
尼龙闭气环尺寸修复装置的设计研究
2023-12-14 12:57张新停段战军王昭晨张福德豆亚锋张文博李朝辉安会军彭永刚
新技术新工艺 2023年11期
张新停,段战军,王昭晨,张福德,豆亚锋,张文博,李朝辉,安会军,李 凯,彭永刚
(西北工业集团,陕西 西安 710043)
尼龙闭气环是某型号炮弹产品中的重要组成部件,在产品使用过程中起闭气和定心作用,可以减小产品与炮膛间的摩擦,提高产品发射时的初速度,增加射程,提高射击密集度[1]。然而,受环境湿度等各种因素的影响,该产品在存贮期间出现了一些尼龙闭气环胀大、尺寸超差的现象,影响产品正常使用。在进行产品售后保障过程中,无论是将该产品进行返厂维修还是报废,都会给企业和国家造成很大的经济损失。为解决这一产品售后问题,减少经济损失,根据现场使用条件设计了一种手动式修复装置。
1 设计方案
闭气环尺寸超差产品(见图1)在进行修复时,为了保证产品的使用性能,要求修复过程中不能影响闭气环外圆表面与基体的同轴度,同时要考虑产品装卸的方便性以及使用现场不能带电作业的现实情况。为此,在设计过程中,主要以机械手动操作为主,提出了以弹簧夹管为夹紧方式,以轴承带动刀盘旋转的设计方案。
该装置主要由4个部分组成,分别为定位夹紧机构、顶出机构、刀台机构和底座机构。结构关系如图2所示。
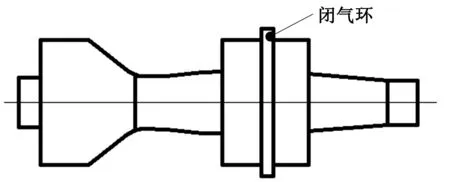
图1 闭气环尺寸超差产品图

图2 修复装置结构图
定位夹紧机构采用弹簧夹管自定心的夹紧方式[2],用于对产品进行夹紧、定位;旋转机构采用滚针轴承方式带动刀台机构进行旋转运动,实现刀具的切削运动;顶出机构采用蜗轮蜗杆和丝杆螺母副原理实现对产品的装入与顶出功能;刀台机构采用专用的刀具结构设计和进给量调整设计结构,满足产品不同超差量的尺寸修复要求;底座机构用于对整个装置进行固定和保护,满足不同使用场所的放置需要。
