
一种基于PLC的加热炉温度控制系统设计
2012-08-21 10:15万军华杨志和
湖南理工学院学报(自然科学版) 2012年3期
万军华,杨志和
(1.湖南理工学院 信息与通信工程学院,湖南 岳阳 414006;2.湖南理工学院 计算机学院,湖南 岳阳 414006)
某热处理加工厂的加热炉原为手动控制炉温,现在改造为采用西门子的PLC进行炉温自动控制,为此需要设计一个加热炉温度控制系统.
1 系统整体控制结构设计
根据设计要求,本系统由位于中央控制室的上位机、西门子可编程控制器PLC和一些现场检测设备等控制系统硬件设备和监控、编程软件及操作台、控制箱柜等组成.
在办公楼设立中央控制室,在现场设 PLC工作站,中央控制室中的上位机通过RS485与现场的工作站相连,在中控室可对 PLC和各现场加热炉实施装料指导和炉体加热开、停控制;同时,加热炉的温度通过热电偶测定后送PLC工作站,并送到上位管理系统实施显示,以便随时监控加热炉运转状态.整个控制结构设计如图 1所示.

图1 系统整体控制结构图
2 硬件设备选型和电路设计
中控室的上位机无任何特殊要求,故可直接采用普通的微机;各现场工作站的 PLC负责本站所有加热炉的自动控制、温度数据采集、与上位机之间的数据通信和现场各加热炉的状态显示控制.根据环境、投资及现场要求情况,应采用小型 PLC进行数据采集和控制,德国西门子的 S7-200系列(图 2为S7-200PLC实体图)具有良好的稳定性、可靠性,能满足本系统的需求,完全可以胜任系统的各项要求,并在实践中运行良好.具体来说,各PLC下位机实现的主要功能如下:
● 检测加热炉热电偶送来的温度信号;
● 检测控制柜电压、电流、功率信号;
● 检测控制柜分、合闸状态;
● 与上位机进行通信;
● 控制加热炉各状态的显示和报警;
● 控制加热炉按预定计划对材料进行热处理;同时,现场有如下信号需要进行采集与控制.

图2 S7-200 PLC
1 输入信号
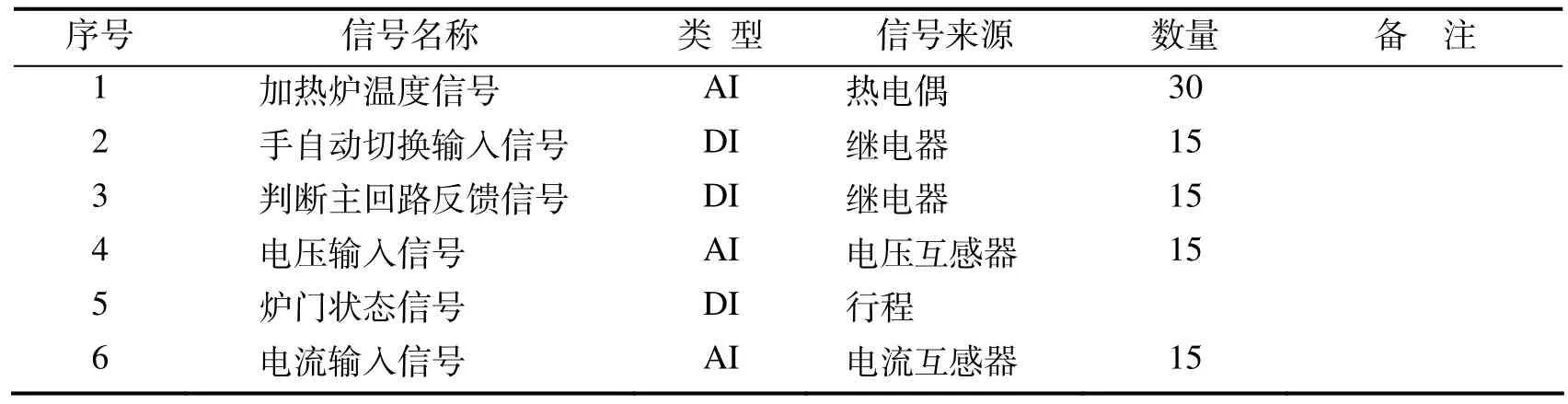
序号 信号名称 类 型 信号来源 数量 备 注1 加热炉温度信号 AI 热电偶 30 2 手自动切换输入信号 DI 继电器 15 3 判断主回路反馈信号 DI 继电器 15 4 电压输入信号 AI 电压互感器 15 5 炉门状态信号 DI 行程6 电流输入信号 AI 电流互感器 15
2 输出信号

序号 信号名称 类 型 元件名称 数量 备 注1 自动启动停止输出信号 DO 继电器 15 2 风机启动停止输出信号 DO 继电器 15 3 手动/自动隔离输出信号 DO 继电器 15
3 信号采集与控制
1)开关量输入信号
开关量输入信号有一种,由继电器给出,为无源开关点,连接结构图如图3所示.
