
真空热处理炉炉温及均温测试的日常管理方法
2024-01-13 10:42李丽君林辅坤李正龙
湖南有色金属 2023年6期
李丽君,林辅坤,李正龙
(1.宁夏东方钽业股份有限公司,宁夏 石嘴山 753000;2.国家钽铌特种金属材料工程技术研究中心,宁夏 石嘴山 753000)
宁夏东方钽业股份有限公司使用高温真空热处理炉生产钽粉。随着生产钽粉的产量及比容的不断提高,各台真空热处理炉间温度的一致性及同台热处理炉内温度均匀性对钽粉的产品性能及产品质量稳定带来很大的影响。根据生产要求,要求炉内温度均匀性≤±5℃,各炉间温度差≤±5℃。在实际生产过程中,经过全体人员的共同试验摸索,找出了生产过程真空炉炉温控制的影响因素,解决了炉温均匀性及炉间温度一致性的难题,为生产优质的钽粉,提供了可靠的设备保障。
1 真空炉炉温及均温测试研究及管理方法
1.1 测温系统的准确度对炉温控制的影响
真空热处理炉炉温控制的测试部分由热电偶、补偿导线和测温仪表组成测试系统[1],测温仪表已按要求检定,检定偏差在1‰可忽略不计,现讨论热电偶、补偿导线对炉温测试的影响。
1.1.1 热电偶对炉温控制的影响
热电偶一般由五部分构成,即:测温元件、绝缘材料、保护管、接线装置和安装固定装置。不同热电偶都有着不同的精度及寿命。本试验使用的钨铼5-26热电偶的绝缘材料是刚玉,其在真空下的最高使用温度为2 300℃。
取同一厂家的相同规格材质、不同批次(生产热电偶使用的原材料批次不同)的钨铼5-26热电偶,按照标准《(0~1 500)℃钨铼热电偶校准规范》(JJF 1176—2007)进行检定。检定合格后进行适用性评判。随机抽取第一批次热电偶三支,编号为1#、2#、3#,随机抽取第二批次热电偶三支,其编号为4#、5#、6#。取一支7#标准热偶(铂铑热电偶)做过温热偶,用来与控温热点偶进行温度比对。使用STH窑炉测温环,在真空下1 300℃的条件下进行保温测试,测试结果见表1。
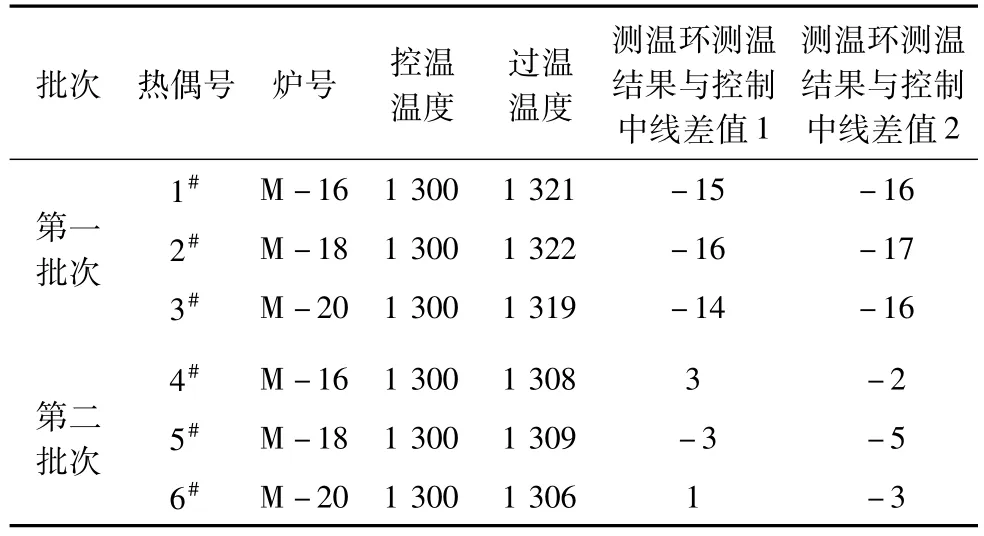
表1 热电偶炉温测试结果 ℃