该装置使用时,将待修复产品放置在定位夹紧机构[3]中,通过螺旋力对产品进行夹紧。采用人工手摇方式控制刀台机构的旋转运动以及刀具的进给量,完成对产品尺寸超差量的切削功能。修复完成后,夹紧机构放松产品,通过顶出机构将产品顶出修复装置。
2 刀台机构设计
刀台机构包括刀具和刀台,用于对夹紧后的产品进行尺寸修复,安装固定在旋转机构的顶部。
2.1 刀具的设计
由于闭气环材料为尼龙[4],切削抗力较小,对刀具的耐磨性要求不高,因此,切削刀具设计时材料[5]选用高速工具钢W18C4V,结构上采用大刀具前后角设计,后角利于切入,大刀具前角保证切削过程锋利。在手动切削情况下,尼龙卷屑宽度、厚度均匀,切屑厚度最薄仅为0.01 mm,最厚为1.5 mm。根据主切削力公式[6],加入材料的调节系数,计算出主切削力为:
Fc=mCFcapxFcfryFcvcnFcKFc
(1)
式中,m是调节系数,取结构钢切削力的1/7~1/6;CFc是工况系数;ap是吃刀深度;xFc是吃刀深度调节指数;fr是进给量;yFc是进给量调节指数;vc是切削速度;nFc是切削速度调节指数;KFc是修正系数。按照切槽方式原理,查表可知:CFc=2 160,xFc=1.0,yFc=1.0,nFc=0,KFc=1.0,m=1/6。
当闭气环宽度为10 mm时,ap=10 mm。f取最大进给量0.3 mm/r,修复直径为150 mm,手动切削平均转速为n=15 r/min,则
vc=πdn/1 000
=3.14×150×15/1 000
=7.07 (m/min)
取nFc=0,KFc=1.0,计算得:
