提高大型预焙铝电解槽氧化铝浓度控制准确性的方法
2023-10-19 14:10陈志洋
轻金属 2023年8期
陈志洋
(贵阳铝镁设计研究院有限公司,贵州 贵阳 550081)
随着铝电解槽容量的不断增大和电解生产工艺的提高,单纯根据dR/dt的变化来改变加料频率的方法已经不能满足准确控制氧化铝浓度的目的。首先,铝电解槽在不同电解质成分下的能量平衡体系不同,不同能量平衡体系下氧化铝的溶解性也不同[1],因此不控制电解槽能量平衡而单纯控制物料平衡,难以准确控制氧化铝浓度且氧化铝浓度容易进入反区;其次,随着铝电解槽电流强度增大,其体积也随之增大,电解质内氧化铝浓度不均匀现象逐渐增加,若不分区域进行浓度控制,很难做到氧化铝浓度控制的均匀性,引发局部阳极效应或炉底沉淀;另外,更换新阳极后的一段时间内,由于其导电性较差,新阳极周边的氧化铝需求减少,若不采取有效方法处理,将会导致该区域氧化铝浓度偏高,甚至出现堵料和产生炉底沉淀现象。为解决上述问题,本文将从以下几个方面作详细阐述。
1 铝电解生产过程控制的特性
铝电解槽计算机控制的氧化铝浓度和槽电阻之间存在一种特定的非线性关系,虽然曲线的形状与位置会随极距、电流强度、电解质成分、槽膛形状与大小、电解质高度和铝液高度等多种因素的变化而有些变化,并还会受到出铝、换阳极等人工操作以及其他人为因素的干扰,但该关系曲线-称为氧化铝浓度特征电阻曲线都有相同类似的特征[1~2],如图1所示。

图1 氧化铝浓度特征电阻关系曲线
根据槽电阻对氧化铝浓度的敏感程度及电流效率的高低,将氧化铝浓度特征电阻曲线分为以下四个区域:
a.效应区:氧化铝浓度很低,易引发阳极效应
b.敏感区:氧化铝浓度低(1.5%~2.5%),电阻对氧化铝浓度的变化敏感,易控制
c.不敏感区:电阻对氧化铝浓度的变化不敏感,不易于控制,电流效率较低
d.高浓度区:电阻对氧化铝浓度的变化敏感,易产生炉底沉淀并造成槽况恶化
经过大量的实验取样,并对氧化铝浓度特征电阻曲线进行分析,可以得出定论:将氧化铝浓度精确控制在敏感区附近,不仅槽况稳定,对初晶温度影响小,而且易于取得高的电流效率[2~3]。
2 不同过热度和电解质成分下的氧化铝浓度控制
首先,铝电解槽在不同的过热度条件下,氧化铝溶解性不同,若不控制过热度,单纯采用相同的氧化铝浓度控制逻辑,则在低过热度时氧化铝浓度容易走入反区(图1中的d区),导致炉底沉淀,增加电耗,降低电流效率;高过热度时则容易融化炉帮,影响程序判断,损害电解槽。为此,我们通过在线采集电压、电流、噪声值与电压偏离等数据与离线输入的槽温、温度趋势等数据来综合识别电解槽的过热度,并根据识别出来的过热度将铝电解槽分为热行程槽、正常槽和冷行程槽。
