低温压力容器用厚钢板09MnNiDR的焊接性能研究
2018-08-20 07:48刘继宏
现代冶金 2018年3期
刘继宏
(南京钢铁股份有限公司,江苏 南京 210035)
引 言
随着中国石油化学工业的迅速发展,气体的液化、分离和液化气体的生产、贮运及应用已相当普遍,低温技术和设备的发展促进了低温压力容器用钢的发展[1-3]。中国的0.5Ni低温钢系在德国、法国相应钢号的基础上调整了化学成分,改进为-70 ℃级用钢,命名为09MnNiDR。09MnNiDR钢是目前国产低合金钢中使用温度最低的钢种,作为-70 ℃级0.5Ni低温钢代替进口低温钢材在低温压力容器制造领域得到了广泛应用[4-7];且09MnNiDR钢要求在使用温度下具有足够的韧性及抗脆性破坏能力[8]。1991年09MnNiDR钢板及其配套焊材通过了压力容器用新材料的技术评定。但随着化工行业的飞速发展,化工设备的大型化,厚板的低温容器用钢需求量越来越大,对于厚板的焊接性能研究显得尤为重要。
1 实验材料成分及性能
选用南京钢铁股份有限公司(以下简称“南钢”)开发生产的09MnNiDR低温容器钢板,厚度为100 mm,供货状态为正火。实验钢板的性能参数如表1所示。

表1 09MnNiDR钢的性能参数
2 实验过程
2.1 热模拟试验
为了考察焊接线能量对钢板焊接接头热影响区力学性能的影响,在Gleeble-3500热模拟试验设备上进行焊接热影响区模拟试验。模拟焊接线能量输入为10~60 kJ/cm,试验获得不同线能量输入时的热循环曲线、表征冷却速度的t8/5与线能量的关系如图1所示。
