氯气干燥后废硫酸的回收利用及废气治理
2022-08-23 03:46樊丽萍马致昌
中国氯碱 2022年7期
樊丽萍,马致昌,杨 亮
(天辰化工有限公司,新疆 石河子 832000)
天辰化工有限公司(以下简称天辰化工)有32万t/a 离子膜法烧碱装置,配套的氯气干燥装置使用浓硫酸作为干燥剂, 对生产出的氯气进行干燥除水,干燥后的含氯废硫酸为副产物。在氯碱化工生产过程中,采用泡罩塔和填料塔三塔串联使用,涉及的硫酸循环设备和硫酸换热器较多。 由于各种生产状况造成设备损坏或管线漏点, 设备维修或消漏需排尽设备或管道内的含氯废硫酸等物料, 排尽操作时溶于硫酸中的少量氯气不能密闭收集, 在厂房空间中少量飘散,造成厂房室内环境污染。 根据《国家危险废物名录》废硫酸认定为危险废物,按照危险废物管理,在废酸收集、储存、运输、处置、销售等环节企业生产成本较高,制约企业的健康发展。 为此,天辰化工引进博特瑞姆斯化工技术有限公司的废硫酸提浓装置并对回收管线进行改造, 实现对副产物废硫酸、设备检维修排尽回收的废硫酸提浓后再回用,最终形成硫酸的循环利用; 同时对氯气生产过程中废气产生的原因进行了分析并提出了相应的治理措施,解决了氯气干燥过程废气治理问题。
1 废硫酸来源及治理措施
1.1 废硫酸来源
天辰化工涉及的废硫酸主要包含氯气干燥后吸收水分稀释的75%左右的含氯废硫酸及设备检维修排尽回收的含氯废硫酸。 氯碱生产过程中氯气干燥处理通常使用质量分数为98%的浓硫酸对湿氯气进行干燥,浓硫酸吸收氯气中的水分后,浓度逐渐降低,当质量分数达到75%左右时就不能满足氯气干燥的要求。
从电解工序来的湿氯气先经氯水洗涤塔洗涤,再经水雾分离器送至填料塔, 与硫酸逆流接触进行第一步脱水,从填料塔出来的氯气送到泡罩塔,与质量分数为98%的浓硫酸逆流接触进一步脱水,浓硫酸吸收氯气中的水分后浓度逐渐降低, 产生含氯稀硫酸,是废硫酸的主要来源。 在氯气干燥过程中,生产采用泡罩塔和填料塔三塔串联使用, 涉及的硫酸循环设备和硫酸换热器较多, 由于各种生产状况造成设备损坏或管线漏点, 设备维修或消漏需排尽设备或管道内的含氯废硫酸等物料, 排尽回收的废硫酸也是来源之一。
1.2 治理前的处理状况
设备检维修排尽废酸回收, 设备维修或消漏前准备需排尽设备或管道内的含氯硫酸等物料, 传统方法是操作人员穿戴好劳保用品采用收集桶回收物料,收集桶内的废酸通过叉车转移到废酸转运车,此种方法不利于人员安全, 硫酸中的少量氯气不能密闭收集,在厂房空间中飘散,造成环境污染且易造成人员危害, 因此在作业中不得不佩戴滤毒面罩等防护用品。长时间佩戴的面罩会产生雾气,干扰人的视线,对操作人员的安全是一种潜在威胁,而且前期准备时间长造成检修效率低。
储存于废酸储罐的废硫酸采用倒贴运费及处置费的方式,有偿转移给有资质单位进行处置。随着产能不断增加,稀硫酸的产生量也在增加,但处置单位的接收量远远赶不上稀硫酸的产生量。 受制于新疆环保的区域限制, 按照就近处置的原则及第三方处置单位的接收程度等因素,稀硫酸的收集、储存、运输、处置、销售成为制约氯碱生产的瓶颈问题;危废处置成本高,易受处置单位生产加工能力的制约,同时企业按危险品管理,增加企业管理成本。
1.3 废硫酸循环利用治理措施
1.3.1 对设备检维修排尽废酸密闭回收治理措施
通过技术改造, 对氯气干燥设备加装收集装置来实现设备检维修排尽废酸的密闭回收。 主要有废硫酸收集管、密闭收集罐、废硫酸外排泵、废硫酸储罐、 废气处理管和废气吸收装置。 设备维修或消漏前,打开需检修的设备排尽阀,管道内的残留物料自流进密闭收集罐, 密闭收集罐和废酸储罐顶部设有废气处理管连接于废气吸收装置, 密闭收集罐和填料塔排出的废硫酸汇集后排入废硫酸储罐, 作为废硫酸提浓的原料。此装置有利于操作人员安全操作,解决了厂房空间中少量氯气飘散造成环境污染和人员危害的问题,缩短了前期准备时间,提高了检修效率,实现资源循环利用;改造所需的收集管和密闭收集罐均来自废旧设备改造,实现资源综合利用,减少资源浪费。