热行程槽、正常槽和冷行程槽的识别如下:
槽温比设定目标温度高3℃以上,且噪声值低于设定目标噪声值,判断为热行程槽。
槽温比设定目标温度低3℃以上、或电压偏离大于50 mV且噪声值高于设定目标噪声值、或三日温度趋势下降且噪声值大于目标噪声值,判断为冷行程槽。
其余情况判断为正常槽。
热行程槽、正常槽和冷行程槽的运行管理如下:
对于正常槽和热行程槽:由于氧化铝溶解性较好,按氧化铝浓度在1.3%~2.0%之间设置过-欠电阻斜率和过-欠深度,保持较低氧化铝浓度区间运行,低氧化铝浓度有利于提高电流效率;针对热行程槽,可以通过降低工作电压或增加氟化铝添加量来减小过热度,使铝电解槽从热行程向正常槽的行程转变。
对冷行程槽:由于氧化铝溶解性变差,通过减小过-欠电阻斜率和减小过-欠深度来适应氧化铝溶解速度,将氧化铝浓度控制在1.5%~2.5%之间,同时自动提高工作电压和减小氟化铝的添加量来提高过热度,使电解槽尽快回到正常槽,有利于提高铝电解槽的稳定性和电流效率。
图2为通过识别过热度进行氧化铝浓度控制的逻辑图。
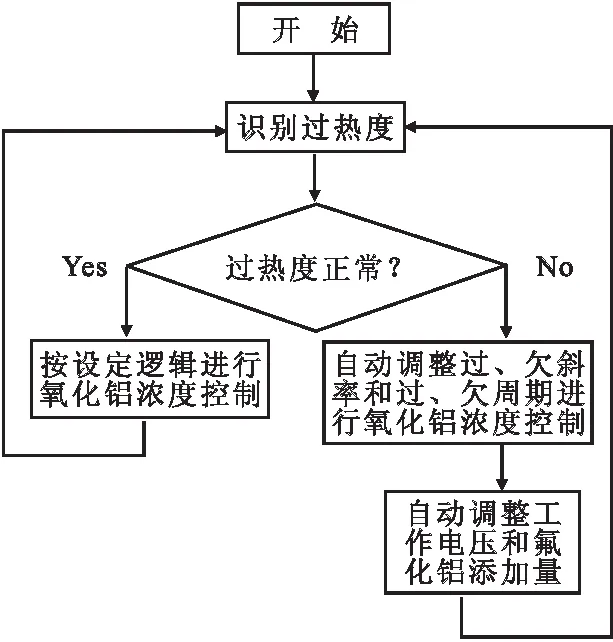
图2 通过识别过热度进行氧化铝浓度控制的逻辑图
其次,电解质成分不同,电解质的初晶温度也不同,如中国北方大部分地区的电解质是复杂的电解质体系,含有锂盐、钙盐、镁盐等杂质,将会降低电解质的初晶温度,使得电解温度也随之降低,这些杂质和较低的电解温度都会降低氧化铝的溶解速度[1],使氧化铝的溶解性变差。因此,实际生产操作时,不能将氧化铝浓度控制得过低。如氧化铝浓度控制在1.2%时,在纯净电解质体系下可能不会发生阳极效应,但在复杂电解质体系下,由于氧化铝溶解速度慢,进入铝电解槽的氧化铝没能及时溶解,使得槽电压进一步升高,从而引发阳极效应,降低电流效率。针对这种复杂电解质体系的情况,通过减小过-欠电阻斜率和减小过-欠深度来适应氧化铝的溶解速度,这就需要及时调整控制程序,才能够将电解质中的氧化铝浓度精准地控制在1.5%~2.5%之间。

图3 根据某厂电解质成分和增加过热度识别程序前后的控制曲线对比图
图3是根据某厂电解质体系,通过增加过热度识别与控制,减小过-欠电阻斜率和过-欠深度后的控制效果曲线图,从图上可以看出,在更换程序之前,浓度控制过-欠比例失调,电压偏离大于30 mV以上,电耗较高,且在过加工阶段氧化铝浓度容易进入反区(图1中的d区);而更换控制程序后,氧化铝浓度非常受控,过欠比例均衡,电压偏离很小(在目标电压±20 mV之内),氧化铝浓度在2%左右,电解槽稳定有序,效果提升明显。
3 区域氧化铝浓度控制
