UASB+厌氧水解技术处理含PVA退浆废水的研究
2024-01-15 11:01李治刚
化工生产与技术 2023年6期
李治刚
(鲁泰纺织股份有限公司,山东 淄博 255000)
作为纺织大国,我国的纺织业是工业化进程中的支柱产业之一。但是随着纺织工业的发展,暴露出的环境污染问题愈加严重,特别是纺织印染废水的处理问题成为当今纺织行业和水处理行业考虑的重点[1]。退浆印染废水具有聚乙烯醇(PVA)含量高、化学需氧量(COD)高和降解难度大的特点,特别是高浓度的PVA 排入水体中会造成底泥中重金属的释放与迁移[2-3]。
目前,含PVA 退浆废水的处理方法主要由物化法和生化法[4]。物化法主要包括膜分离技术和高级氧化技术;生化法主要包括高效降解菌法和厌氧/好氧生化法。但是上述方法均存在运行成本高、处理效果难以稳定等问题,因此,通常采用几种方法相结合的方式对退浆废水进行处理。吴火焰等对水解酸化-接触氧化工艺在处理印染废水方面的动力学进行了研究,得出了厌氧水解反应器和生物接触氧化反应器内的动力学方程[5]。孙根行等采用新型水解酸化反应器对处理含PVA 退浆废水进行了研究,得出新型水解酸化反应器对废水中的COD具有高效的处理能力[6]。岳秀等采用双氧水协同水解酸化-接触氧化工艺,实现了对含PVA 模拟印染废水的强化处理,稳定运行后COD平均去除率为89.8%,PVA 平均去除率为87.4%[7]。Senthilkumar 等采用升流式厌氧污泥床(UASB)工艺对印染废水进行了处理,发现UASB 工艺对COD以及PVA均具能实现高效去除[8]。
UASB作为第2代高效厌氧处理器,常被用做纺织印染废水的前处理工序中。笔者在前人研究基础上,采用UASB+厌氧水解技术处理含PVA退浆废水,以期提升对PVA等污染物的处理能力。
1 实验部分
1.1 实验装置
UASB+厌氧水解技术实验装置主要由蓄水池、UASB1、UASB2 和厌氧水解反应器组成,其中,蓄水池容积60 L,UASB1、UASB2一级厌氧水解反应器的容积均为20 L。实验装置如图1所示。

图1 实验装置Fig 1 Experimental setup
由图1可以看出,含PVA退浆废水从蓄水池出来后从底部进入UASB1、UASB2 反应器,经过UASB反应器初步处理后的废水从上部流出,部分进入厌氧水解反应器,部分重新回流至UASB反应器的底部。进入厌氧水解反应器的废水部分从顶部流出,进入下一步处理阶段,部分继续回流至厌氧水解反应器的底部。为了满足试验的可调控性,UASB 反应器之间采用了串联或并联的形式:当废水中污染物含量过高时,UASB1和UASB2采取串联的形式;当进水量大于50%时,采取并联的形式;当进水量小于50%时,可只运行其中1个UASB反应器。
1.2 试验用水
实际工业废水中成分较多,在试验过程中难以准确调控。采用实验室模拟印染废水,其含PVA退浆废水水质见表1。

表1 含PVA退浆废水水质Tab 1 Water quality of desizing wastewater containing PVA
1.2 分析方法及仪器
1.2.1 测试方法与指标
COD 浓度根据HJ 828—2017《水质化学需氧量的测定重铬酸盐法》进行测试[9];BOD5浓度根据HJ 505—2009《水质五日生化需氧量(BOD5)的测定 稀释与接种法》进行测试[10];氨氮浓度根据HJ 666—2013《水质氨氮的测定流动注射-水杨酸分光光度法》进行测试[11];pH根据GB/T 9724—2007《化学试剂pH值测定通则》进行测试[12];PVA浓度采用硼酸-碘液分光光度法进行测试。
1.2.2 实验仪器
CODmax II 重铬酸钾法COD 分析仪;M7-B2型BOD5测定分析仪;SH-220型氨氮测定仪;哈希HQ411d 数字化pH 分析仪;DR5000 紫外分光光度计。
2 分析与讨论
2.1 废水污染物处理效果
经过100 d 的试验研究分析,采用UASB+厌氧水解技术处理含PVA 退浆废水污染物,去除效果见表2。

