TiN添加量对WC-TiC-TaC-8.0Co硬质合金组织与性能的影响
2020-03-24 04:20王雁洁刘咏杨新宇
粉末冶金材料科学与工程 2020年1期
王雁洁,刘咏,杨新宇
TiN添加量对WC-TiC-TaC-8.0Co硬质合金组织与性能的影响
王雁洁1, 2,刘咏1,杨新宇2
(1. 中南大学 粉末冶金研究院,长沙 410083;2.自贡硬质合金有限责任公司,自贡 643011)
以TiN作为N源,采用传统粉末冶金法,一步烧结制备脱β层梯度WC-TiC-TaC-8.0Co硬质合金,利用扫描电镜等手段对合金的微观组织进行观察与分析,研究TiN添加量对合金物理与力学性能、微观组织及脱β层厚度的影响,并进行切削试验。结果表明:TiN添加量(质量分数,下同)在0~2.0%范围内,随TiN添加量增加,合金的密度、矫顽磁力以及硬度等无明显差异,但脱β层厚度明显增大。随TiN含量从0上升到2.0%,脱β层厚度从0增加到32.7 μm。切削试验表明:TiN含量为1.0%时,涂层后硬质合金刀片具有最佳的车削寿命和抗冲击综合性能。
硬质合金;脱β层;TiN含量;微观组织;性能
为提高硬质合金切削工具的使用寿命,通常采用化学气相沉积或物理气相沉积的方法,在硬质合金表面涂覆一层TiN,TiC,Ti(C,N)或Al2O3等高硬度耐磨涂层。但由于涂层与基体合金的热膨胀系数不同,涂层刀具在冷却过程中产生热应力而产生裂纹[1−3],裂纹扩展导致材料失效。为了延长硬质合金刀具的使用寿命,通常将硬质合金基体进行梯度化处理,梯度层为由缺立方碳化物(β)和碳氮化物(βN)组成的高韧性富钴区域(脱β层),由于脱β层的粘结剂含量高于合金中粘结剂的名义含量,因而具有较高的韧性,可吸收裂纹扩展时的能量,从而阻止裂纹向合金内部扩展,提高硬质合金切削工具的抗崩刃性能[4−6]。Ti(C,N)和TiN是为制备脱β层梯度合金提供N源的2种基本材料,目前对于用Ti(C,N)提供N源的研究较多,主要研究其含量、粒度以及碳氮含量比对脱β层梯度合金的影响。如邹伶俐[7]研究Ti(C,N)添加量对脱β层的影响,结果表明,随Ti(C,N)含量(质量分数)从0.5%增加至1.5%,脱β层厚度从11.0 μm 增加至35.0 μm,WC平均晶粒度从1.97 μm减少至1.60 μm,矫顽磁力和维氏硬度(HV30)都有提高,合金密度和断裂韧性IC则降低;温光华等[8]研究Ti(C,N)粒度和碳氮质量比对合金性能的影响,发现Ti(C,N)粒度范围位于1.5~3.0 μm之间和碳氮含量(质量分数)比控制为1:1时,最有利于梯度硬质合金脱β层的形成。另外,对于烧结温度、烧结时间、WC粒度、Co含量、C含量等对脱β层形成的影响都有报道[9−12],而采用TiN提供N源的研究国内少见报道。基于TiN在烧结过程中更容易发生分解,本文作者用TiN提供N源,制备脱β层梯度WC- TiC-TaC-8.0Co硬质合金,研究TiN含量对合金微观组织与性能的影响,并结合切削实验确定TiN的最佳添加量。
1 实验
1.1 原料
实验用WC粉末原料为自贡硬质合金有限责任公司生产,Co粉为上海百洛达金属有限公司生产;(Ti,Ta,W)C固溶体粉末为长沙伟晖新材料有限公司生产,TiN粉末为株洲昊坤硬质材料有限公司生产。表1所列为粉末原料的性能参数。

表1 实验用粉末原料的性能参数
1.2 硬质合金的制备