1.3.2 废硫酸循环利用措施
为解决废硫酸在生产、处理费用、环保等方面存在的问题,对比现有废硫酸治理技术,天辰化工依托原有厂区空地及配套公用工程设施, 引进废硫酸提浓装置。通过硫酸提浓技术的引进,不仅解决了废硫酸的处置问题,而且实现了硫酸的循环综合利用。该装置产能依据新疆天业(集团)有限公司下属的4 家企业氯碱产生的稀硫酸产量设计, 将4 家企业氯碱产生的稀硫酸全部浓缩回收, 形成的硫酸产品返回4 家企业氯碱系统自用, 不仅实现天辰化工废硫酸的循环使用, 并最终形成整个化工园区硫酸的循环利用。实现了合理利用硫酸资源的目的,满足了企业可持续发展的需要。
1.3.3 工艺流程简介
硫酸提浓技术主要采用加热的方式对硫酸中所含有的水分进行蒸发, 从而确保其剩余溶液中硫酸浓度的提升。 其具体原理如下: 在高温加热的环境中,通过营造低压真空的环境来降低浓硫酸的沸点,加热使硫酸受热至沸腾, 可以有效蒸发去除低浓度的硫酸溶液中所含的水分, 从而获得高浓度的硫酸溶液。
由氯干燥产生的废酸经管线打入废酸储罐,废酸经过提浓装置后得到产品浓硫酸后, 储存至浓硫酸储罐,后经装卸车平台用汽车运走。 提浓装置采用两级蒸发系统, 包括使用产品酸来预热废酸的热量回收。 低温进料酸在进入到浓缩装置前通过产品酸预热。 经预热的废酸送至第一级精馏塔和蒸汽加热卧式蒸发器。 经过预浓缩后,废酸溢流进入第二级, 第二级由带浸入式加热棒浓缩器组成。 蒸发器在真空下运行,两级蒸发产生的二次蒸汽与废酸在精馏塔中进行洗涤以减少酸损失。 所有蒸发器的二次蒸汽均在表面冷凝器中通过冷冻水冷凝。 蒸发需要的真空度通过蒸汽驱动喷射泵压缩二次蒸汽产生真空。 同一个喷射泵的出口二次蒸汽在表面冷凝器中冷凝。 水环式真空泵产生并维持所需的真空度。 冷凝液及真空泵废水收集至废水罐,被送至界区处理。 浓缩器出来的成品酸进入酸冷却单元先与废酸进行换热, 被循环水冷却至所需温度后送至成品酸储罐。 废气直接进入氯气除害塔,废液和废水送入相应处理单元。 废硫酸提浓工艺流程简图见图1。
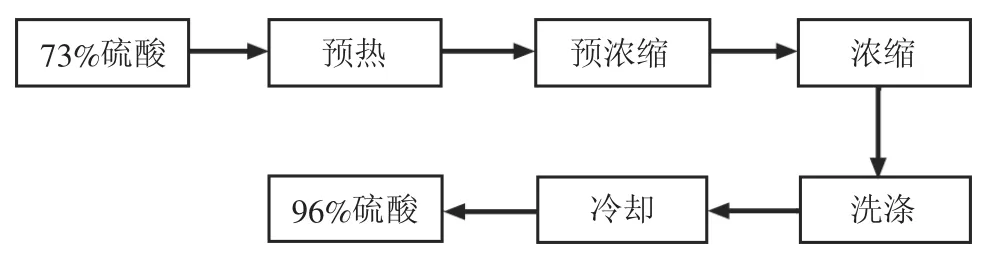
图1 废硫酸提浓工艺流程简图
2 废气来源及治理措施
2.1 废气来源
涉及的废气主要包括以下几方面。
(1)开停车及异常情况处理产生的废气,主要包括: 离子膜电解装置开停车时为控制系统压力稳定导致氯气总管正压水封破坏的氯气, 氯气压缩机开停机及机组异常时的机组置换气, 氯碱系统生产异常情况为平衡生产来自盐酸工序紧急泄压而来的氯气, 氯气液化过程为保证液化效率及尾氯含氢微开的废气管线来的氯气, 以及废硫酸提浓装置脱除的废氯气。
(2)废酸储罐及氯气处理设备检维修时产生的废氯气。
(3)氯气处理厂房内出现设备、管线泄漏、取样等操作或出现异常情况氯气泄漏时, 厂房空间内无法及时回收的氯气。
2.2 废气治理原理
废氯气是指以氯气为主的混合气体, 属于有毒物质,不仅会破坏生态环境,还会威胁到身体健康。氯碱工业是指通过电解氯化钠溶液来制取氢氧化钠溶液、氯气、氢气并以其为原料的工业,在生产中难免会出现废氯气。若是不能及时处理这些废氯气,直接将其排放到空气中,就会造成大气污染。
废气治理原理:主要采用碱液吸收方法,用氢氧化钠溶液吸收氯气,使其发生反应,生成稳定的次氯酸钠、氯化钠、水等物质。需要注意的是,该反应属于放热反应,会产生大量的热。 所以,要采取合适的方法及时转移热量, 并控制反应温度, 以免氯发生分解,导致废氯气吸收效果受到影响。
2.3 废气的治理措施
2.3.1 开停车及异常情况处理产生的废气及治理
氯碱系统开停车时为控制系统压力稳定导致氯气总管正压水封破坏产生的氯气、 氯气压缩机开停机及机组异常时的机组置换气、 氯碱系统生产异常情况为平衡生产来自盐酸工序紧急泄压而来的氯气、 废硫酸提浓装置脱除的废氯气和氯气液化过程为保证液化效率及尾氯含氢微开的废气管线而来的氯气, 经废气处理管线进入氯气吸收装置除害塔下部,与塔上部喷淋下来的碱液逆流接触,达到环保排放标准的尾气经钛风机排入大气中。 储存于碱循环罐中的15%~18%的碱液用碱循环泵打出,经冷却器冷却降温后,送入除害塔上部喷淋吸收氯气,循环使用;当游离碱≤2%时,用循环泵打至次钠储罐,氯气吸收装置重新配置碱液循环吸收。