Fc=mCFcapxFcfryFcvcnFcKFc
=1/6×2 160×101.0×0.31.0×7.070×1.0
=1 080 (N)
2.2 结构设计
刀台机构[7](见图3)由螺杆、手轮、刀台垫、刀台、刀杆和刀片6部分组成。其中,刀杆的左端与刀片相连,右端与螺杆相连;螺杆的杆身通过螺纹穿过刀台垫装在刀台内,另一端安装有手轮;刀台垫的右端与刀台配钻后用销钉相连,外径微小于手轮外径。刀台固定在旋转机构的旋转套端面上。刀杆的燕尾形刀槽用螺钉将刀片固定在60°燕尾槽内,使刀片受力后紧贴于60°燕尾形刀槽面内。
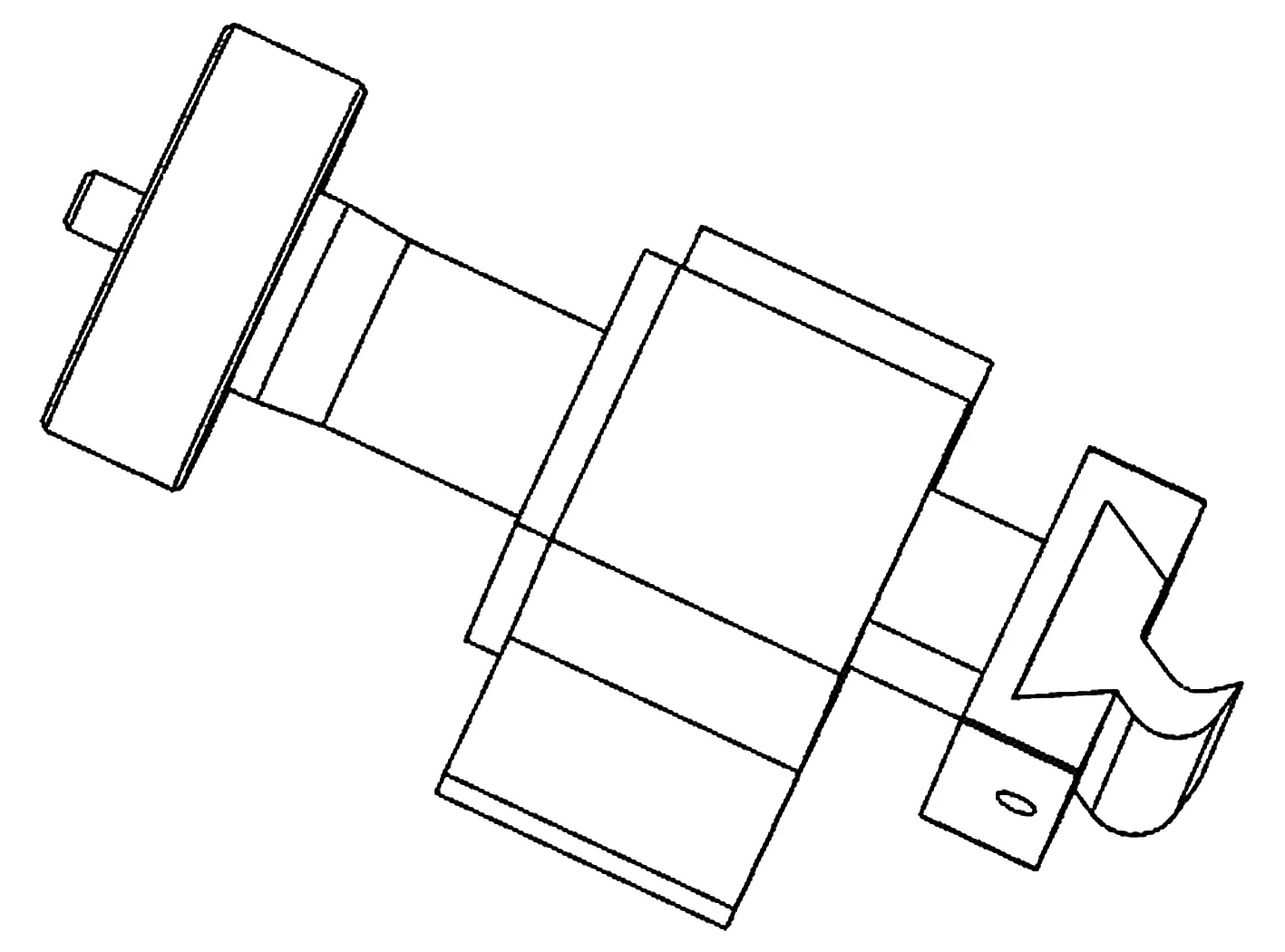
图3 刀台机构结构图
通过螺钉将刀台固定在旋转机构上,使用时手轮旋转带动螺杆转动,从而推动刀杆和刀片前后移动对闭气环进行切削。同时手轮上标有刻度值,调整刻度确定进给量。
3 定位夹紧机构设计
定位夹紧机构用于对产品进行定位和夹紧,固定在底座机构上,结构如图4所示。该机构包括中空圆筒、夹管、推动螺圈和螺盖手轮,通过转动螺盖手轮带动推动螺圈上下移动,推动螺圈下端连接挡板形成径向环形槽,夹管的径向连接有挡销,与该环形槽紧密配合,推动螺圈上下移动带动夹管上下移动,在夹管锥面的作用下实现夹管的松开和夹紧。
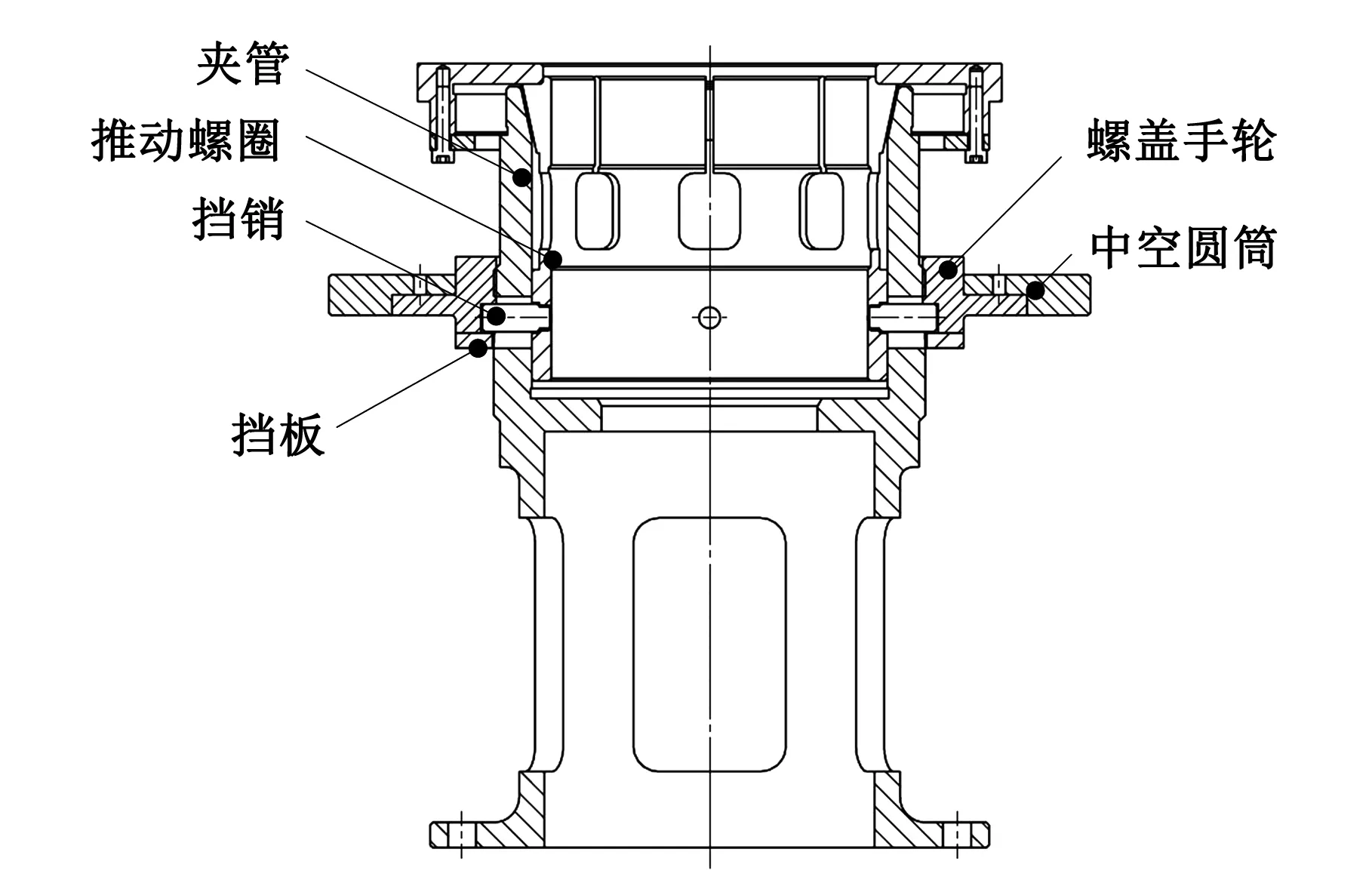
图4 定位夹紧机构结构图
在夹紧机构中,产品定位基面为外圆表面,定位基准为外圆中心轴线,符合“自为基准”的原则,基准不重合误差为ΔB=0 mm,基准位移误差为ΔY=0 mm,所以,定位误差ΔD=ΔB+ΔY=0 (mm)。
为了保证产品在夹紧时省力、可靠,夹管在设计时,将夹紧锥面的锥角设计为15°。