表2所列为WC-TiC-TaC-8.0Co硬质合金的原料配比。固定合金体系中的W,Ti,Ta,Co含量不变,按照设计的合金性能,补加一定量碳黑。按表2所列配方称量WC粉、Co粉、TiN粉和(Ti,Ta,W)C固溶体粉等原料粉末,倒入直径为20 cm,体积为2.8 L的不锈钢球磨罐中,加入直径6.35 mm的 WC-Co硬质合金球,球料质量比为4:1,再加入适量的研磨介质己烷以及质量分数2.0%成形剂石蜡。采用滚动球磨机以73 r/min的转速球磨48 h。将球磨后的混合料放入65 ℃的真空干燥箱中干燥,然后制粒,在120 MPa压制压力下分别压制成尺寸为5.25 mm×6.5 mm×20 mm的试样和型号为SNMN120408的刀片压坯。将压坯放入宁波岛津真空技术开发有限公司生产的PHS gr30/30/90脱脂加压烧结急速冷却炉中进行烧结,烧结温度为1 450 ℃,保温时间90 min,得到WC-TiC- TaC-8.0Co硬质合金。

表2 WC-TiC-TaC-8.0Co硬质合金的原料配比
1.3 检测与分析
采用排水法测定WC-TiC-TaC-8.0Co硬质合金的密度;用德国KOERZEMAT 1.096型磁力仪测试合金的矫顽磁力;用法国塞塔拉姆公司生产的D6025型钴磁仪测试合金的钴磁;用等体积的20%氢氧化钠和20%铁氰化钾的混合溶液对合金样品进行腐蚀,利用德国莱卡公司生产的DMl5000M型金相显微镜观察合金的显微组织。
利用中国大连机床厂生产的CW61100E车床检测合金切片的切削性能,切削实验参数:车削速度c=180 m/min,背吃刀量=2.0 mm,进给量=0.28 mm/r,被加工材质为45#调质钢(硬度250~270 HB)。在烧结后的SNMN120408型号刀片表面化学气相沉积Ti(C,N)-Al2O3-TiN涂层后进行车削试验。若刀片在车削过程中产生大量火花时,认为刀片失效,加工时间为刀片使用寿命。冲击试验在CW61100E车床上进行,车削直径为150 mm的、带有宽为25 mm的4个槽的棒料,材质为45号钢,每撞击一个槽,记为冲击一次,用冲击至刀片破损时的冲击次数表征WC-TiC- TaC-8.0Co硬质合金刀片的抗冲击性能。
2 结果与分析
2.1 钴磁和矫顽磁力
表3所列为TiN添加量(TiN)对WC-TiC-TaC-8.0Co硬质合金性能的影响。由表3看出,随TiN含量增加,合金的钴磁和矫顽磁力基本保持不变,分别为5.6%左右和13.5 kA/m 左右。钴磁是硬质合金中的Co在磁场中能被磁化部分的质量占合金质量(被测合金)的百分比。钴磁与合金含碳量有较好的对应关系,钴磁随碳含量增加而增加,因此通过钴磁可以衡量合金中的碳含量[13]。因4组合金的含碳量相同,烧结气氛基本相同,故合金的碳含量变化不大,所以钴磁相近。

表3 TiN添加量对WC-TiC-TaC-8.0Co硬质合金性能的影响
矫顽磁力与硬质合金晶粒尺寸成反比:当钴含量一定时,钴相的分散程度随硬质合金晶粒变细而提高,矫顽磁力也随之增大。因此矫顽磁力可作为间接衡量硬质合金晶粒尺寸的指标[14],矫顽磁力越大,表明晶粒越细。因4组合金的烧结工艺相同,从图1看出4组合金的晶粒尺寸相近,故合金的矫顽磁力无明显 变化。
2.2 密度、硬度与抗弯强度
从表3看出,随TiN添加量增加,硬质合金的密度、硬度和抗弯强度都变化不大。硬质合金的密度与成分、孔隙度、碳含量三者有较大的关系[15−16],因1#~4#合金在最初设计时成分相同,因此4组合金的碳含量(钴磁)相近,故密度相近。影响硬质合金硬度的主要因素为致密度,以及Co相体积分数、Co相成分和晶粒尺寸。合金的硬度与孔隙度、晶粒尺寸之间的关系如式(1)所示[17]:
=K−a−bp(1)
式中:为合金的硬度;为晶粒尺寸;为孔隙度,K,a和b均常数。由式(1)可知孔隙度减小和晶粒细化都会导致硬质合金的硬度增加。因1#~4#合金的晶粒尺寸相近、致密度相近,孔隙度均达到A02B00 C00水平,故4组合金的硬度相近。
从表3还看出,4组合金的抗弯强度无明显差异,在2 400 MPa左右。因硬质合金的抗弯强度主要取决于粘接相(γ相)的含量及分布,即由粘接相的平均自由程(γ)决定,而γ则由合金的晶粒尺寸和Co 含量决定[18]。因4组硬质合金的Co含量相同,晶粒尺寸相近,因此其粘接相的平均自由程相近,抗弯强度无明显差异。
2.3 组织形貌
图1所示为不同TiC含量的硬质合金SEM形貌。由图1看出,合金内部的组织结构较均匀,未添加TiN的1#合金为均质合金,合金表层未出现脱β层;而添加了TiN的2#~4#合金的边缘处出现不同厚度的脱β层(见图1(b)、(c)、(d)中白线间区域)。含氮硬质合金在真空中或脱氮条件下进行烧结时,可在合金表面形成富钴区,即脱β层[19−20],其机理是高温烧结时,含氮的化合物不稳定,发生如下反应:
β(N)→W+Ti+Ta+C+N (2)
TiN→Ti+N (3)
分解产生的N通过液态粘结相扩散至合金表面,同时合金表面的Ti原子也通过液态粘结相向合金内部扩散,N原子与Ti原子之间存在强烈的热力学耦合,使得合金表面的(W,Ti,Ta,Nb)(C,N)和TiN化合物发生分解。同时向合金内部扩散的金属原子导致合金表面形成体积缺陷,因此,液态的Co流向合金表面,并在合金表面形成具有梯度结构的韧性富钴区域,即脱β层。
图2所示为硬质合金的脱β层厚度随TiN添加量的变化。由图2可知,脱β层厚度随TiN含量增加而增加,(TiN)为2.0%时,脱β层厚度为32.7 μm。研究表明[21],硬质合金表面脱β层的生成受溶解—扩散机理控制,当烧结工艺一定时,即烧结时间及烧结气氛不变,若提高合金中的N含量,则脱β层变厚。
2.4 涂层硬质合金刀具性能
图3所示为以本研究制备的WC-TiC-TaC-8.0Co硬质合金作为基体的涂层刀具车削寿命和抗冲击次数随TiN添加量的变化。由图3看出,不添加TiN的刀具,车削寿命为12 min,抗冲击次数为423次。随TiN含量增加,车削寿命先增加至20 min,然后降低至16min,而抗冲击次数持续增加至7 518次。刀具在连续车削过程中产生大量的热量,受热后其表面产生裂纹并向内部扩展,未添加TiN的1#硬质合金表面无脱β层,不能有效阻止裂纹向内部扩展,因而表现出较低的车削寿命;但添加2.0%TiN的4#硬质合金表面脱β层厚度达到32.7 μm,合金刀片车削加工过程中产生微小塑性变形,导致涂层脱落,切削所产生的热量大部分直接扩散到合金基体,从而造成更大的刀尖塌陷,降低了刀片的使用寿命,故其车削寿命降低。而添加0.5%和1.0%TiN的2#和3#合金表面脱β层厚度分别为9.9 μm和22.8 μm,具有较好的抗塑性变形能力,又有一定的抗裂纹扩展能力,因而2#和3#合金刀具具有相对较高的车削寿命。CVD涂层硬质合金的断裂是在CVD涂层制备后冷却过程中涂层内产生了裂纹,而在承受载荷时由于应力作用,产生的裂纹向基体扩展而造成的,合金表面脱β层韧性高于合金内部,可以吸收裂纹扩散时的能量,有效阻止裂纹向内部扩展,从而提升刀片抗冲击性能。由图3可看出,当TiN添加量为1.0%时,3#合金涂层刀片车削寿命为16 min,抗冲击次数为6 809次,具有最优的综合切削性能。