根据表1中STH窑炉测温环测温结果与控制中线差值和过温热电偶温度结果可以看出,同一批次热电偶过温与控温温度偏差与使用STH窑炉测温环测温结果与控制中线的偏差校小,不同批次热电偶温过温与控制温度偏差及使用STH窑炉测温环测温结果与控制中线差偏差波动较大,原因为不同批次的热电偶因其使用原材料不同导致温度测试结果波动较大。
因此在实际生产中,检定合格的热电偶须经适用性评判方可投入使用。
1.1.2 热电偶补偿导线对炉温控制的影响
在包括常温在内的适当温度范围内(一般为-20~200℃),具有与所连接的热电偶的热电特性相同的一对相互绝缘的导线,其作用是补偿热电偶接线端至显示控制仪表之间的温差所产生的热电势,叫该类热电偶的补偿导线。使用相同热电偶采用普通铜导线,与专用钨铼5-26补偿导线对炉温进行测试。使用MTH窑炉测温环,在真空下1 480℃的条件下进行保温测试,测试结果见表2。
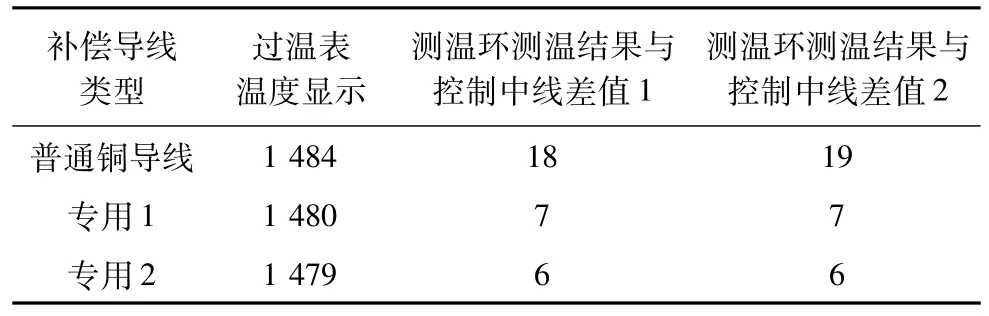
表2 采用普通铜导线与专用补偿导线炉温测试结果 ℃
由表2结果可以看出使用普通铜补偿导线会造成测温环测温结果与控制中线差值较大。因此在生产过程必须使用热电偶专用的补偿导线。
1.2 热电偶插入深度对炉温控制的影响
热电偶在每台真空炉的安装位置固定,但每支热电偶的插入深度不同。按照生产现场真空炉的均温尺寸,加热元件与均温区临界相距约5 cm。同一热电偶在同一真炉内,插入深度不同,使用STH窑炉测温,在真空下1 300℃环炉温标定的结果见表3、表4。测温环结果为使用STH窑炉测温环,在真空下1 300℃的条件下进行保温测试。
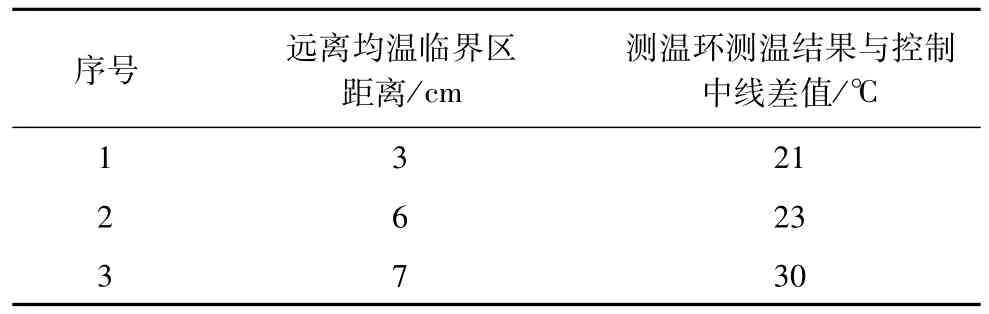
表3 热偶参考端不在均温区内不同深度的测温结果
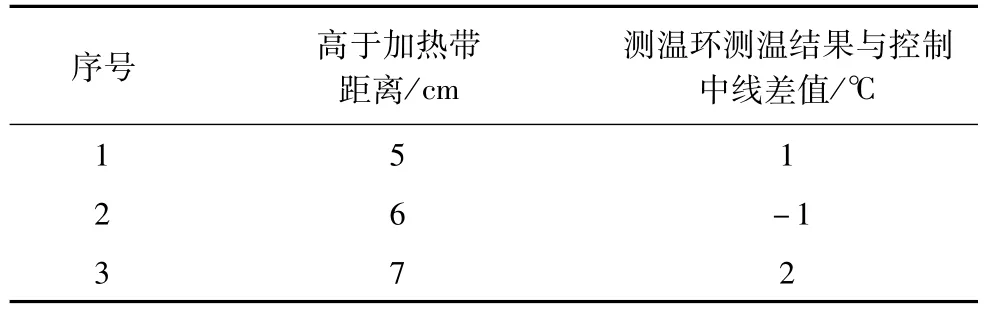
表4 热偶参考端在均温区内不同深度的校温结果