随着铝电解槽容量的不断增大,其体积也随之增大,虽然设计时已经考虑到电流均匀分布和下料点的均衡配置,但实际生产过程中,区域氧化铝浓度不均匀的现象仍依然较为常见,尤其是铝电解槽两端(烟道端和出铝端)氧化铝浓度偏高的情况特别突出,其原因之一是大型铝电解槽两端的散热面积相对较大,热损失较多,导致氧化铝溶解性降低,原因之二是由于大型铝电解槽铝液与电解质界面处的流速分布不均衡[4],当未溶解的氧化铝从槽中部被带流到槽两端转弯角处时,部分氧化铝滞留在该区域,导致该区域未溶解的氧化铝量增加。
解决这一问题的主要方法是:对于新设计的大型预焙铝电解槽,首先必须通过计算机模拟仿真设计来调整下料点的位置,以便在今后的生产控制系统中只需要做适当的调整即可;而对于原有设计不太理想的生产槽而言,则只有通过改变电解槽两端加料点的加料频率来降低氧化铝的投入量。首先随机抽取几台铝电解槽,对铝电解槽中部和两端的电解质进行取样,然后对所取的样品进行化学分析,初步判断出各区域氧化铝浓度的偏差值,然后修改槽控机下料控制程序和接口机程序,将下料逻辑关键参数留出活口,可随时接收从上位机下发的参数,并根据氧化铝浓度最大可能的偏差程度设置参数范围,将铝电解槽两端与中间下料频率系数确定在一定范围内可调,即每多少次NB后两端加料减少一次。当一切准备就绪后,先在两台铝电解槽上进行试验,即根据之前分析的浓度偏差,在上位机上设置一个参数,然后观察铝电解槽的运行情况,生产运行24小时后取样分析,如此反复测试,直到铝电解槽内各区域氧化铝浓度基本均匀,然后再推广应用。当然,这是针对槽两端氧化铝浓度偏高的情况,若是槽中部浓度偏高,亦可以采用同样的方法调整中部下料器的下料频率,最终实现槽内氧化铝浓度均匀。
另外,在生产过程中,由于种种原因导致阳极电流分布不均,导致氧化铝浓度不均匀的现象也时有发生,这需要在铝电解槽上安装阳极电流分布检测装置,并根据跟踪采集到各阳极电流数据的变化情况来进行分析。当发现某阳极电流出现逐渐增大或减小时,尽快对其最近的氧化铝下料点氧化铝投入量进行调整,防止局部氧化铝浓度偏高或偏低,以减少局部阳极效应概率的发生,这样同样有利于提高铝电解槽的电流效率。
新研发并推广应用的铝电解生产智能打壳的控制系统及装置不仅能够智能判断火眼通畅程度并延长打壳间隔,减少打壳头的电解质粘结,同时还能够智能识别某个点卡堵,智能判断某个点气压不稳定,漏气,气压低等[5],也为大型铝电解槽的氧化铝浓度和效应的智能化和精确化控制创造了前提条件。

图4 某厂铝电解槽调整两端下料速率前的控制曲线图

图5 某厂铝电解槽调整两端下料速率后的控制曲线图
