双螺杆空压机消声器设计与性能分析
2024-04-01 05:11何旭阳何亚银张炜王凯
科学技术与工程 2024年8期
何旭阳, 何亚银, 张炜, 王凯
(陕西理工大学机械工程学院, 汉中 723001)
双螺杆空压机因其结构简单、工作可靠、经济效益高而被广泛应用于工业生产中[1],但因其工作中会产生较大的噪声,需要对其进行降噪处理。常用的降噪方法是在其表面加隔声罩或吸排气口加消声器。20世纪80年代初,针对双螺杆空压机的噪声问题就开始了研究。杨胜梅等[2]针对半封闭双螺杆压缩机的供油参数变化对压缩机机体振动和性能的影响,开展了实验研究,通过对供油参数进行优化,得到了性能更优、压缩机振动噪声能量更低的设计方案。王小明等[3]对双吸平衡式双螺杆压缩机的流致噪声进行分析,得出压缩机的噪声频率声压级主要与排气频率及其倍频有关。韩丽娟[4]研究了大型螺杆压缩机噪声控制的主要方法。陈文卿等[5]对半封闭双螺杆制冷压缩机的噪声进行研究,提出了采用排气端面脉动衰减装置和排气管路消声器的降噪方法。陈仁君[6]对螺杆压缩机低频噪声控制进行研究,提出安装消声器和隔声罩的控制方法。马强[7]针对目前国产压缩机气流脉动较大现象,通过对某型号螺杆压缩机的流场及喘振现象进行仿真分析,得到排气压力脉动现象产生的主要原因是齿间容积与排气背压存在压差,使得排气孔和齿间容积形成回流冲击,气体压力分布不均匀形成涡流引起的。饶静等[8]对某型号双螺杆压缩机内部流场进行仿真和试验验证,得出作用于转子上的流体压力从进气到出气口呈现递增的趋势。岳巍澎等[9]针对风力机的气动调幅噪声,提出了一种新的测量和分析方法,该方法有助于建立风力发电机组的气动噪声测量标准,以便更好地控制风力机的调幅噪声。Liu等[10]考虑了吸声材料、传热和平均流动效应,提出了一种多维CFD(computational fluid dnamics)方法来计算排气消声器的传递矩阵,并进一步研究了平均流场对消声器声学性能的影响。王松岭等[11]以NACA0018翼型作为研究目标,利用声类比法,研究脊状结构对翼型远场噪声的影响,结果表明:适当位置的脊状结构能够改善翼型的噪声。Shen等[12]针对半封闭变频螺杆压缩机产生的噪声,提出了端面衰减通道和放电管阻尼两种方法,并设计实验进行了验证,表明两种方法都有较好的降噪效果。Wu等[13]对于双螺杆制冷压缩机气体的间歇流动而产生的压力振动和噪声问题,提出了一种用于制冷压缩机排气腔的压力脉动阻尼器,并对其设计仿真模型和实验进行验证。薛东文等[14]针对某大尺寸螺旋桨开展了气动与噪声联合优化设计,优化结果与高精度计算进行对比,具有较好的降噪效果。Mujic等[15]对双螺杆压缩机的噪声源进行实验研究,发现噪声产生的主要原因是气流脉动作用。Ooi等[16]采用基于遗传进化算法的多目标优化方法,对压缩机性能系数、制冷量、电机输入功率、摩擦功率、指示功、排放阀损耗、吸力阀损耗、压缩机整体尺寸进行优化设计分析,结果表明:该方法可以有效地完成滚动转子压缩机优化设计工作。Sangfors[17]对双螺杆压缩机的气流噪声进行测量与分析,发现气流脉动基频及整数倍频时噪声值较大,为气流脉动噪声的研究提供了一定的参考。
目前,前人对双螺杆空压机的噪声研究主要以实验为主,而关于有限元仿真和添加消声器降噪模拟相对较少。鉴于此,通过有限元方法,对双螺杆空压机的噪声和消声器降噪进行分析。研究成果可对双螺杆空压机降噪起到一定的参考作用。
1 理论分析
1.1 声波在介质中的传播
声波在空压机壳体或消声器中的传播是由介质的惯性和弹性效应引起的,因此声波相对于介质的质点在运动。均匀流动介质中声波的两个基本方程写成如下形式。
(1)连续性方程。
(1)
(2)动量方程。
(2)
(3)
将式(1)~式(3)中消去ρ和u后,得到均匀流动介质中的声波方程为
(4)
声音的强弱常以声压级来衡量。从人体感知来看,人耳对于声音响度的感知并不是与声压的绝对值成正比,而是与声压的对数成正比,声压与声压级计算关系式为
(5)
式(5)中:Lp为声压级;p0为参考声压。
1.2 赫姆霍兹方程
利用有限元方法,求解双螺杆空压机的噪声以及吸气口处安装消声器时,消声器的降噪效果,通过将模型分割成若干单元,求解其噪声的分布情况,得到噪声的频谱图。频域求解下的声学方程为

