艺参数与行程–载荷数据均由计算机系统控制并记录。

图3 热压缩试验及触变–塑变复合成形试验装置
1.3 触变–塑变复合成形试验
触变–塑变复合成形试验使用与热压缩试验相同的试验平台与控制系统,分别在FCD400铸铁材料的半固态成形温度区间和塑性成形温度区间对试样进行二段压缩,如图4所示。触变–塑变复合成形试验的工艺参数与行程–载荷数据均由计算机系统控制并记录。

图4 触变–塑变复合成形工艺示意图
1.4 摩擦磨损试验
如图3b所示,利用线切割将触变–塑变复合成形试样切成尺寸为30 mm×20 mm×3 mm的长方体,然后用砂纸将待磨损表面打磨至1000目。使用布鲁克UMT–TriboLab多功能摩擦磨损试验机开展摩擦磨损试验,选用硬度为65HRC的GCr15钢珠作为摩擦副。摩擦磨损试验正压力为5 N,摩擦频率为4 Hz,摩擦时间为30 min,磨痕长度为10 mm。使用布鲁克GT–K白光三维轮廓仪的扫描功能测量摩擦磨损试样的损失体积,并得到试验过程中的摩擦因数曲线。使用JEOLJSM–7800F场发射电子显微镜及附带的能谱仪(EDS)观察和分析经磨损后试样表面磨痕的磨损形貌与元素分布情况。
1.5 盐雾腐蚀试验
如图3b所示,利用线切割从触变–塑变复合成形试样上切取尺寸为30 mm×20 mm×3mm的长方体试样,将切取后的试样放置在盐雾腐蚀箱中,每2 h观察一次,拍照记录铁板的腐蚀情况,并测量铁板的腐蚀面积。
2 结果与分析
2.1 热压缩试验
热压缩试验获得的不同变形条件下FCD400铸铁的真应力–真应变曲线如图5所示。FCD400铸铁的真应力数值随着成形温度的升高和应变速率的降低而降低。FCD400铸铁在800、900、1 000、1 100 ℃为固态,在1 150 ℃为半固态。固态FCD400铸铁的成形特性符合传统金属材料塑性成形特性,在较高成形温度和较低的应变速率条件下具有较高的塑性成形性能。半固态FCD400铸铁坯料的成形特性主要包括固相的滑动和液相向自由表面的流动,因此,半固态坯料比固态坯料的变形抗力更低。同时,较低的应变速率为液相外流提供了更长的时间,因此采用更低的应变速率会导致更严重的液相偏析。

图5 不同变形条件下的FCD400铸铁的真应力–真应变曲线
基于上述分析,提出了FCD400铸铁的触变–塑变复合成形工艺,其设计原则如下:首先,在充分利用半固态材料良好流动性的前提下,避免液相偏析引起组织性能不均匀;其次,在充分利用固态塑性变形消除组织缺陷、提升力学性能的前提下降低对设备成形力的要求。因此,在半固态触变成形阶段采用较高的应变速率抑制液相偏析,在塑性成形阶段采用较低的应变速率降低成形载荷。