2.3.2 废酸储罐及氯气处理设备检维修时产生的废氯气及治理
涉及到废酸储罐及氯气的生产设备检维修时产生的废氯气,通过技术改造,对氯气干燥设备加装废硫酸密闭排尽收集装置来实现设备检维修废酸的密闭回收, 密闭收集罐和废酸储罐顶部设有废气处理管连接于废气吸收装置。
正常生产时, 一段塔液位控制在设定液位,高于设定值程控阀自动打开,经一段塔外排废硫酸收集管排至废硫酸储罐进行收集,溶解于废硫酸中的少量废气经废硫酸储罐顶的废气处理管去废气吸收装置;硫酸储罐间歇收集以检修二段硫酸循环泵为例,停泵后,关闭硫酸循环泵进出口阀,打开二段硫酸循环泵排尽阀,泵内残留的废硫酸经排尽收集管自流入密闭收集罐内,直至密闭收集罐液位远传不再上涨则判断泵内留存的硫酸已排完。打开废气切断阀,溶解于硫酸中的少量废气经密闭收集罐顶的废气处理管去废气吸收装置, 被循环碱液吸收。密闭收集罐远传液位达到80%时,启动废硫酸外排泵排至硫酸储罐。收集的废硫酸作为废硫酸提浓的原料,提浓后的浓硫酸回用氯气干燥系统,实现资源循环利用。
2.3.3 氯气处理厂房内设备管线泄漏、 取样等异常情况产生的氯气及治理

图2 设备检维修废硫酸废气回收流程图
氯气处理厂房内出现设备管线泄漏、 取样等操作或出现异常情况氯气泄漏时, 厂房空间内残留的氯气对厂房内的仪表电气设备及工艺设施造成腐蚀,影响生产操作人员正常巡检操作,不利于安全生产,同时对环境造成污染。通过空间抽气置换系统的技术改造实现对氯气处理厂房空间内泄漏的氯气治理。空间抽气置换系统主要包括抽气总管,抽气软管和抽气切断阀,厂房各楼层设置独立的抽气切断阀,以便于单独控制, 抽气总管连接至氯气吸收装置除害塔下部。当氯气处理厂房内出现设备、管线氯气泄漏时,自动打开对应楼层的切断阀,风机抽气负荷,现场人员佩戴好个人防护用品查找泄漏源, 确定泄漏源后, 迅速将抽气软管接至泄漏处, 进行消漏处理。
2.4 注意事项
在废气处理过程中要注意以下问题。(1)严格控制吸收温度。碱吸收氯气属于放热反应,反应产生的热不仅会影响碱液的吸收能力, 还会加速次氯酸钠分解。 因此,可采取调节冷却器进出口阀门的方法,控制其反应温度,从而提升废氯气吸收效果。 (2)时刻关注废氯气系统压力。 如果发现吸收塔进出口真空度发生变化,就要及时检查风机、设备。 一定要将废氯气系统压力控制在负压状态, 以免出现氯气无法吸收而造成跑氯现象。 (3)吸收装置设备发生故障,就要及时维修。
3 结语
天辰化工有限公司通过硫酸提浓技术的引进,不仅解决了废硫酸的处置问题, 而且实现了硫酸的循环综合利用。 对氯气干燥后废硫酸的回收利用及废气治理降低了氯碱生产成本, 提高了工艺技术水平,提升了园区空气质量,使化工园区循环经济产业链更加完善,实现经济效益、社会效益及环境效益的共赢。 此外,硫酸的循环利用,减少了该化学制剂的运输次数,有效降低了运输过程中存在的安全隐患,保障了企业的安全生产。
通过对氯气处理过程中废气的产生的原因分析并提出了相应的治理措施,改造措施实施后,解决了氯气干燥过程废气治理问题, 对环境保护有积极的作用, 增强了突发情况时的应急吸收氯气的处理能力,保障安全生产。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国氯碱(2022年10期)2022-11-22
资源节约与环保(2022年3期)2022-04-26
能源化工(2021年4期)2021-12-29
硫酸工业(2021年10期)2021-12-09
中学生数理化·高一版(2020年2期)2020-04-21
科技与创新(2015年18期)2015-09-11
中学化学(2015年5期)2015-07-13
中学理科·综合版(2008年1期)2008-04-21