(6)
式(6)中:ρc为密度,kg/m3;ω为角频率,rad/s;∇为哈密尔顿算子。
1.3 传递损失理论
传递损失是分析消声器降噪性能的物理量,其定义是消声器进气口处的入射声功率级与排气口处的透射声功率级之差,可表示为
(7)
式(7)中:Wi为消声器进气口处的入射声功率;Wt为排气口处的透射声功率;LW1为消声器的入射总声功率;LW2为消声器的出射总声功率。
当进出口管道内的声波为平面波时,入射和透射声功率可分别表示为

(8)
(9)
式中:Ii和pi、It和pt分别为消声器进气口处的入射声强和声压、排气口处的透射声强和声压;S1、ρ1、c1、M1和S2、ρ2、c2、M2分别为消声器进气口和排气口的横截面积、介质密度、声速和气流马赫数,当气体流动方向与声波传播方向相同时,马赫数取正数,否则为负数[18]。
2 双螺杆空压机壳体噪声分析
在消声器设计之前,首先要进行双螺杆空压机壳体的噪声分析,选择COMSOL软件进行空压机壳体的噪声分析。
2.1 几何模型建立及网格划分
选择UG软件,建立YSJ-03型双螺杆空压机的壳体模型,将建模好的壳体模型导入COMSOL软件中,对其进行网格划分,网格形状为自由四面体网格,定义网格尺寸为波长的1/5,生成四面体网格单元26 607个,三角形网格单元12 632个,边单元2 327个,网格质量满足仿真要求。双螺杆空压机网格划分如图1所示。

图1 双螺杆空压机壳体网格划分
2.2 边界条件设置
在COMSOL软件中的声学模块,定义YSJ-03型双螺杆空压机壳体模型的内部介质为空气,入射压力场幅值为1 Pa,入射压强为1个大气压,声速为340 m/s,密度设定为1.413 kg/m3,温度设定为293.15 K。壳体壁面为硬声场壁面。
2.3 壳体表面噪声分析
因为双螺杆空压机壳体噪声主要以中低频噪声为主[19],定义频率范围为100~1 500 Hz。求解该频段下空压机壳体的噪声分布。
图2、图3分别为频率1 435 Hz和1 480 Hz时双螺杆空压机的声压和声压级分布。由声压(图2)和声压级图可以看出,空压机壳体有较强的噪声分布。
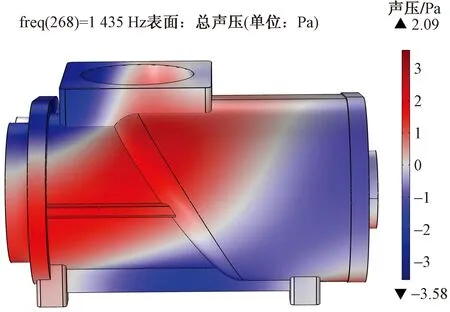
freq为频率

freq为频率
为得知双螺杆空压机壳体噪声分布的具体数值,求解空压机在100~1 500 Hz时的噪声频谱图。图4为100~1 500 Hz频率范围内,双螺杆空压机壳体的噪声分布频谱图。可以看出,壳体的噪声分布在86.9~112.1 dB,其中在1 195 Hz时噪声最低,为86.9 dB;在505 Hz附近噪声最高,为112.1 dB。当特征频率范围在600~1 500 Hz时,噪声范围比较集中,主要集中在86.9~98 dB。