由表3可以看出热电偶参考端不在均温区内时,离均温区越远即离炉壁越近,测温环测温结果与控制中线差值越大。原因为炉壁有冷却水套,温度偏低,为了达到设定温度,炉膛输出功率加大,整体炉温偏高。表4中在均温范围内的不同深度炉温标定结果在实际生产控制范围内。因此,根据生产件的要求,热偶插入深度为:距离加热带5~10 cm。
1.3 炉温均匀性对炉控制的影响
由于真空炉较长时间处理物料,炉内各种气氛的变化及各种元件的变化导致炉内的均温变化不一致,在控制和测量局部温度的条件下,为了确定炉内空间的大小和位置,需要对热处理炉整个炉膛的温度进行均匀性[2]。
1.3.1 炉屏修复对炉温均匀性的影响
生产过程中常常会遇到炉屏中破损的情况,针对生产现场中前炉屏上部破损的情况对真空炉,采用MHT窑炉测温环在1 480℃条件下进行均温测试。测温环放在9点测温位置上,如图1所示,同时对前炉屏上部热屏进行修补后再次在相同测温条件下进行均温测试,测试结果见表5。
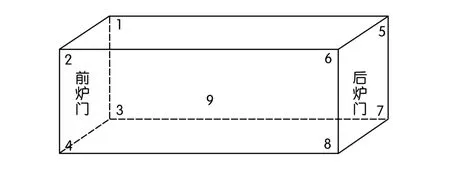
图1 真空炉均温测温点示意图

表5 前炉屏上部热屏损坏对炉炉均匀性的影响 ℃
1.3.2 加热输出的调节
生产过程中无特殊原因导致炉温均匀性偏差较大,可以用接触调压器对真空空炉进行调压处理。为保证测量结果充分反应炉内的实际情况,采用MHT窑炉测温环在1 480℃条件下进行均温测试,其要求均温控制范围在±5℃。测温环放在9点测温位置上,如图1。前部接触调压器控制点为1、2、3、4,中部接触调压器控制点9(工作区中心位置),后部接触调压器控制点5、6、7、8,9点窑炉测温环测试结果见表6。
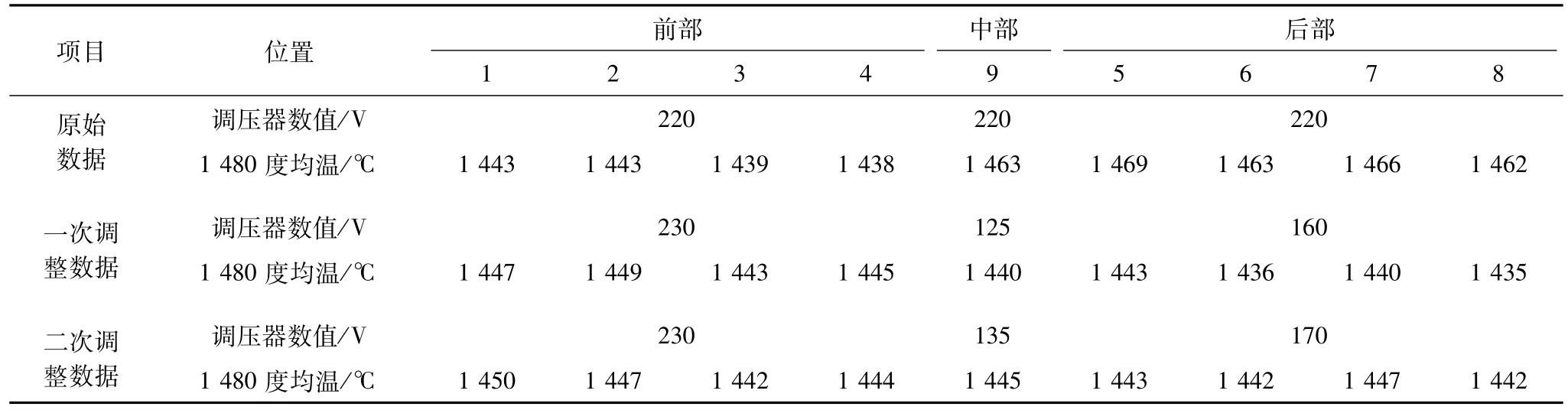
表6 调压器不同输出比例对炉温测试的影响
由表6可以看出采用相同的输出电压中部炉温测试的结果较高,极差为31℃,均温测试结果不能满足使用要求。接触调压器一次调整的数据和二次调整的数据的均温测试结果均在±5℃范围内,其炉温标定结果能满足使用要求。
因此在对炉温持续异常的情况要考虑选择合适的输出比例来控制均温性。
2 校温工具的使用情况
