反应堆压力容器焊缝微裂纹问题的确认
2011-09-25 11:48陈睿
大型铸锻件 2011年6期
陈 睿
(中广核工程有限公司,广东518124)
1 问题的提出
反应堆压力容器(RPV)中子测量管(TI管)与下封头的焊接接头,是结构形式比较特殊的J型坡口焊缝。该焊缝结构复杂,焊接难度大,是RPV制造过程中需要重点解决的难点工艺之一。为了顺利地完成某百万千瓦核电项目RPV的制造,国内供应商先进行模拟工艺试验,为后续进行的焊接工艺评定积累试验数据。但是,试验结果并不理想,从焊缝的微观金相检查结果看,根部存在大量的气孔、夹渣和微观裂纹。之后,供应商成立了攻关小组,调整工艺措施继续试验,同时向法国公司(技术责任方)寻求技术支持。经过反复试验和摸索,根部存在的气孔、夹渣问题基本解决,但根部微裂纹一直无法消除。在焊接工艺评定过程中,评定试块焊缝没有发现气孔、夹渣,但在焊缝根部普遍存在长度小于0.8 mm的微裂纹。焊接工艺评定焊缝中长度小于0.8mm的微裂纹可以接受吗?
2 焊接工艺评定介绍和金相检验结果
2.1 焊接工艺评定包含的内容
TI管J型坡口焊接主要分为堆焊阶段和与管子的对接焊阶段。而根据管子与下封头的位置和角度不同又分为直管焊接和斜插管焊接。
2.1.1 堆焊阶段
RPV母材材料为16MnD5,TI管材料为690合金,在RPV下封头低合金钢母材上采用镍基焊条进行手工堆焊,焊接方法为焊条电弧焊。
在完成堆焊后,进行消应力热处理。
2.1.2 与管子的对接焊阶段
采用镍基焊条进行TI管与RPV下封头的对接焊,焊接方法为焊条电弧焊。
在完成对接焊后,进行消应力热处理。
2.2 金相检验取样位置
消应力热处理后,进行金相检验,取样位置如图1所示。
2.3 供应商工艺评定关于金相检验的要求
(1)宏观金相检查验证不存在裂纹、未焊透、咬边、未融合及射线探伤标准中所描述的不接受的气孔。
(2)微观金相检查验证不存在微裂纹和由于淬火而引起的残留脆性相。
(3)微观金相检查照片至少应包括母材和融合线的特征区域,至少包括放大200倍的显微照片。
2.4 金相检验结果
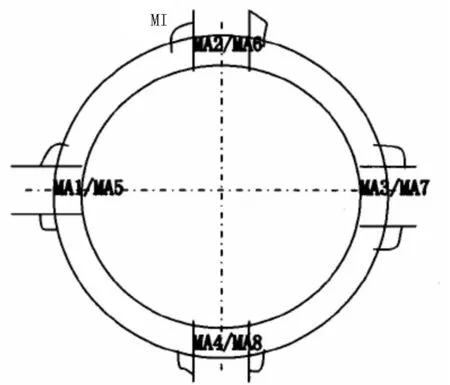
图1 金相检验取样位置Figure 1 Sampling position for metallographic test
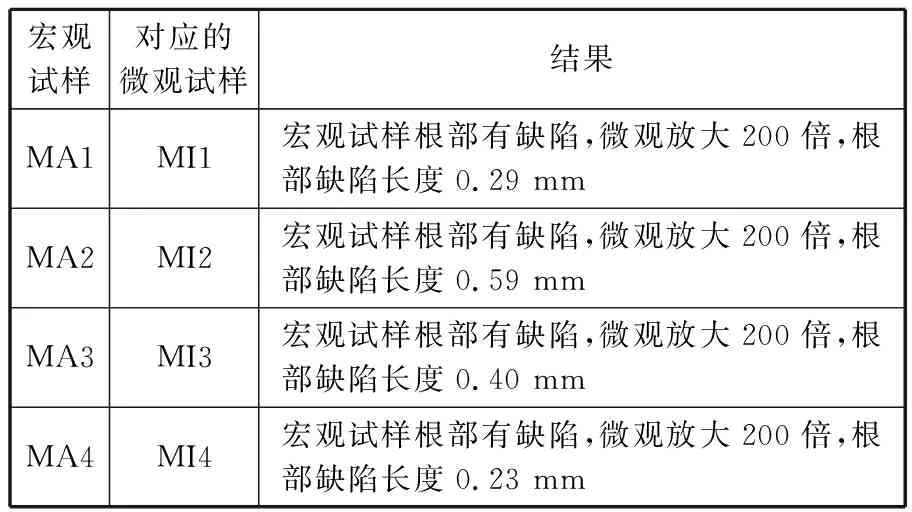
宏观试样对应的微观试样结果MA1MI1宏观试样根部有缺陷,微观放大200倍,根部缺陷长度0.29 mmMA2MI2宏观试样根部有缺陷,微观放大200倍,根部缺陷长度0.59 mmMA3MI3宏观试样根部有缺陷,微观放大200倍,根部缺陷长度0.40 mmMA4MI4宏观试样根部有缺陷,微观放大200倍,根部缺陷长度0.23 mm
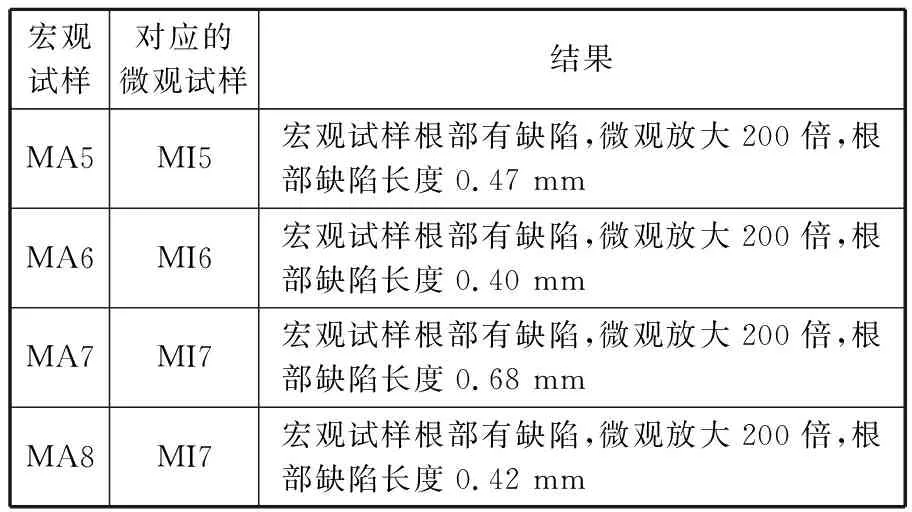