对热模拟试验后的试样以加热点为中心加工成标准冲击试样,进行热影响区冲击性能试验。试验结果如表2所示。

表2 不同线能量模拟后的冲击试验结果
由表可知,在焊接线能量输入为10~60 kJ/cm范围内,随着线能量的增大,热模拟得到的热影响区冲击韧性略呈下降的趋势,但下降的幅度不大。在60 kJ/cm的热输入下,冲击韧性的平均值仍能达到310 J,保持较高的水平。这样,在该钢板的焊接过程中,焊缝的热输入的控制就可以相对宽松,从而使得焊接接头的性能更易于控制。
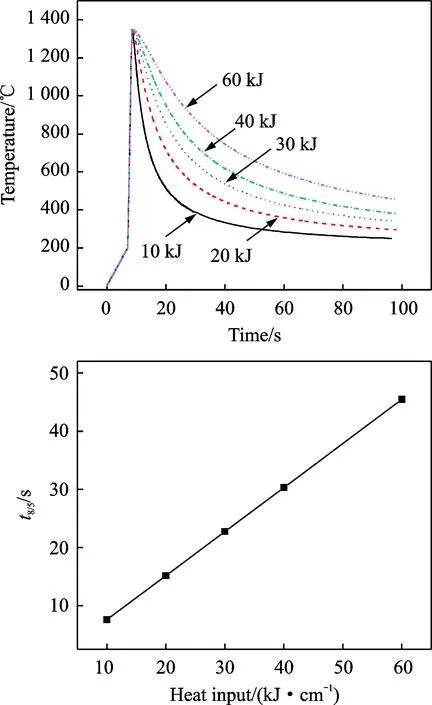
图1 不同线能量条件下的热循环曲线和冷却速度
2.2 焊接试验
2.2.1 焊接材料的选择
试验材料09MnNiDR的屈服强度为355 MPa,根据等强度匹配的要求及标准JB/T 4709-2000的要求,本试验中手工电弧焊选用哈尔滨焊接研究所研制的W707DR焊条,埋弧焊选择哈尔滨焊接研究所研制的H06Mn35DR焊丝和SJ208DR焊剂的搭配。
2.2.2 工艺参数的确定
根据对材料焊接性的分析,确定焊接工艺参数如表3, 4所示。
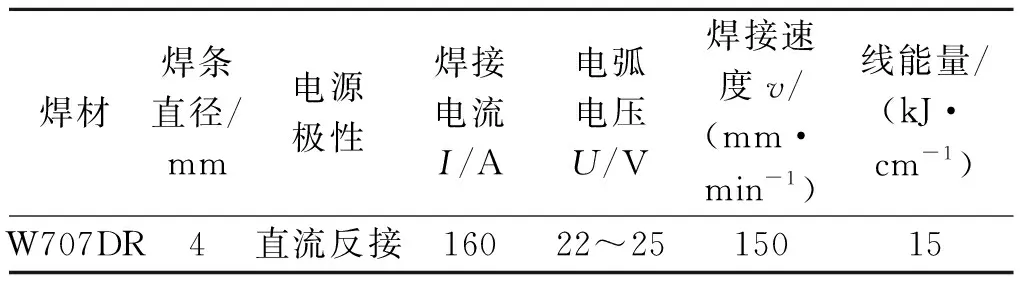
表3 手工电弧焊工艺参数
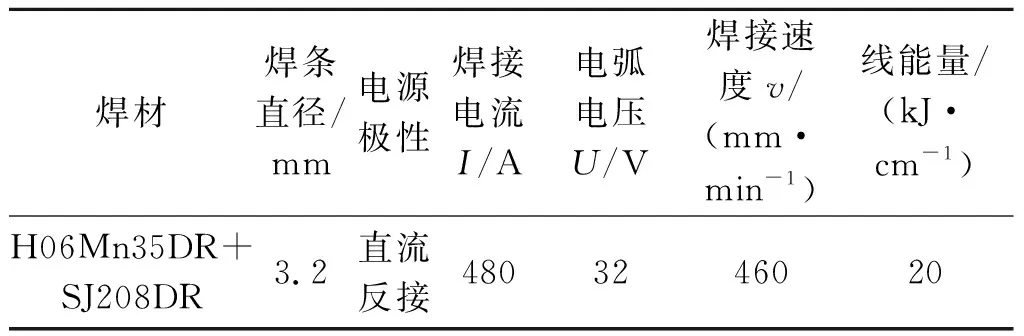
表4 埋弧焊工艺参数
3 焊接性能
3.1 焊接接头拉伸及弯曲性能
试验获得的09MnNiDR钢焊接接头拉伸及弯曲性能结果如表5, 6所示。

表5 焊接接头拉伸试验结果
从试验结果可以看出,不论是手工电弧焊还是埋弧焊,所获得的焊接接头强度均满足与母材一致的要求,断裂都发生在母材位置。焊接接头经侧弯180°后,均未发生开裂现象。