图4 双螺杆空压机壳体噪声分布
3 消声器设计与降噪分析
3.1 消声器设计
由于双螺杆空压机的壳体噪声主要以中低频噪声为主,而阻性消声器对于高频噪声有较好的降噪效果,抗性消声器对于中低频噪声有较好的降噪效果,所以该双螺杆空压机消声器的设计选择抗性消声器。
图5、图6分别为双螺杆空压机抗性消声器二维和三维图,采用膨胀腔的设计结构,即两端是截面直径较小的圆形管道,中间是截面较大的长方形箱体,通过截面的突变,导致进入消声器的声波发生反射和干涉现象,减小声波的传输,实现对气流中噪声的降低。

图5 抗性消声器二维图

图6 抗性消声器三维图
为了满足消声器的设计要求,同时便于安装和有更好的降噪效果,消声器的设计要满足以下要求。
(1)消声器的突变截面面积与吸排气口面积之比最好大于2∶1,这样声阻抗经过吸气口到达膨胀腔时,引起阻抗速度的改变,从而形成声能的反射和干涉现象,实现更好的降噪。
(2)膨胀腔的腔体长度越长,降噪效果越好,所以在不影响安装和设计尺寸没有具体要求的条件下,膨胀腔越长越好。
(3)消声器的材料一般选择碳钢或不锈钢,同时消声器的壁厚不能过薄,否则降噪效果不明显。

(10)
消声器的消声量用传递损失来表示,即
(11)
式(11)中:W1为消声器进气口处的入射声功率;W2为消声器排气口处的透射声功率。
因此,该消声器的传递损失也可表示为
(12)

(13)

根据式(13)可以看出,极大消声器量TLM与扩张比m成正比,m越大,极大消声量越高。当m>5时,式(6)可简化为
TLM=20lgm-6
(14)
极大消声量TLM与扩展比m的关系如表1所示。

表1 极大消声量TLM与扩展比m的量值关系Table 1 Quantitative relationship between maximum noise attenuation TLM and extension ratio m
根据以上要求,同时考虑材料成本和尺寸大小,消声器的设计参数为:进排气管道的内部直径为20 mm,长度为60 mm;膨胀腔的突变截面的长度为100 mm,宽度为80 mm;膨胀腔长度为200 mm;消声器厚度为6 mm;计算得扩张比m=25,降噪量可以达到22 dB,具有较好的降噪效果。消声器的设计材料选择304不锈钢,图6为抗性消声器的三维图。
3.2 消声器性能分析
将设计好的消声器模型导入COMSOL软件,求解频率范围在100~1 500 Hz时,消声器的降噪效果。在消声器进气口输入与双螺杆空压机壳体表面同等大小的噪声声波,测量其传递损失曲线,分析消声器的降噪性能,如图7所示。