2.2 触变–塑变复合成形试验
由于FCD400铸铁的半固态温度区间较窄,因此只选用单一的触变成形温度和塑性变形温度,分别为1 152 ℃和1 000 ℃。由于触变–塑变复合成形试验的整体变形量(32 mm)较大,因此触变成形和塑性变形的变形量分别在20、16、12 mm中进行排列组合。不同工艺参数下触变–塑变复合成形的FCD400铸铁试样在塑性成形前后的微观组织如图6所示。所有试验条件下获得的FCD400铸铁试样都表现为由深色的珠光体基体、黑色的球状石墨、包裹在石墨周围的浅色铁素体组成的三相微观组织。当触变成形阶段压下量较大时,FCD400铸铁试样的微观组织会发生一定的扭曲,这是由半固态组织中的固相随着坯料整体几何形状变化而产生的翻转及滑动造成的,如图6a所示。在随后的塑性变形阶段,无论是球磨铸铁还是包裹在球磨铸铁以外的铁素体均呈现出垂直于压缩变形方向拉长的形貌,这是由坯料发生的塑性变形引起的,如图6d所示。随着触变成形阶段压下量的不断减少和塑性变形阶段压下量的不断增加,一方面触变成形后微观组织产生的扭曲逐渐减小(如图6b和6c所示),另一方面塑性变形后球磨铸铁和铁素体的变形量也逐渐增加(如图6e和6f所示)。使用扫描电子显微镜(SEM)对不同工艺参数下触变–塑变复合成形的FCD400铸铁试样(依据压下量分配,分别命名为20–12、16–16、12–20)的珠光体基体部分的微观组织进行观察,如图7所示。可以看出,塑性变形阶段变形量较大的FCD400试样中的珠光体片层更加精细。
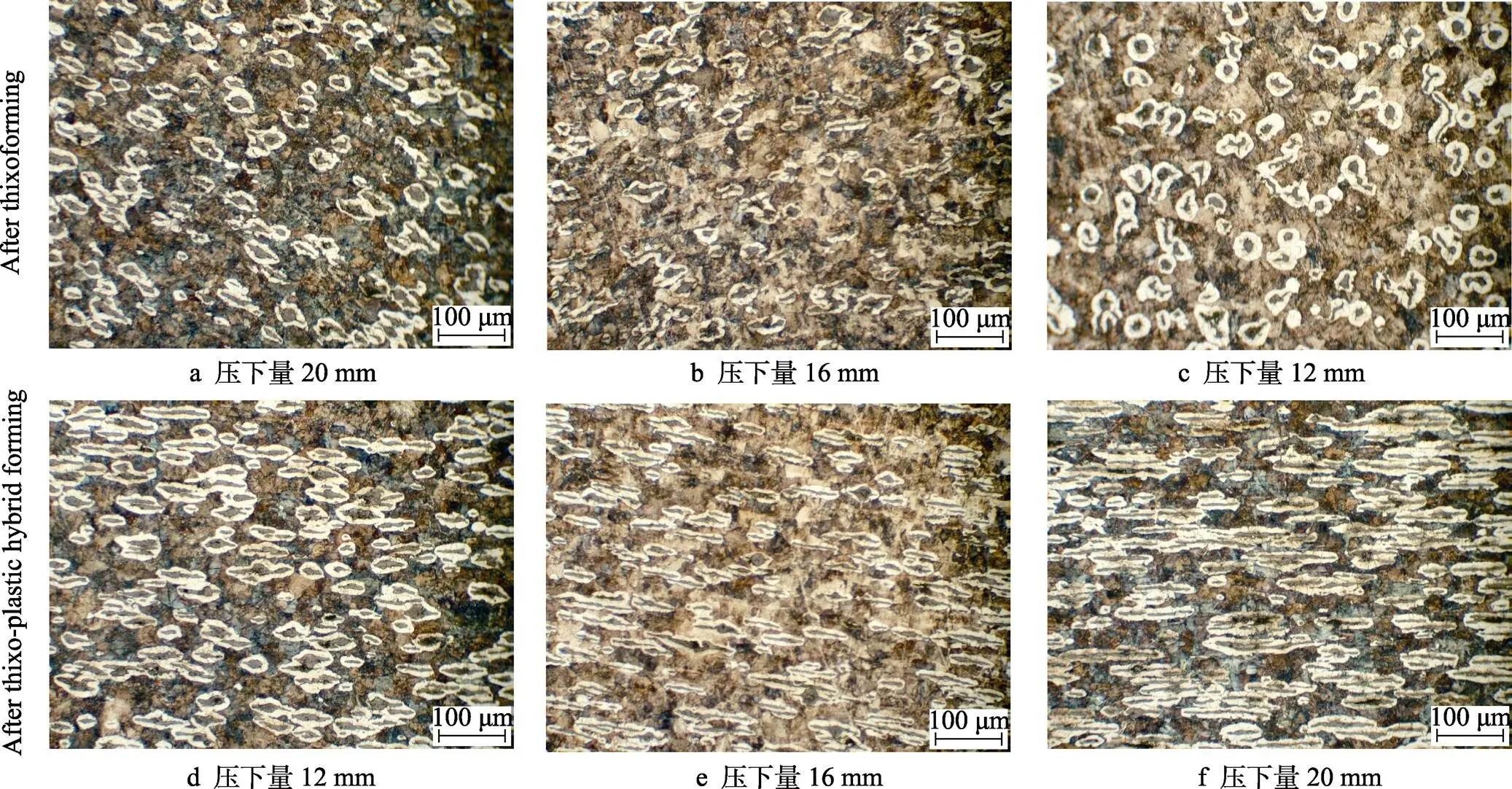
图6 采用不同工艺参数触变–塑变复合成形的FCD400铸铁试样在塑性成形前后的微观组织

图7 采用不同工艺参数触变–塑变复合成形的FCD400铸铁试样中珠光体基体部分的扫描电子显微镜照片
2.3 摩擦磨损试验
利用白光轮廓仪测量得到20–12、16–16和12–20试样在横向距离为4.557 mm时的磨损体积量分别为663 949、553 086、2 002 406 μm3。在每段磨损体积量相同的前提下,可求出每毫米的单位磨损体积量,其计算见式(1)。
=10('/1) (1)
式中:'为被测段磨损体积量;1为被测磨痕距离。
再根据式(2)计算出试样在单位压力下单位行程内的磨损体积,即磨损率[18]。
=/(2)