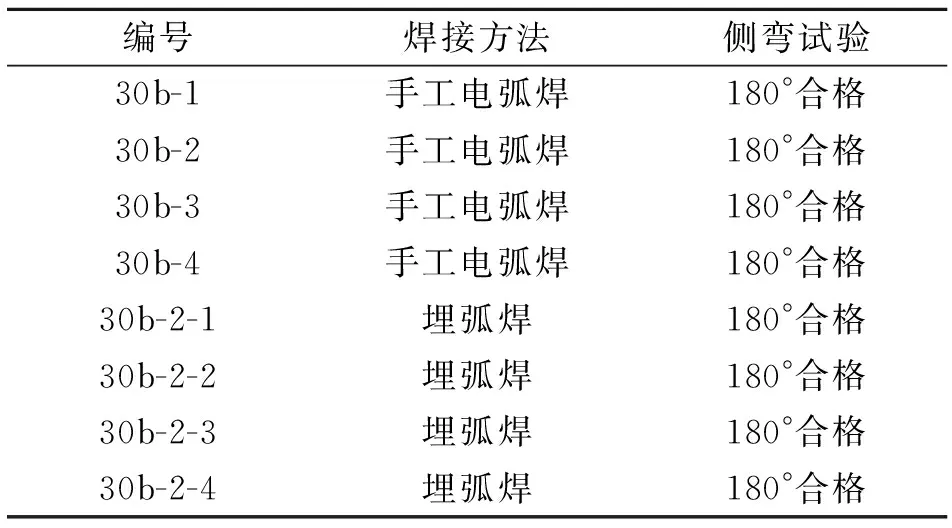
表6 焊接接头弯曲试验结果
为了测试焊缝在不同温度下的抗负载能力,根据GB/T 13239-2006进行了焊接接头的低温拉伸试验,其结果如表7所示。由表可知,试验钢板在焊接后,焊接接头的低温拉伸性能良好,均能达到与母材一致的要求。
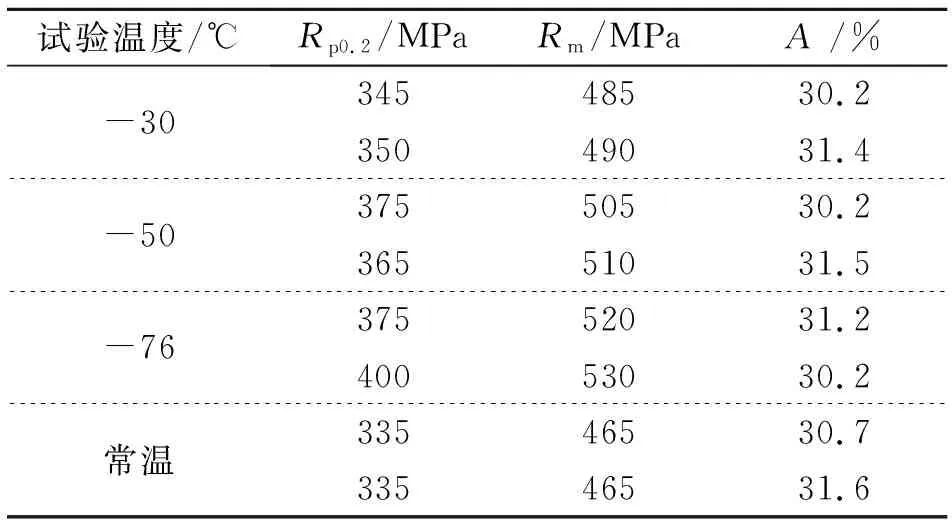
表7 焊接接头低温拉伸试验结果
3.2 焊接接头冲击性能
冲击试验的结果如表8所示。
由试验的结果可知,在-70 ℃的低温条件下,手工电弧焊及埋弧焊接头的焊缝和热影响区的冲击韧性都表现出较高的水平,其中手工电弧焊接时的焊缝和热影响区的冲击韧性达到标准的5倍以上;即便在-80℃的条件下,手工电弧焊的冲击韧性依然能保持较高的水平。
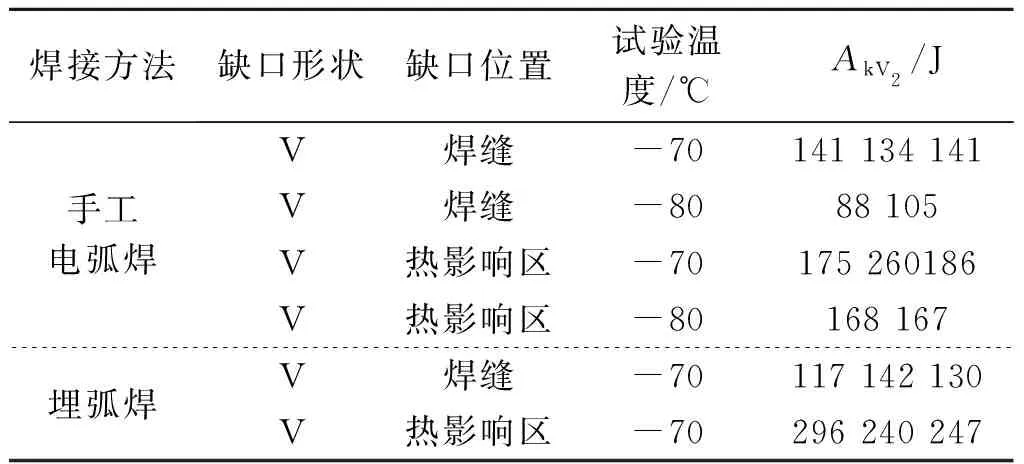
表8 焊接接头冲击试验结果
3.3 焊缝HAZ的应变时效性能
对于焊缝HAZ的应变时效试验按照GB/T4160-2004《钢的应变时效敏感性试验方法》规定进行,即对于厚度为100mm的焊缝,切取按照GB/T2975-1998的规定;其他试验条件及方法同Q345R焊缝HAZ试验,测定的冲击性能及形变失效敏感系数如表9所示。
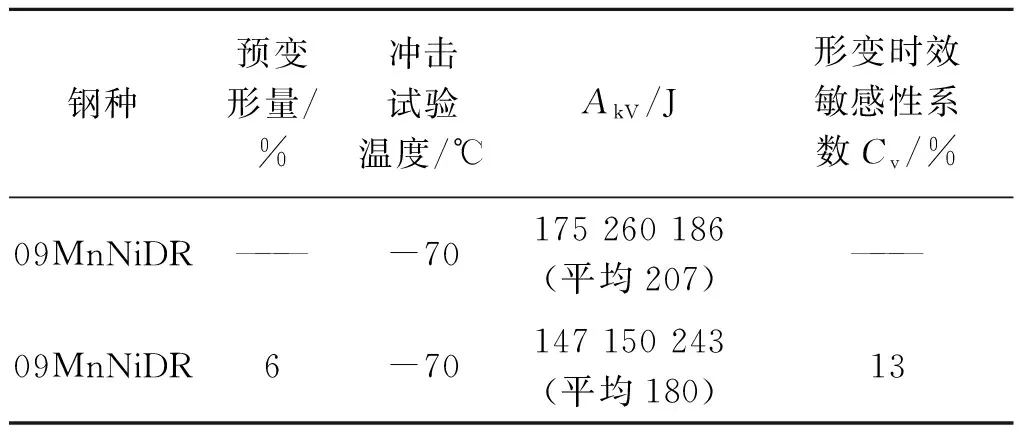
表9 09MnNiDR焊缝的形变时效敏感性系数测定结果
3.4 焊接接头无塑性转变温度