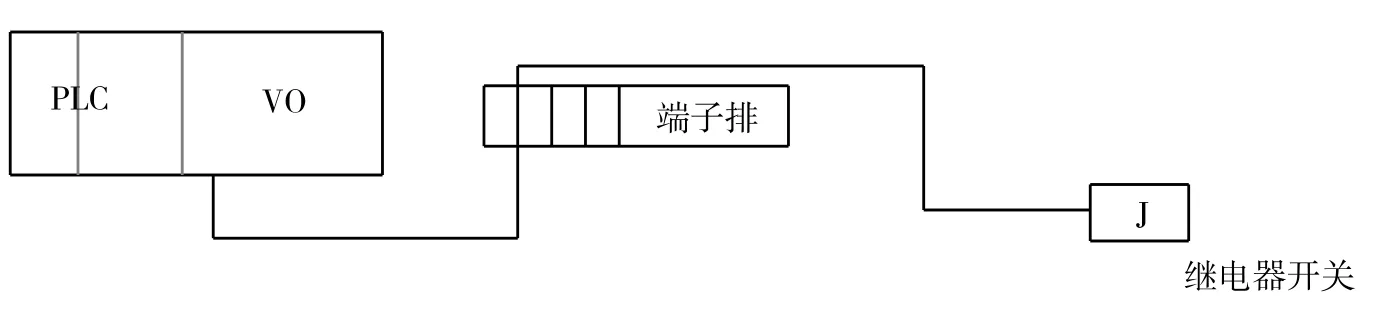
图3 开关量输入信号连接结构图
2)模拟量输入信号
模拟量输入信号主要是热电偶送来的温度信号,信号的采集主要由上、下两个热电偶组成,结构图如图4所示.
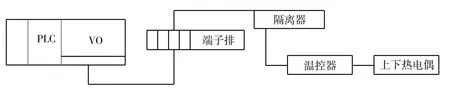
图4 模拟量输入信号连接结构图
3)开关量输出信号
开关量信号由PLC输出给继电器,通过继电器控制相关动作.现场控制采用手动优先原则,当自动投入时,若现场人工操作,自动转换为手动运行模式,连接图如图5所示.
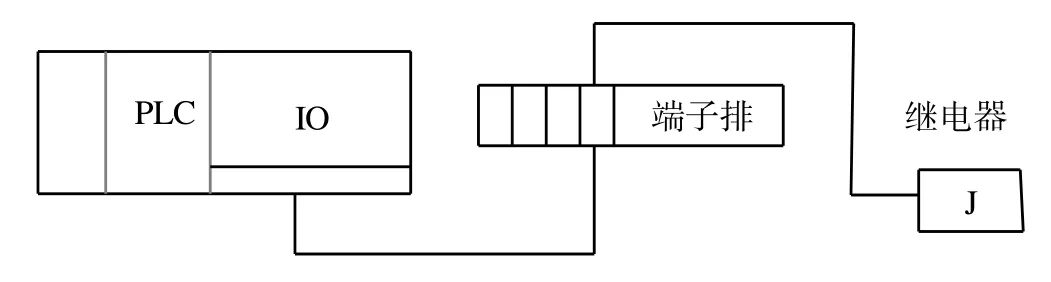
图5 开关量输出信号连接结构图
4)通讯方式
现场PLC和上位机之间采用RS485通讯,其连接长度可达1000米,上位机与PLC连接如图6所示.