式中:为正压力;为试验过程所走总行程。总行程和摩擦频率、摩擦时间、磨痕距离相关,其计算见式(3)。
=120(3)
将往复摩擦磨损试验参数代入式(3),最终得出FCD400铸铁的磨损率,20–12、16–16和12–20试样的磨损率分别为6 103.0、3 653.5、1 685.7 μm3/J。从试验结果可以发现,触变成形阶段压下量较大、塑性变形阶段压下量较小的试样的耐磨损性能较差,磨损率较高。铸铁材料的基体组织在摩擦磨损的环境中起到支撑试样整体的作用,也是主要被磨损的部分,所以珠光体基体组织的硬度对FCD400铸铁耐磨性能至关重要。选用显微硬度计测量不同试样的珠光体基体硬度,并将各试样的硬度与其磨损率进行对比分析,如图8所示。随着FCD400铸铁试样维氏硬度的提高,其磨损率逐渐下降,也就是耐磨损性能提高。3种试样的耐磨性能有较大差距,其中具有最高硬度的12–20试样的耐磨性能最好,其磨损率大约为16–16试样的1/2、20–12试样的1/4。上述力学性能的差异是由各试样的微观组织特征决定的,如图7c所示,12–20试样具有极为细小的层片状珠光体,以原生奥氏体晶界为边界形成了具有方向性的片状珠光体区域,其中极为纤薄的铁素体层大体上呈平行分布,部分位置有扭曲、交叉分布的现象,这样的珠光体组织为样本带来了较高的硬度和强度。如图7b所示,16–16试样则呈现出大量的片状珠光体和一部分粒状珠光体,珠光体呈断续分布,有较大的空隙。如图7a所示,在20–12试样中可以看到极为粗大的初生奥氏体树枝状晶、大片的片状珠光体,在和铁素体交界的过渡区域还存在着大量的片层长度很短的片状珠光体和粒状珠光体。12–20试样拥有更加细小的片状珠光体基体,另外具有片状组织形貌的珠光体的耐磨性优于粒状组织,这是因为片状比粒状具有更大的表面积。因此,12–20试样具有更大的维氏硬度和更好的耐磨性。

图8 不同工艺参数下触变–塑变复合成形的FCD400铸铁试样的维氏硬度和磨损率
使用扫描电镜和EDS线扫描得到的各试样磨痕处的形貌和元素分布如图9和图10所示。可以看到,20–12试样和16–16试样的磨痕表面有明显的划痕损伤以及犁沟的存在,并且伴有几处较小的微裂纹,如图9a和9b所示。基于图10所示的16–16试样磨痕处的线扫描分析结果可以发现,黑色坑洞处所对应的Fe元素含量下降,且屡有起伏,而对应的C元素则是出现几个峰值,这表明此处的坑洞在未脱落前是石墨,发生磨损时,石墨首先发生脱落,形成一些凹坑,并且伴随着摩擦副的运动,凹坑两侧发生了裂纹的延伸。