表2 废水污染物去除效果Tab 2 Removal effect of pollutants from wastewater
由表2可以看出,在采用UASB+厌氧水解技术处理含PVA 退浆废水时,废水中的各类污染物都得到了一定幅度的减少,但pH值无变化。其中对PVA 的去除率达到90%以上,COD 去除率达到88%以上。实验结果充分表明,采用UASB+厌氧水解技术处理含PVA 退浆废水具有高效、除污率高的特点。
2.2 PVA处理效果
2.2.1 UASB反应器中PVA处理效果
UASB反应器中PVA处理效果如图2所示。
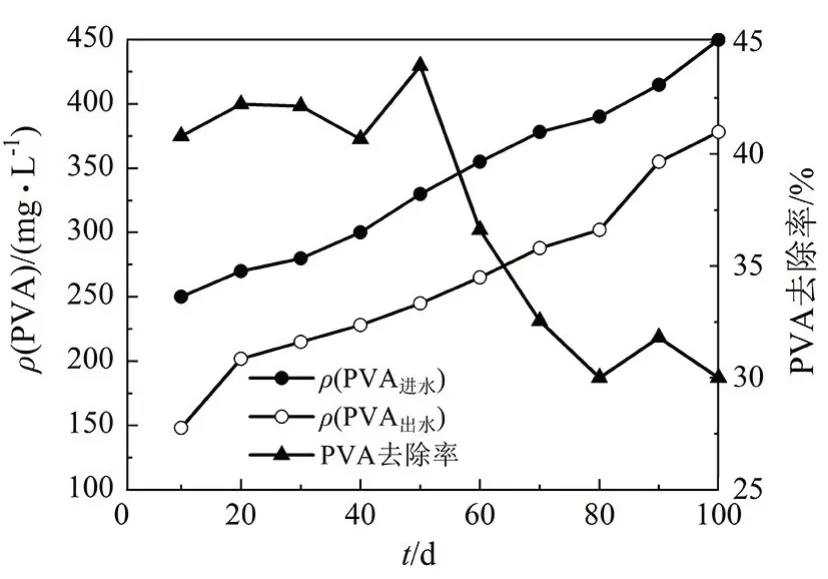
图2 UASB反应器中PVA处理效果Fig 2 PVA treatment effect in UASB reactor
由图2可以看出,在UASB运行过程中,随着进水中PVA 质量浓度的逐渐增大,出水PVA 质量浓度随之增大,且2者变化趋势一致。在运行初始阶段,PVA 的去除率达到40%左右,且受PVA 浓度的影响较小。但是当运行周期达到50 d 之后,随着进水PVA 质量浓度的增大,PVA 去除率逐渐降低至40%,到80 d 后趋于稳定。这主要是因为在UASB 反应器中,能够起到降解PVA 的菌种数量是有限的,因此在运行初始阶段,在低浓度的PVA 条件下能够对PVA 进行有效降解。随着运行时间的增加,前期大量的PVA 已经消耗了部分菌种,所以对PVA 的降解效果变弱,同时高浓度的PVA 也在一定程度上对PVA 降解菌的生长和活性具有一定的抑制作用。
2.2.2 UASB反应器中COD处理效果
UASB反应器中COD处理效果如图3所示。

图3 UASB反应器中COD处理效果Fig 3 COD treatment effect in UASB reactor
由图3 可以看出,随着进水COD 的变化,UASB反应器对COD的去除率在60%~64%之间波动,具体表现为,在运行前期,COD 的去除率整体呈上升趋势,当运行时间达到50 d 时,COD 去除率最高;当运行时间超过50 d 后,COD 去除率逐渐下降,且在80 d 时区域稳定。这主要是因为,当运行一段时间后,UASB反应器内有一定量的PVA 富集,从而对各有机物的去除具有一定的抑制作用;同时,当UASB反应器内的存留的PVA达到一定浓度时,会导致反应器内整体溶液黏度增大,降低底物和产物在溶液中的扩散速度,造成反应速率降低,去除率下降。
2.2.2 厌氧水解反应器对PVA处理效果
由UASB 反应器处理过的含PVA 退浆废水进入厌氧水解反应器中进行二次处理,实现PVA 的高效去除。厌氧水解技术对PVA的处理效果如图4所示。