将焊接后的试样中焊缝的余高用机加方式加工到与试样表面齐平,按照GB/T 6803-2008标准加工成P-2型试件,并在试样表面进行堆焊裂纹源焊道,预置缺口。对制备的试样进行落锤试验,测定焊缝金属的无塑性转变温度(NDT温度),试验结果如表10所示。
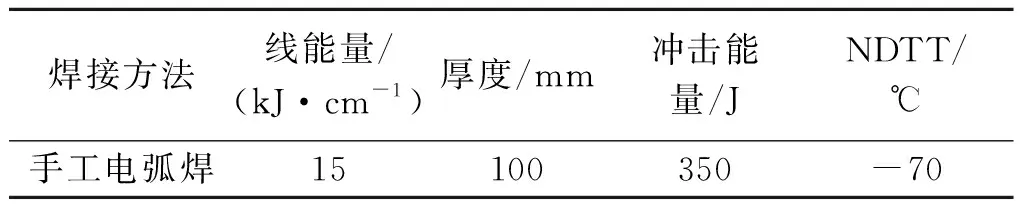
表10 焊缝金属落锤试验结果
4 结束语
针对南钢生产的厚规格09MnNiDR钢板进行了焊接性能研究。结果表明,在焊接热输入达到60 kJ/cm的热输入条件下,实验钢的HAZ区冲击功达到310 J;选取100 mm厚钢板进行手工电弧焊和埋弧焊,当预热温度在75~150 ℃时,钢板焊接接头拉伸性能及弯曲性能良好,焊缝和热影响区低温冲击功满足标准要求,焊接接头无塑性转变温度为-70 ℃,表明南钢生产的厚规格09MnNiDR钢板具有良好的焊接性能。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
粉末冶金技术(2021年3期)2021-07-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
四川有色金属(2020年2期)2020-12-08
精密成形工程(2020年4期)2020-08-05
建材发展导向(2019年11期)2019-08-24
中国特种设备安全(2019年2期)2019-04-22
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2017年11期)2017-06-13
山东工业技术(2017年5期)2017-03-16