线扫描分析表明,氧元素在磨痕左侧出现峰值,说明此处由于摩擦生热而发生了氧化反应,形成的凸起颗粒在后续磨损中起到了硬质点的作用。通过以上分析可知,触变–塑变复合成形的FCD400铸铁的磨损主要属于磨粒磨损并伴有少许的氧化磨损。在塑性变形量更高的12–20试样的磨痕中可以发现较多的塑性变形区,这是由于触变–塑变复合成形的FCD400铸铁试样是珠光体–铁素体–球墨三相组织,在摩擦过程中既有硬度较高的磨屑,又有硬度较低的铁素体基体。珠光体基体的硬度越高,越容易形成硬度高的磨屑,在载荷的作用下,压入基体,形成犁沟。具备更加精细珠光体基体的12–20试样的磨痕是以塑性变形为主,同时具有磨粒磨损的特征,未出现因氧化反应形成的硬质点颗粒。随着摩擦过程的进行,磨屑越来越多,其在垂直作用力下被压进铸铁基体,然后在水平作用力下擦伤基体,形成犁沟。

图9 不同工艺参数下触变–塑变复合成形的FCD400铸铁试样的磨痕形貌
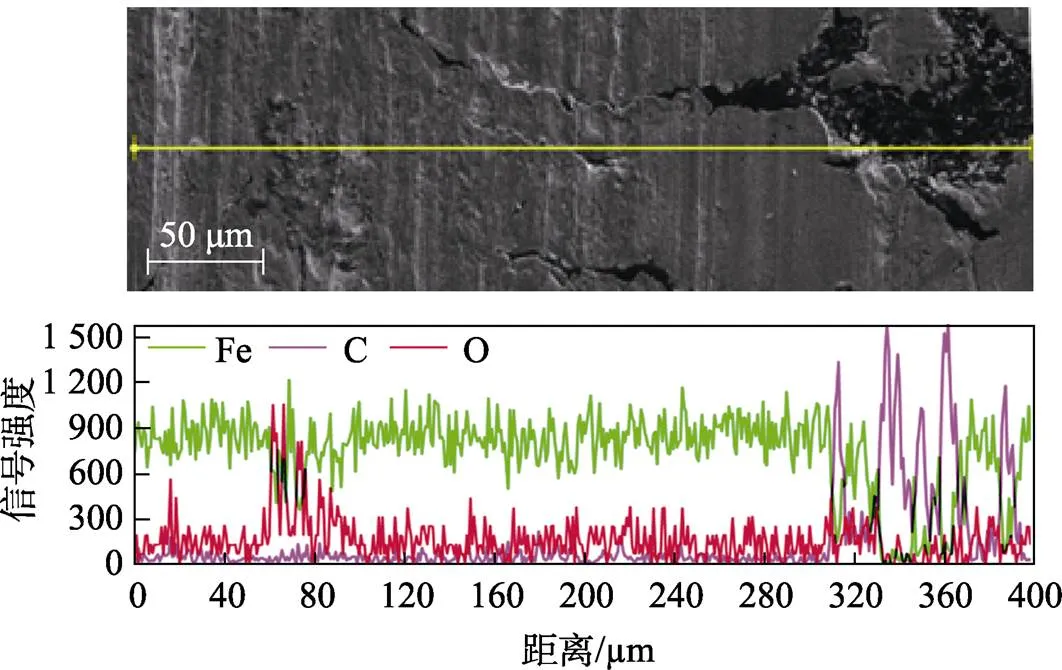
图10 使用EDS线扫描分析16–16试样磨痕处的元素图谱
为了能够更加全面地分析FCD400铸铁试样的磨损特征,文中引入磨损过程的摩擦因数对不同工艺参数下触变–塑变复合成形的FCD400铸铁试样在摩擦磨损试验过程中的磨损行为进行研究。文中FCD400铸铁试样与GCr15钢摩擦副之间的摩擦因数的计算见式(4)。
=f/n(4)
式中:f和n分别是水平摩擦力和垂直正压力。不同工艺参数下触变–塑变复合成形的FCD400铸铁试样的摩擦因数如图11所示。由图11可知,3组试样在摩擦的初始阶段都有个急速增长的过程,尤其是20–12试样,在前期摩擦因数甚至达到了0.9,然后迅速回落,在波动中趋于稳定,稳定在0.6左右。16–16试样在前期达到静摩擦因数的峰值后降到0.32左右,然后逐渐爬升至0.5,趋于稳定。12–20试样的摩擦因数最为稳定,且数值仅有0.30左右。摩擦因数曲线前期较快地达到峰值点并迅速下降,而后期曲线逐渐趋于稳定,这是摩擦过程的稳定磨损阶段[19]。结合磨痕分析发现,20–12试样的磨损最为严重,所以其摩擦因数曲线最高,并且摩擦因数在0.6附近波动较大。16–16试样在稳定磨损阶段时,随着磨屑的积累,摩擦因数越来越高,最终稳定在了0.5。12–20试样的磨痕最为光滑,这和它的摩擦因数仅为0.3是互相对应的。3条曲线的波动和摩擦过程中的氧化现象有关,在干摩擦环境下,FCD400铸铁试样与GCr15钢摩擦副之间产生的摩擦功和热导致铸铁表面生成一层氧化膜。