表2 斜插管金相检验结果Table 2 Metallographic test results for incline tube
金相检验结果分别见表1(直管)和表2(斜插管)。
3 微裂纹问题的确认
在法国公司技术人员协助供应商完成工艺评定前,供应商认为微裂纹不论长度多少都不允许存在,导致工艺评定停滞。在法国公司技术人员到来后,向供应商明确指出根部焊道允许有微裂纹,长度不超过0.8 mm的微裂纹是可以接受的。这是根据RCCM-SI400的规定,在局部焊透角焊缝的情况下,根部缺陷不超过0.8 mm是允许的。法国公司也由此判定上述工艺评定是可以接受的。
一般说来,裂纹是造成压力容器失效的重要因素之一,是设备失效的重要隐患。TI管焊接工艺评定的取样是在任意相隔90°的部位剖开的,在每个检测面都能发现尺寸不等的裂纹,可以推断这种根部裂纹整圈都存在。对此,我们存在以下几方面的疑问:
(1)RCCM-SI400相关条款是否适用于TI管J型焊缝?
(2)RCCM-SI400相关条款描述的根部缺陷是否包括微裂纹,如果根部缺陷包括微裂纹,为什么裂纹长度必须小于0.8 mm?
(3)TI管角焊缝不能进行破坏性试验,如果评定通过,TI管按此评定进行焊接,根部微裂纹是否会对今后的设备运行寿命产生影响?
(4)根部有微裂纹的评定能否接收?
针对以上疑问,我们专门向法国公司(技术责任方,RCCM编委会成员)进行了咨询。法国公司回复内容概括如下:
(1)RCCM-SI400相关条款适用于TI管J型焊缝。
(2)RCCM-SI400相关条款描述的根部缺陷包括微裂纹,并且对于TI管所采用的材料,这种缺陷几乎是不可避免的,RCCM通过定义可接受的缺陷尺寸确认了这个事实。
(3)因为690合金相比600合金具有抵制应力腐蚀的能力,应力腐蚀相比微裂纹危害更大,所以RCCM规定TI管选用690合金。
(4)长度小于0.8 mm的根部微裂纹符合RCCM的要求,发现微裂纹的TI管J型坡口焊接工艺评定是可接受的。
4 结论
RCCM规定TI管材料选用690合金,是因为690合金具有抵制应力腐蚀的能力,而应力腐蚀相比微裂纹危害更大。对于TI管所采用的690合金材料,焊缝根部微裂纹几乎是不可避免的。通过试验和工程实践验证,RCCM规定长度小于0.8 mm微裂纹是可以接受的。
综上所述,我们认为TI管J型坡口焊接工艺评定中长度小于0.8 mm的微裂纹是可以接受的。
猜你喜欢
石油化工设备(2021年4期)2021-07-21
金属加工(热加工)(2020年12期)2020-02-06
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
中国特种设备安全(2016年10期)2016-11-18
新世纪水泥导报(2016年1期)2016-07-01
腹腔镜外科杂志(2016年11期)2016-06-01
现代农村科技(2016年9期)2016-03-28
磁共振成像(2015年9期)2015-12-26
大型铸锻件(2015年5期)2015-12-16