图4、图5分别是某厂预焙铝电解槽减小两端下料速率(槽中部每下两次料槽两端下一次料)前、后的控制曲线图,从图上可以看出,调整控制程序之前,由于两端下料量偏大,导致槽内氧化铝浓度不均匀,氧化铝浓度不受控,电解槽噪声值大于30 mV,电压偏离40 mV以上,且容易发生局部阳极效应,增加电耗;调整控制程序之后,各区域的氧化铝浓度基本均匀,浓度控制非常有序,走出了正弦曲线,噪声值小于20 mV,电压偏离在20 mV之内,几乎不发生阳极效应。经化学取样分析验证,调整程序之前,烟道端-槽中部-出铝端氧化铝浓度为:3.6%-2.0%-3.8%;调整程序之后为:1.8%-2.0%-1.9%,效果显而易见。
4 更换阳极后的氧化铝浓度控制
大型预焙铝电解槽更换新极后,由于新极不导电或导电性能较差,换新极后的一段时间内,新极附近的氧化铝消耗量较少,需要对新极附近的下料点进行控料。具体方法如下:
槽控系统的接口机每天零点根据换极周期表自动更新换极号,并自动将其发送给槽控机,当槽控机检测到换极键按下后进入换极控制,立即检测铝电解槽的电压变化,同时进行换极计时,若检测出铝电解槽的电压变化满足真实换极条件或换极持续时间超过设定时间(例如按20分钟),则认为是真实换极。那么,在换极操作结束后,槽控机将根据接口机下发的换极号自动对新极附近的下料点进行控料(若因特殊情况,当天实际换极号与换极周期表推导的换极号不相符,可从上位机或工作站临时调整参数,也可从槽控机操作面板处修改当天换新极后的实际控料点),并按照设定好的控料时间(可根据实际情况修改该时间参数)进行控料,结束后自动恢复原下料时间间隔。若在换极键按下后,槽控机未检测到电压变化或者换极信号持续时间小于设定时间(例如20分钟,可修改参数),则认为不是真实换极,则判断为误操作处理,不进行控料,避免缺料而发生阳极效应。
除根据换极周期表完成换极和进行自动控料之外,假如人工巡视发现某下料点堆料等异常情况,传统做法是手动关闭电磁阀或上槽关闭球阀,不仅增加工作量还时常忘记打开,导致突发效应。推广应用本程序后,生产人员可随时通过接口机或工作站操作界面设置某点控料时间,使得接口机立刻将控料指令和控料时间发给槽控机,当槽控机接收到控料信号后,立刻对该下料点进行自动控料并且开始计时,当计时超过设定的控料时间后又自动恢复下料。
图6为换新极后的自动控料和人工设置控料的逻辑图,图7为没有进行换新极后控料的曲线图,图8为换极后对新阳极最近下料点控料7次后的曲线图。从图7和图8对比可以看出,未进行换极控料时,换极后氧化铝浓度非常高,经常走反(图1中的d区),且噪声值大,导致电压长时间偏离目标50 mV以上,不利于电解槽稳定生产;而进行换极控料以后,新阳极周边氧化偏高的情况大幅降低,仅需一两个过欠周期即可把氧化铝浓度调整到正常范围,且电解槽噪声值大幅度减小(20 mV以内),稳定性大幅提升。从图8曲线看,还可以将控料次数加大一些,还有一定提升空间。