氧化膜能够提高铸铁材料的耐磨性,但氧化膜在法向载荷和水平切向力的作用下容易被破坏。在摩擦磨损过程中,氧化膜的循环生成和破坏致使摩擦曲线产生波动。由于12–20试样在塑性变形过程中所承受的塑性变形量更大,12–20试样的珠光体片层组织更加精细而致密,同时12–20试样由于储存了更大的变形能而具有更高的硬度,因此12–20试样具有更好的抗磨损性能。
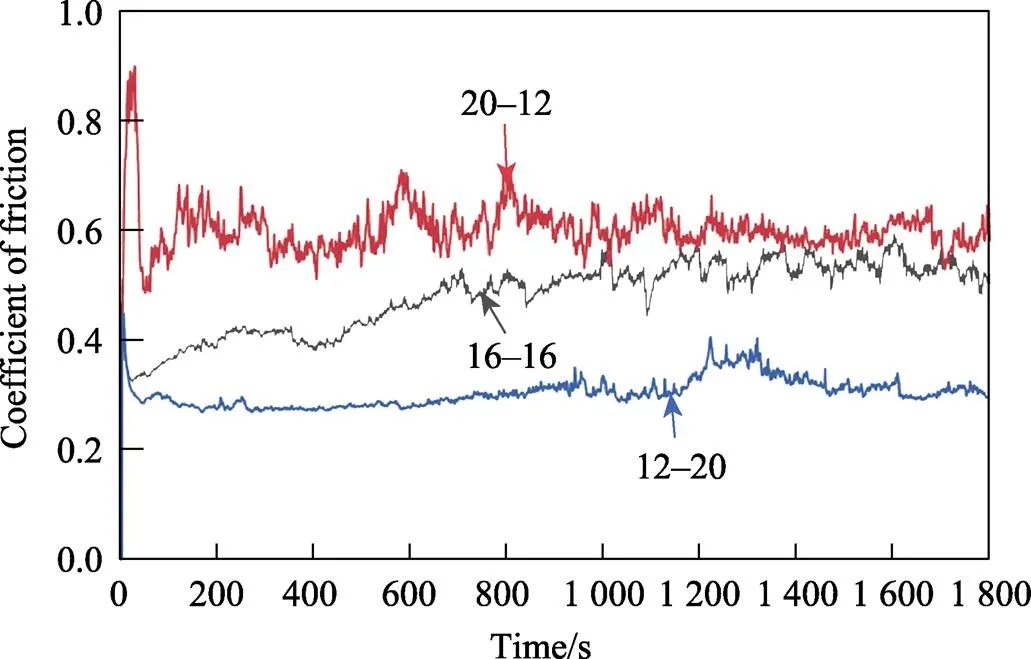
图11 不同工艺参数下触变–塑变复合成形的FCD400铸铁试样的摩擦因数
2.4 盐雾腐蚀试验
在不同工艺参数下进行触变–塑变复合成形的FCD400铸铁试样的盐雾腐蚀试验,每2 h进行一次拍照观察,各试样的腐蚀情况及数据如图12所示。
根据图12可以发现,初始2 h,12–20试样的腐蚀程度与另外2组相比较重,并且腐蚀程度随试样所受塑性变形量的增加而增大。腐蚀4 h后,虽然12–20试样的腐蚀程度依旧高于另外2组试样,但是3组试样之间的差距在逐渐减小。当腐蚀时间达到6 h时,3组试样的腐蚀面积区域相同,同时达到了95%。可见,前2 h的腐蚀更重,所以量化的2 h腐蚀程度可以作为解释铸铁试样的微观组织对其耐腐蚀性能影响规律的重要依据。在此之后的4 h,由于此前腐蚀过程中铸铁表面生成了铁锈,减缓了金属基体受到Cl−的进一步侵蚀,铁锈生成速率大大降低[20],在实际使用过程中,铁锈达到80%以上时,已经对材料本身的力学性能造成严重的破坏,甚至会造成零件失效,所以以前2 h的试验结果为标准,分析3组试样因为触变–塑变变形量配比不同而具有的不同耐腐蚀能力。根据图6所示的微观组织可知,不同工艺参数下触变–塑变复合成形的FCD400铸铁试样均含有由珠光体基体、球状石墨和铁素体构成的三相组织。盐雾腐蚀时,这种结构会导致大量的盐雾溶液沿着各相交接处渗透进去,到达更深处,进而发生电化学腐蚀。边缘尖锐且密集分布的片状石墨导致12–20试样中的电子得失变得更加剧烈,因此该试样的腐蚀程度更加严重[21]。20–12试样具有更好的耐腐蚀性能是由于20–12试样具有更加离散且细小的球状石墨,离散分布的细小球状石墨对基体的撕裂作用更小,并能够减缓腐蚀速率。
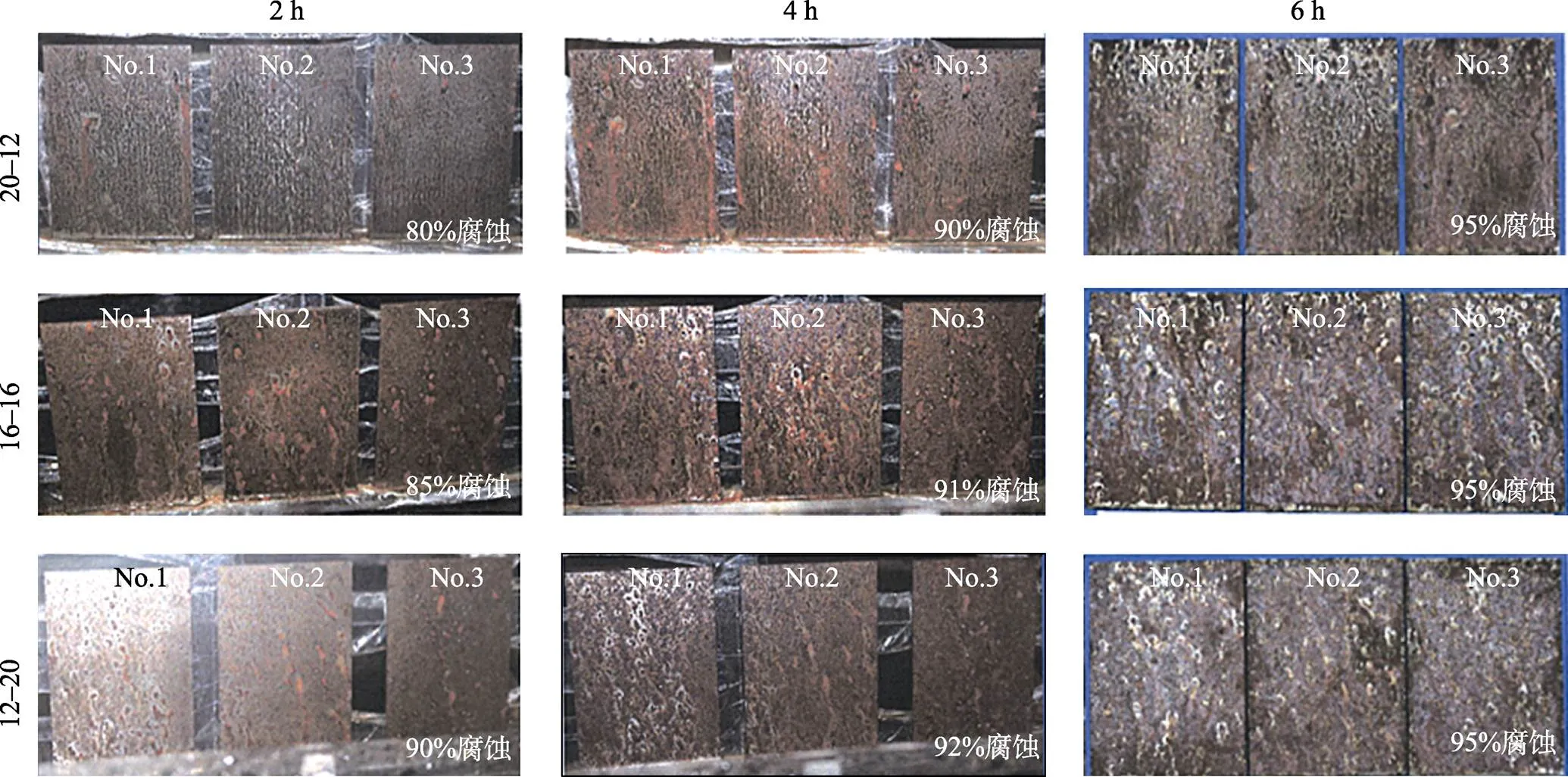
图12 采用不同工艺参数触变–塑变复合成形的FCD400铸铁试样的不同时间盐雾腐蚀照片
3 结论