图4 厌氧水解反应器对PVA处理效果Fig 4 Effect of anaerobic hydrolysis reactor on PVA treatment
由图4可以看出,在厌氧水解阶段,厌氧水解反应器对UASB 出水的PVA 具有高效降解作用。在整体运行阶段,对PVA 的去除率均稳定在85%以上。与UASB反应器阶段相比,厌氧水解阶段对PVA的去除率更高,这主要是因为UASB反应器对PVA 这种难降解有机物去除效果不明显,PVA 的去除量低于其他有机污染物的去除量,PVA 有“浓缩富集”的趋势,导致了后续厌氧水解阶段中PVA降解菌的富集,进一步强化了PVA的去除。
2.3 流量对PVA处理效果的影响
在印染废水处理过程中,进水流量的大小决定着废水在反应器内的停留时间,最终会影响废水中污染物的处理效果。在UASB处理阶段,高的液体流速增加污水系统内进水区的扰动,增加了污泥与进水有机物之间的接触,有利于提高去除率,为了保持系统中足够多的污泥,上升流速不能超过一定的限值。在进水流量分别为3、5、7、9、11 L/h 的条件下,分析进水流量对PVA 的处理效果,结果如图5所示。

图5 进水流量对PVA的处理效果Fig 5 The effect of influent flow rate on PVA treatment
由图5可以看出,在进水PVA含量相同的条件下,UASB反应器和厌氧水解出水的PVA含量均随着进水流量的增加而增加,PVA 去除率下降。当进水流量为3 L/h时,PVA去除率达到92.67%,当进水流量为11 L/h 时,PVA 去除率为88.33%。这主要是因为,随着流量的增加,单位时间内通过的废水量增多,但是一定体积的废水在反应器内的停留时间减短。根据UASB反应器的工作原理可知,退浆废水主要是从反应器的底部引入,污水向上通过包含颗粒或絮状污泥的污泥床,厌氧反应发生在废水和污泥颗粒接触的过程。当流量增加后,废水和污泥颗粒的接触时间变短,厌氧反应不完全,因此,PVA 去除率降低。厌氧水解阶段主要是通过产酸菌、甲烷菌等菌类微生物将大分子难溶解物质转化为小分子物质。因此,当进水流量增加时,由于厌氧水解工艺中菌类数量是一定的,因此大量的废水进入厌氧水解阶段后会造成菌类的大量消耗,继续增加流量会导致PVA等处理量减少,PVA 去除率下降。因此,综合考虑PVA 的去除效果以及运行成本,当进水流量为5 L/h,工艺条件较好,PVA去除率为91.67%。
3 结 论
针对含聚乙烯醇(PVA)退浆废水具有处理难度大、运行成本高等问题,采用UASB+厌氧水解技术对含PVA退浆废水进行处理,得到以下结论:
1)在采用UASB+厌氧水解技术处理含PVA退浆废水过程时,对废水中PVA、COD、BOD5和氨氮等污染因子都具有一定高效的去除效果,其中对PVA 的去除率达到90%以上,对COD 的去除率达到88%以上。
2)在UASB反应器处理阶段,PVA以及COD的去除率随着运行时间的增加先增加后减小,当运行时间为50 d时,去除效果较好。
3)对厌氧水解技术处理PVA 的效果进行分析,发现厌氧水解阶段对PVA 的去除率更高,这主要与PVA在厌氧水解阶段的“浓缩富集”有关。
4)在采用UASB 厌氧水解技术处理含PVA 退浆废水时,流量对PVA 的处理效果具有重要的影响,UASB反应器和厌氧水解出水PVA含量均随着进水流量的增加而增加,PVA 的去除率下降,当进水流量为5 L/h,工艺条件较好,PVA 去除率为91.67%。
猜你喜欢
青海电力(2022年1期)2022-03-18
云南化工(2021年11期)2022-01-12
应用化工(2021年12期)2021-02-21
航空发动机(2020年1期)2020-06-13
天然产物研究与开发(2018年7期)2018-08-21
环境保护与循环经济(2017年4期)2018-01-22
山东工业技术(2016年15期)2016-12-01
中学化学(2016年2期)2016-05-31
课程教育研究·下(2016年2期)2016-03-25
化工进展(2015年6期)2015-11-13