在实际的生产中需对真空炉进行定期的炉温标定,确保炉温准确。炉温标定是使用STH窑炉测温环在固定温度下进行烧结15 min,用千分尺测量STH窑炉测温环的收缩,再对照温度表读出炉温。将STH窑炉测温环放入特制的小物料盘内,与直接将STH窑炉测温环放置炉内同炉进行处理,测量结果见表7,放入物料盘内测温结果与直接放入炉内测温结果为其数据为窑炉测温环标定结果与要求控制中线的差值。
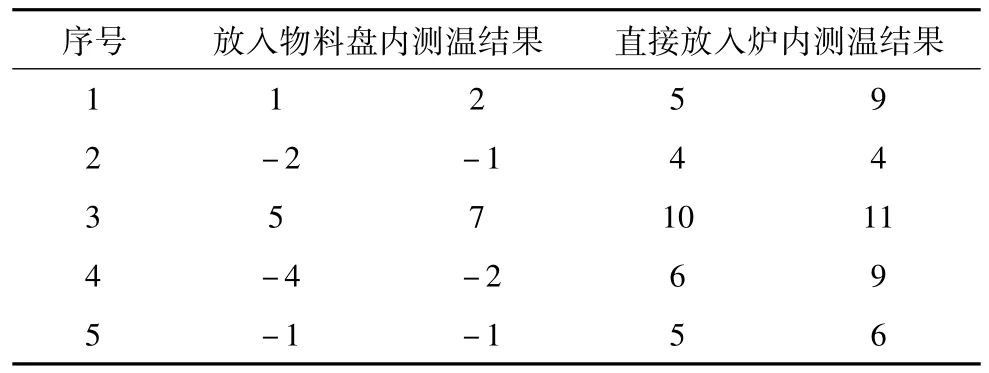
表7 不同校温工具对炉温控制的影响 ℃
由表7可以看出测温环直接放入炉内的测温结果整体偏高,较放入生产用物料盘内的测温环标定的结果高4~6℃。与要求控制温度中线值偏差较大。放入特制的小物料盘内炉温标定结果符合生产要求。原因为直接放入炉内的测温环主要采用热辐射对温度进行传导,放入生产用物料盘内的测温环采用热辐射及热传递对温度进行传导。因此,校温工具的测量环境需要接近实际物料受热情况。
3 结 论
真空热处理炉炉温及均温控制是由热偶本身及控制系统、测温工具的正确使用等因素决定的,结果表明:
1.同一厂家生产的不同批次的合格热电偶在实际使用时可能会出现较大的校准温差,需要根据实际生产选用适用的热偶。
2.补偿导线要根据使用的热电偶型号选择其专用的补偿导线。热偶参考端的位置,对炉温控制的影响很大,应根据实际生产情况确定距离加热带5~10 cm。
3.接触调压器的输出比例的调节对炉温均温控制尤为重要。
4.应根据实际生产状态确定测温工具方式,更能准确反应出生产实际情况,测量结果更准确。
猜你喜欢
电子制作(2019年19期)2019-11-23
消防界(2019年9期)2019-09-10
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
材料与冶金学报(2019年1期)2019-03-08
江苏建材(2018年2期)2018-05-21
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
佛山陶瓷(2017年1期)2017-02-23
中国陶瓷工业(2015年4期)2016-01-05