在产品夹紧过程中,夹紧力由推动螺圈旋转产生,在螺旋运动过程中,夹紧力产生的摩擦力矩需要克服切削力矩。假定推动螺圈的内螺纹与中空圆筒外螺纹摩擦面、夹管内壁与产品外圆面、夹管外壁与中空圆筒内壁之间的摩擦因数为0.1,则摩擦角φ1=φ2=φ3=5.7°,由螺旋夹紧机构和夹管锥面夹紧机构的工作原理[8]可得:
(2)
式中,FQ是螺盖手轮上的原始作用力,取300 N;L是原始作用力作用点距螺盖手轮中心的距离;α1是螺旋副的螺旋升角;α2是圆锥面锥斜角,取15°。
由式2可得:
(3)
考虑到结构工艺性和操作方便性,操作手轮的直径选为260 mm,远大于式3计算结果的2倍(即35.2 mm),意味着夹紧工件时仅需要40.5 N的原始作用力即可夹紧产品。
4 顶出机构设计
在产品的定位加紧过程中,由于夹管的圆锥面锥角为15°,具有一定的自锁性,当一发产品修复完成,松开夹紧机构后,产品并不能完全从夹管中松开,为此设计了一种顶出机构[9],采用蜗轮蜗杆机构和丝杠螺母机构,结构如图5所示。

图5 顶出机构结构图
使用中,通过旋转手轮带动蜗轮蜗杆机构转动,蜗轮蜗杆机构的蜗杆带动T型丝杠上下移动,T型丝杠转动可以带动顶杯体和顶杯座上下移动,进而实现旋转顶出机构在底座机构内转动,可带动夹紧机构和刀台机构上下移动。


由蜗轮蜗杆机构和丝杠螺母机构原理可知:
(4)
式中,FL是手轮上的作用力;L′是手轮上的作用半径。
在式4中代入变量取值,得:
则FLL′≥556.56 (N·mm)
考虑到结构工艺性和操作方便性,L′取100 mm,则手轮上的作用力FL仅需5.57 N,因此,该结构非常省力,满足使用设计要求。
5 底座机构设计