1)FCD400铸铁材料的半固态温度区间较窄,该材料并不适合传统的半固态成形。针对FCD400铸铁材料的触变成形特性和塑性成形特性设计了触变–塑变复合成形技术路线,并通过2道次热压缩试验验证了FCD400铸铁材料的触变–塑变复合成形的可行性。
2)触变–塑变复合成形FCD400铸铁试样都呈现出由深色的珠光体基体、黑色的球状石墨、包裹在石墨周围的浅色铁素体构成的三相微观组织。
3)触变成形变形量为12 mm且塑性成形变形量为20 mm的触变–塑变复合成形FCD400铸铁材料呈现出更加精细的片层珠光体组织,并具有更高的硬度和耐磨性。
4)触变成形变形量为20 mm且塑性成形变形量为12 mm的触变–塑变复合成形FCD400铸铁材料具有更加离散且细小的球状石墨,离散分布的细小球状石墨对基体的撕裂作用更小并能够减缓腐蚀速率。
5)对触变–塑变复合成形工艺参数进行调节,能够实现对FCD400铸铁材料的耐磨损和抗腐蚀性能的主动调控。
[1] 万天一, 崔承云, 彭希超. 激光冲击对灰铸铁熔凝层组织和性能的影响[J]. 稀有金属, 2020, 44(9): 967-973.
WAN Tian-yi, CUI Cheng-yun, PENG Xi-chao. Microstructures and Properties of Melted Layer of Gray Cast Iron with Laser Shock Processing[J]. Chinese Journal of Rare Metals, 2020, 44(9): 967-973.
[2] 李卫. 中国铸造耐磨材料的发展——兼介中国铸造耐磨材料产业技术路线图[J]. 铸造, 2012, 61(9): 967-984.
LI Wei. Development of Casting Wear Resistant Materials in China[J]. Foundry, 2012, 61(9): 967-984.
[3] WEI Li. Effect of Microstructure on Impact Fatigue Resistance and Impact Wear Resistance of Medium Cr-Si Cast Iron[J]. Journal of Iron and Steel Research (International), 2007, 14(3): 47-50.
[4] 童文辉, 赵子龙, 王杰, 等. 球墨铸铁表面激光熔覆钴基合金涂层的组织与性能[J]. 稀有金属, 2017, 41(12): 1386-1390.