图7 抗性消声器传递损失
从图7抗性消声器传递损失可以看出,在特征频率在100~800 Hz,消声器的降噪呈现先增大后减小的趋势,在515 Hz时达到峰值,降噪15 dB。在800~1 500 Hz时,消声器的降噪呈现先增大,达到峰值,然后减小为零,再增大的过程。最大降噪可达到19.2 dB。而在784 Hz和1 482 Hz时,因为出现谐振,消声器失效。从传递损失图可以看出,虽然该消声器可以起到一定的降噪作用,但是消声性能不够稳定,降噪量存在波峰和波谷,在784 Hz和1 482 Hz时会导致消声器失效,故稳定性不高,需要进行一定的优化。
3.3 消声器结构优化设计
为了提高消声器的降噪效果,避免消声器出现谐振现象而失效,需要在消声器内部添加吸声材料。消声器内部常用的吸声材料有离心玻璃棉、玻璃纤维、低碳钢丝网、毛毡等。选择玻璃纤维作为吸声材料,固定在消声器膨胀腔的四周内壁上,根据消声器的尺寸、降噪效果以及经济效益考虑,玻璃纤维厚度取为10 mm。为了防止气流长期作用导致玻璃纤维的脱落以及更好的降噪效果,在消声器内部安装一层穿孔板,玻璃纤维夹在穿孔板和消声器内壁之间,组成新型消声器——阻抗复合消声器,玻璃纤维的分布如图8所示。
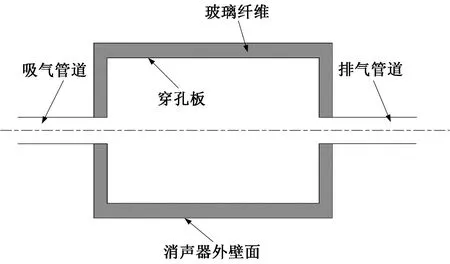
图8 消声器内部玻璃纤维分布图
将该阻抗复合消声器模型导入COMSOL软件中,选择多孔介质模块中的Delany-Bazley-MiKi模拟消声器内部玻璃纤维的吸声性能,测试该消声器的降噪效果。
图9为优化前后在相同条件下测得的消声器的传递损失,可以看出,优化之后消声器的降噪效果得到了很大的改善,很好的避免了出现的谐振现象,防止消声器降噪失效。同时随着特征频率的增大,消声器的降噪也随之提升。最低降噪可以达到13.3 dB,最高降噪可以达到26.9 dB。消声器降噪效果良好,降噪性能稳定。

图9 阻抗复合消声器传递损失
3.4 安装阻抗复合消声器后双螺杆空压机壳体噪声分析
将阻抗复合消声器安装在双螺杆空压机吸气口处,导入COMSOL软件,测试此时双螺杆空压机壳体的噪声分布,得到消声之后的空压机壳体噪声频谱图,与没有安装消声器时空压机壳体的噪声频谱进行对比,分析消声器的降噪性能。空压机和阻抗复合消声器的装配图如图10所示,安装前后空压机壳体的噪声频谱图如图11所示。

图10 空压机和阻抗复合消声器装配图

图11 安装消声器前后空压机壳体噪声频谱图
从图11可以看出,安装阻抗复合消声器之后,双螺杆空压机壳体的噪声有了明显的降低。在没有加消声器时,空压机壳体的噪声最高达到112.1 dB,噪声主要分布在86.9~98 dB。而加消声器之后,空压机壳体的噪声基本处于75 dB以下,最低可以达到36 dB,噪声集中分布在40~70 dB。说明该消声器具有较好的降噪作用,且降噪性能稳定。
4 结论
为了降低双螺杆空压机壳体产生的噪声,对空压机进行消声器性能分析与结构优化。通过将设计出的消声器加装在空压机吸气口上,获得降噪效果。得出如下结论。
(1)通过仿真分析,当特征频率在100~1 500 Hz时,双螺杆空压机壳体噪声集中分布在86.9~112.1 dB,其中在1 195 Hz时噪声最低,为86.9 dB;在505 Hz附近噪声最高,为112.1 dB。
(2)简单的膨胀腔抗性消声器对双螺杆空压机壳体噪声的降噪量最大可以达到19.2 dB,在784 Hz和1 482 Hz时都会出现谐振现象,导致消声器失效,需要在抗性消声器内壁上添加玻璃纤维吸声材料。通过对比发现,添加吸声材料的阻抗复合消声器降噪效果更好,降噪量最小可以达到13.2 dB,最大可以到达26.9 dB。
(3)将阻抗复合消声器安装在双螺杆空压机吸气口处,通过仿真分析得到降噪频谱图,与没有安装消声器时空压机壳体的噪声频谱图进行对比,发现该空压机壳体的主要噪声从86.9~98 dB降低到40~70 dB,说明该阻抗复合消声器具有较好的降噪效果。
猜你喜欢
中国粮油学报(2019年4期)2019-07-12
西南交通大学学报(2018年5期)2018-11-08
电子制作(2017年17期)2017-12-18
工业设计(2016年7期)2016-05-04
工业设计(2016年7期)2016-05-04
汽车与新动力(2015年1期)2015-02-27
噪声与振动控制(2015年4期)2015-01-01
中国塑料(2014年8期)2014-10-17
火炸药学报(2014年5期)2014-03-20
机电产品开发与创新(2014年4期)2014-03-11