底座机构(见图6)由上底板、遮板、支柱、支架和下底板组成。上底板、遮板、支柱和下底板均通过螺钉固定连接,形成固定结构[10]。支架下端与下底板通过螺钉固定连接,中心与上底板同心。遮板主要用于遮挡灰尘,防止对维修的基准产生影响。
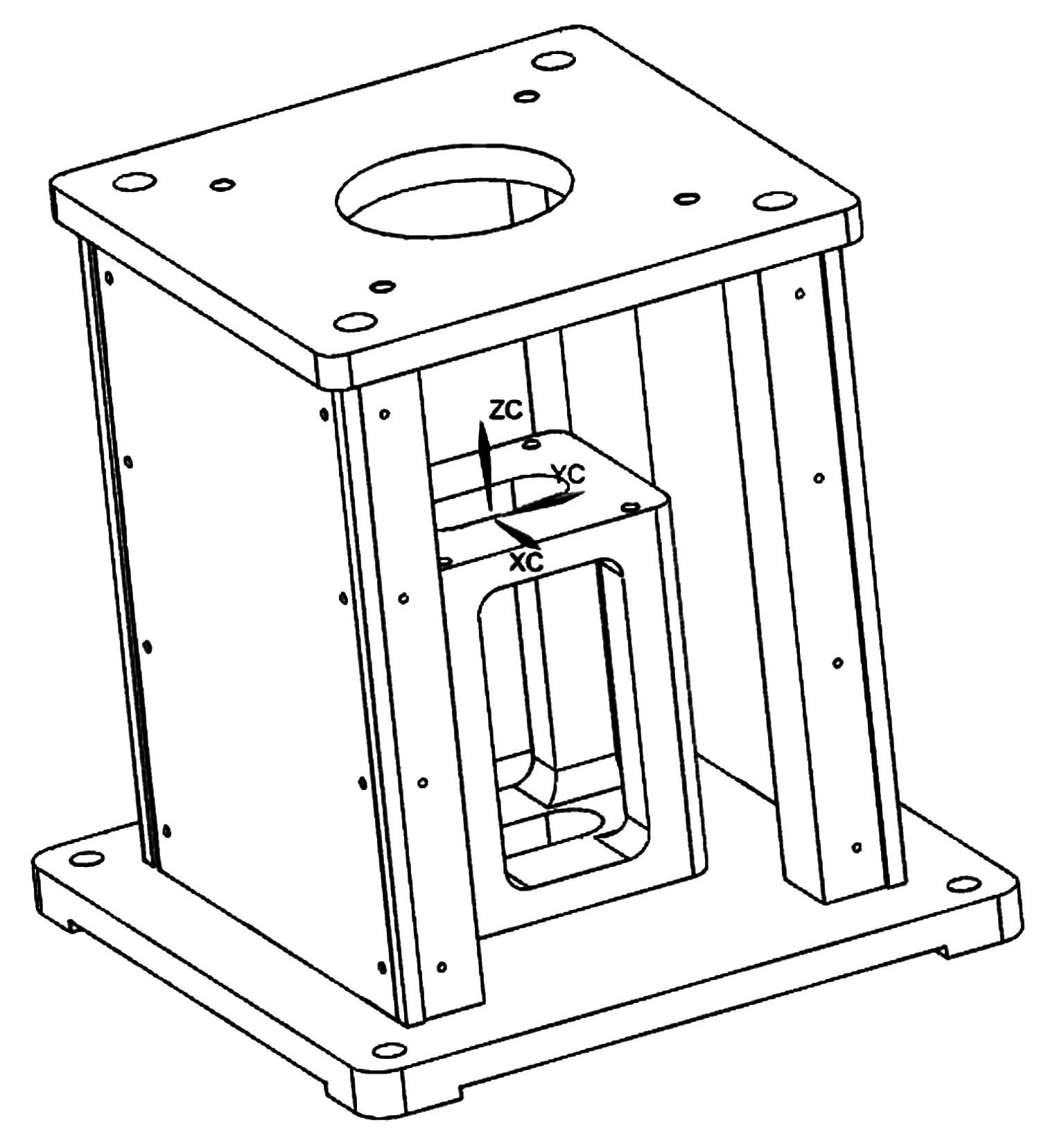
图6 底座机构结构图
底座机构主要用于对工件进行固定、支撑。底平面上的光孔通过螺钉与固定台面固位连接(也可在野外将底座用T型钢钉固定于平坦地面)。
6 结语
本文根据某产品闭气环尺寸超差修复要求设计了一种专用的满足使用工况的修复装置。目前国内没有类似的修复装置。根据产品的修复要求,基于基准重合原则,分别对刀台机构、定位夹紧机构、顶出机构和底座机构等重要部分进行了详尽的设计分析。经过现场测试验证(见图7),该装置工作效果良好,现已完成两万余件产品的修复任务,广泛应用于多个区域内该型号炮弹的修复售后保障中,取得的价值无法估量,同时为类似产品修复装置的设计提供了参考。
图7 切削工作图
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
设备管理与维修(2021年1期)2021-03-05
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
上海交通大学学报(2019年1期)2019-02-19
装备制造技术(2018年10期)2018-12-24
制造技术与机床(2018年10期)2018-10-13
新乡学院学报(2016年3期)2016-09-20
设备管理与维修(2016年7期)2016-04-23
发明与创新(2015年26期)2015-02-27
轴承(2014年9期)2014-07-24