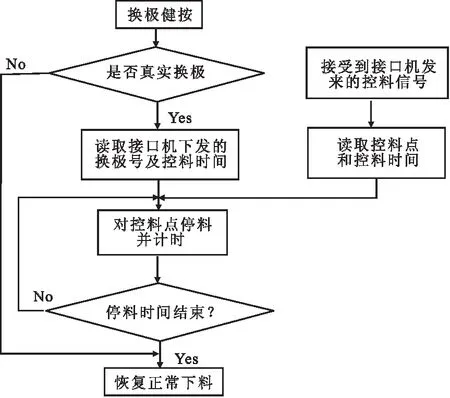
图6 换新极后的自动控料和人工设置控料的逻辑图

图7 未进行换极控料曲线图

图8 换极后的控料曲线图
5 应用效果
该控制技术已在400~600 kA电解槽上推广使用,表1、表2是某铝厂使用该控制技术前、后的生产报表,从表上可以看出,使用该技术前区平均电压偏离48 mV,真实效应系数0.35,闪烁效应系数数2.43,噪声值21.6 mV;使用该技术后区平均电压偏离仅仅3 mV,真实效应系数0,闪烁效应系数数0.29,噪声值12.6 mV,与使用该技术之前相比,无论电压偏离、效应系数还是噪声值都大幅下降,由此可见,新控制技术在氧化铝浓度控制效果上提升非常大,使生产指标得到了明显提升。
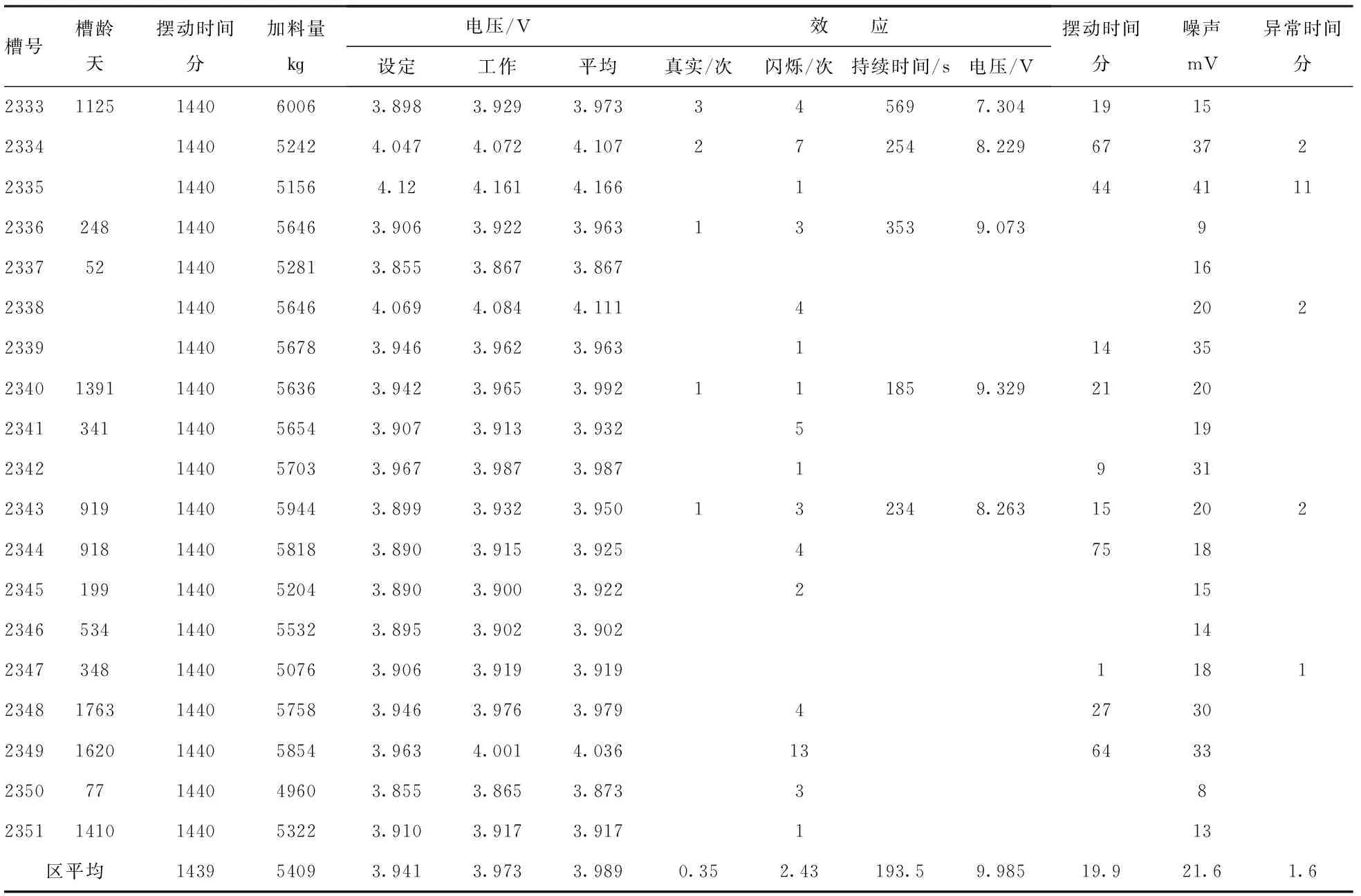
表1 某厂使用该控制技术前的生产日报表(二车间三区(2021-10-07))

表2 某厂使用该控制技术后的生产日报表(二车间三区(2023-03-23))
6 结 论
综上所述,在大型预焙铝电解槽如何进一步提高氧化铝浓度的均匀性和准确性的几个关键方面,作者在本文中阐述的这些新的控制逻辑和方法,具有如下几个特点:
(1)采用能量平衡与物料平衡控制的有机结合,在充分考虑氧化铝原料溶解特性的同时,尽可能提高氧化铝浓度控制的准确性,这对于提高大型预焙铝电解槽生产运行的稳定性和电流效率有着极为重要的作用;
(2)大型预焙铝电解槽的氧化铝浓度区域控制,不仅可以提高大型预焙铝电解槽中氧化铝浓度的均匀性,而且还能够减少局部阳极效应和炉底沉淀的产生;
(3)针对换新极后的一段时间内,新极附近的氧化铝消耗量较少的情况,对更换新阳极附近的下料点自动控制下料一段时间,以避免局部氧化铝浓度过高或堵料的现象发生。
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
湿法冶金(2020年1期)2020-02-24
江西建材(2018年1期)2018-04-04
科学与财富(2017年9期)2017-06-09
中国氯碱(2017年3期)2017-04-18
科技视界(2016年27期)2017-03-14
科学与财富(2016年32期)2017-03-04
电镀与环保(2016年3期)2017-01-20
中国氯碱(2014年12期)2014-02-28
河南科技(2014年16期)2014-02-27