TONG Wen-hui, ZHAO Zi-long, WANG Jie, et al. Microstructure and Property of Laser Cladding Cobalt Based Alloy Coatings on Ductile Cast Iron[J]. Chinese Journal of Rare Metals, 2017, 41(12): 1386-1390.
[5] 卢静, 严淑群, 闵小兵, 等. 高硬铁基材料的耐磨性研究[J]. 热加工工艺, 2018, 47(16): 80-83.
LU Jing, YAN Shu-qun, MIN Xiao-bing, et al. Investigation on Wear Resistance of High Hardness Fe-Based Material[J]. Hot Working Technology, 2018, 47(16): 80-83.
[6] 郑欢, 胡锋, 吴开明, 等. 耐磨铸铁研究现状与发展趋势[J]. 钢铁研究学报, 2020, 32(9): 759-770.
ZHENG Huan, HU Feng, WU Kai-ming, et al. Research Status and Development Trend of Abrasion Resistant Cast Iron[J]. Journal of Iron and Steel Research, 2020, 32(9): 759-770.
[7] 师素粉, 夏兰廷, 李宏战. 铸铁材料在水环境中的腐蚀研究现状[J]. 全面腐蚀控制, 2009, 23(2): 7-11.
SHI Su-fen, XIA Lan-ting, LI Hong-zhan. Present Status of Research on Corrosion of Cast Iron Material in Water Environment[J]. Total Corrosion Control, 2009, 23(2): 7-11.
[8] 王学亮, 王瑞国, 刘立艳, 等. 几种常见耐磨耐冲击材料的综合性能对比分析[J]. 山东工业技术, 2020(4): 46-52.
WANG Xue-liang, WANG Rui-guo, LIU Li-yan, et al. Comprehensive Performance Analysis of some Wear-Resisting and Impact Resistant Materials[J]. Shandong Industrial Technology, 2020(4): 46-52.
[9] 王兴富, 李永刚, 李学楠, 等. 深冷处理对钴基合金摩擦磨损性能的影响[J]. 机械科学与技术, 2022, 41(2): 306-310.
WANG Xing-fu, LI Yong-gang, LI Xue-nan, et al. Effect of Cryogenic Treatment on Friction and Wear Properties of Cobalt-Based Alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2022, 41(2): 306-310.
[10] 曹培, 赵毅红, 郑志伟, 等. 半金属基摩擦副下氮碳共渗高碳当量铸铁干摩擦磨损特性[J]. 特种铸造及有色合金, 2019, 39(12): 1354-1357.
CAO Pei, ZHAO Yi-hong, ZHENG Zhi-wei, et al. Dry Friction and Wear Characteristics of Nitrocarburized High Carbon Equivalent Alloy Gray Cast Iron under Semi-Metallic Material Matching[J]. Special Casting & Nonferrous Alloys, 2019, 39(12): 1354-1357.
[11] 苏超然, 吕长乐, 师陆冰, 等. 激光离散淬火对球墨铸铁磨损与损伤性能的影响[J]. 表面技术, 2018, 47(11): 85-90.
SU Chao-ran, LYU Chang-le, SHI Lu-bing, et al. Effect of Laser Dispersed Quenching on Wear and Damage Property of Ductile Iron[J]. Surface Technology, 2018, 47(11): 85-90.
[12] 李梦楠, 赵宇光, 谢同伦. 不同蠕化率蠕墨铸铁的干滑动摩擦磨损性能[J]. 材料导报, 2019, 33(S1): 366-368.
LI Meng-nan, ZHAO Yu-guang, XIE Tong-lun. Dry Sliding Friction and Wear Properties of Compacted Graphite Cast Iron Brake Drum[J]. Materials Reports, 2019, 33(S1): 366-368.
[13] 张宝峰, 卢熙群, 石玉峰, 等. 变温条件下石墨形态对缸套铸铁磨损性能的影响[J]. 材料热处理学报, 2020, 41(4): 125-134.
ZHANG Bao-feng, LU Xi-qun, SHI Yu-feng, et al. Effect of Graphite Morphology on Wear Performance of Cylinder Liner Cast Iron under Variable Temperature[J]. Transactions of Materials and Heat Treatment, 2020, 41(4): 125-134.
[14] 宋延沛, 王悔改, 李丽, 等. 变质处理对耐磨耐蚀铸铁组织及性能的影响[J]. 钢铁, 2019, 54(9): 106-109.
SONG Yan-pei, WANG Hui-gai, LI Li, et al. Effect of Modification Treatment on Microstructure and Properties of Wear and Corrosion Resistant Cast Iron[J]. Iron & Steel, 2019, 54(9): 106-109.
[15] ZHENG Li-jing, WANG Jian-ji, ZHANG Hu. Microstructural Evolution of Ti–47Al–2Cr–2Nb–0.8B Alloy Prepared by Semi-Solid Process[J]. Rare Metals, 2020, 39(11): 1262-1266.