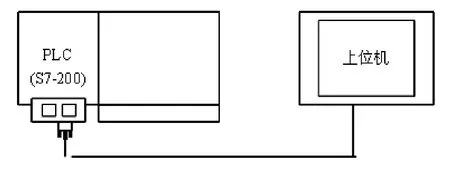
图6 上位机与PLC的连接结构图
3 软件设计
PLC的工作流程如下:热电偶送来的信号进入到PLC中,并随时上传到中控室,以便及时画出温度变化过程曲线,并在中控室打印机上完成曲线打印;当达到预定的温度后,PLC开始计时,仍用温控器来稳定温度,达到温度调节的目的;当计时到达设定的温度后(如三个小时),由 PLC发出指令断开主回路,停止加热,达到时间控制和自动开关的目标;在原有控制柜中加装电压互感器和电流互感器,测出相应的电压和电流,经过计算,得到电量,将其与车间原有经验数据比对,得到理论上的温度值,再与实际值相比较,作为参考数据来控制炉体保温的时间.控制流程图如图7所示.
4 现场设备安装与调试
现场设备安装主要就是控制柜的安装和布线,控制柜安装在加热炉的南边,PLC安装在控制柜里.如图8所示.
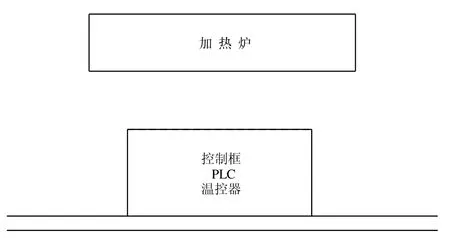
图8 控制柜安装示意图
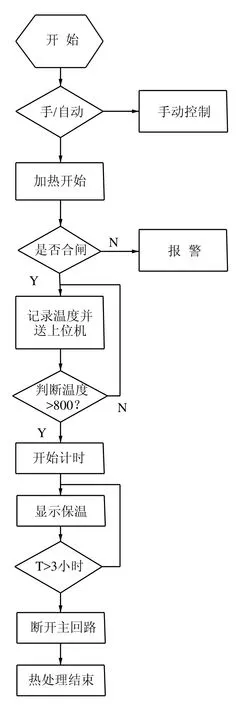
图7 控制过程流程图
5 结论
在该加热炉控制系统中,仍采用原有的温控器中的数据读入 PLC进行温度的控制,最大限度利用了原来的设备性能,简化了程序,降低了成本,采用PLC与上位机通信进行加热炉温度的自动控制,达到了在中控室进行控制的原有目标,同时,该系统还具有动态响应快,控制精度高,强鲁棒性等特点.
[1] 周 东,李 敏.加热炉PLC控制系统改造[A].全国冶金自动化信息网2010年年会论文集[C].2010
[2] 刘凤春,周晓丹.可编程序控制器原理及应用基础[M].北京:机械工业出版社,2009
猜你喜欢
浙江共产党员(2022年10期)2022-11-23
交通科技与管理(2022年8期)2022-05-07
锻压装备与制造技术(2021年3期)2021-08-13
商品与质量(2020年32期)2020-11-06
机电信息(2020年5期)2020-07-04
石油和化工设备(2020年2期)2020-02-24
中国特种设备安全(2019年4期)2019-05-20
中学生数理化·高一版(2019年3期)2019-04-15
中国管理信息化(2019年23期)2019-01-13
浙江共产党员(2017年11期)2017-11-15