[16] WANG Jia, XIAO Han, WU Long-biao, et al. Deformation Characteristic of Semi-Solid ZCuSn10 Copper Alloy during Isothermal Compression[J]. Rare Metals, 2016, 35(8): 620-626.
[17] WANG Chang-peng, TANG Ze-jun, MEI Hua-sheng, et al. Formation of Spheroidal Microstructure in Semi-Solid State and Thixoforming of 7075 High Strength Aluminum Alloy[J]. Rare Metals, 2015, 34(10): 710-716.
[18] IACOB G, GHICA V G, BUZATU M, et al. Studies on Wear Rate and Micro-Hardness of the Al/Al2O3/Gr Hybrid Composites Produced via Powder Metallurgy[J]. Composites Part B, 2015, 69: 603-611.
[19] 吴刚. 销盘磨损试验的计算机仿真方法研究[D]. 武汉: 武汉理工大学, 2003: 9-10.
WU Gang. The Study of Computer Simulation Method Based on Pin-on-Disc Wear Test[D]. Wuhan: Wuhan University of Technology, 2003: 9-10.
[20] 徐文清. 金属活动顺序表与标准电极电位[J]. 高等函授学报, 1998, 11(2): 34-35.
XU Wen-qing. Metal Activity Sequence Table and Standard Electrode Potential[J]. Journal of Higher Correspondence Education, 1998, 11(2): 34-35.
[21] 宫长莲. 低合金耐海水腐蚀铸铁组织和性能研究[D]. 沈阳: 东北大学, 2013: 10-13.
GONG Chang-lian. Research on Microstructure and Properties of Seawater Corrosion Resistant Low-Alloy Cast Iron[D]. Shenyang: Northeastern University, 2013: 10-13.
Wear Resistance and Corrosion Resistance of Cast Iron Material Processed by Thixo-Plastic Hybrid Forming Process
LI Rong-fei1, LUO Qian1, YUAN Lin1, ZHU Ze-lin2, ZHOU Hui1, ZHANG Mao-lin1, YANG Peng1, DUAN Yue-hong1, MENG Yi2
(1.Chengdu Compressor Branch of CNPC Jichai Power Co., Ltd., Chengdu 610100, China; 2.Chongqing University, Chongqing 400044, China)
This paper is to study the forming process to improve the wear resistance and corrosion resistance in view of the harsh service environment of natural gas compressors. Taking FCD400 cast iron material for natural gas compressor as research object, the solid-liquid phase transformation law, semi-solid thixoformability and plastic formability of FCD400 cast iron material at high temperature were obtained through melting-cooling test and thermal compression test. On the basis of the properties of the cast iron material, a suitable thixo-plastic hybrid forming process scheme was established. To verify the feasibility of the established thixo-plastic hybrid forming process, physical simulation of the thixo-plastic hybrid forming process of FCD400 cast iron material was conducted by double-pass thermal compression tests. Then, through friction and wear test and neutral salt spray corrosion test, the wear resistance and corrosion resistance of cast iron material and original as-cast material processed by thixo-plastic hybrid forming process were compared to verify the effectiveness of thixo-plastic hybrid forming process. The FCD400 cast iron material processed by thixo-plastic hybrid forming process with a deformation amount of 12 mm in the thixoforming stage and a deformation amount of 20 mm in the plastic forming stage has a finer pearlite layer, higher hardness and better wear resistance performance. The FCD400 cast iron material processed by thixo-plastic hybrid forming process with a deformation amount of 20 mm in the thixomorphic stage and a deformation amount of 12 mm in the plastic forming stage has more discrete and fine spheroidal graphite. The discrete distribution of fine spherical graphite has less tearing effect on the matrix and can slow down the corrosion rate. The wear resistance and corrosion resistance of FCD400 cast iron material could be adjusted actively byadjusting the forming parameters of thixo-plastic hybrid forming process.
thixo-plastic hybrid forming process; friction and wear; corrosion resistance; cast iron material
10.3969/j.issn.1674-6457.2022.06.007
TH142.1
A
1674-6457(2022)06-0050-09
2021–09–27
国家自然科学基金面上项目(51975071)
李荣飞(1984—),男,工程师,主要研究方向为特种铸造。
孟毅(1983—),男,博士,教授,主要研究方向为金属塑性成形。
责任编辑:蒋红晨
猜你喜欢
建筑与预算(2022年10期)2022-11-08
金属热处理(2022年9期)2022-10-21
建材发展导向(2022年14期)2022-08-19
航空制造技术(2022年5期)2022-07-15
上海理工大学学报(2021年3期)2021-07-20
陶瓷学报(2021年1期)2021-04-13
陶瓷学报(2021年1期)2021-04-13
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
导航定位学报(2015年2期)2015-06-05