图1 不同TiN添加量的硬质合金SEM形貌
(TiN): (a) 0; (b) 0.5%; (c) 1.0%; (d) 2.0%
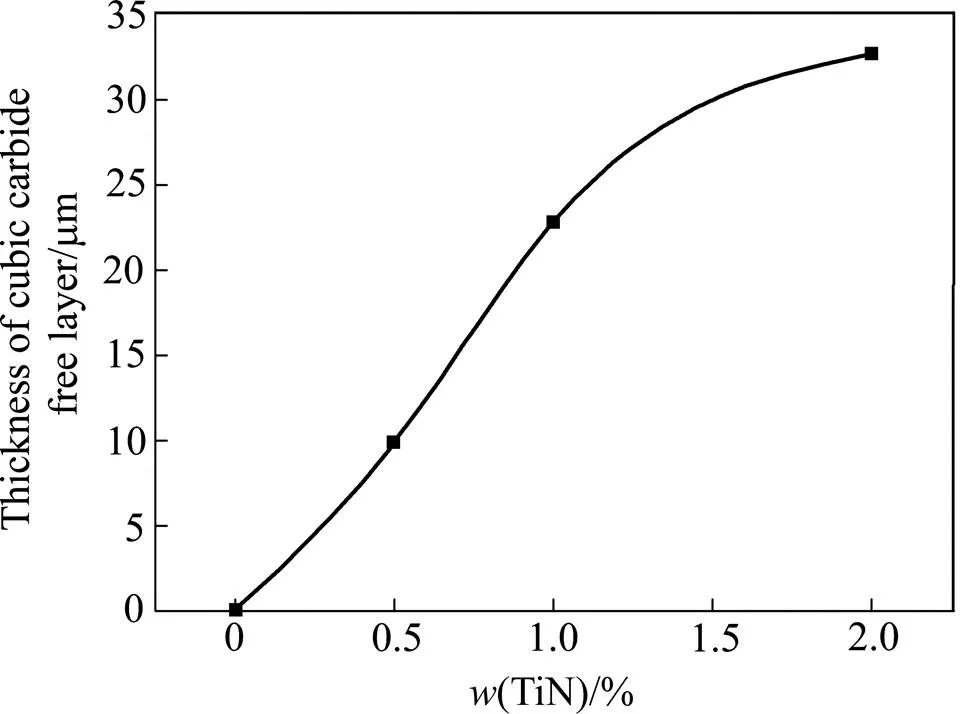
图2 脱β层厚度随TiN添加量的变化关系

图3 TiN添加量对刀具车削寿命与冲击次数的影响
3 结论
1) 以TiN作为N源制备表层含脱β层的梯度WC-TiC- TaC-8.0Co硬质合金,TiN添加量对硬质合金的钴磁、矫顽磁力、密度、硬度和抗弯强度等性能基本没有影响。
2) 脱β层梯度WC-TiC-TaC-8.0Co硬质合金的内部组织结构呈均匀分布,在表层形成脱β层,脱β层的厚度随TiN添加量增加而增大,当TiN添加量为2.0%时,脱β层厚度为32.7 μm。
3) 随TiN含量增加,采用该合金为基体的CVD涂层刀片的车削寿命先增加后降低,其抗冲击性能增强;当TiN含量为1.0%时,涂层硬质合金刀片具有最佳的综合切削性能。
[1] EKROTH M, FRYKHOLM R, LINDHOLM M, et al. Gradient zones in WC-Ti(C,N)-Co-based cemented carbides: Experimental study and computer simulations[J]. Acta Mater, 2000, 48(9): 2177−2185.
[2] CHOY K L. Chmeical vapor deposition of coatings[J]. Prog Mater Sci, 2003, 48: 57−170.
[3] 刘昌斌, 夏长清, 李艳鑫. 脱β层厚度对CVD涂层硬质合金性能的影响[J]. 硬质合金, 2011, 28(2): 83−87. LIU Changbin, XIA Changqin, LI Yanxin. Effect of cubic carbide free layer thickness on the properties of CVD coated carbide[J]. Cemented Carbide, 2011, 28(2): 83−87.
[4] FRYKHOLM R, ANDREN H O. Development of the microstructure during gradient sintering of a cemnted carbide[J]. Material Chemistry Physics, 2001, 67: 203−208.
[5] CHEN Limin, WALTER L, PETER E, et a1. Fundamentasl of liquid phase sintering for modern cermets and functionally graded cemented carbonitrides (FGCC)[J]. International Journal of Refractory Metals&Hard Materials, 2000, 18: 307−322.
[6] 尹飞, 陈康华, 王社权. 基体的梯度结构对涂层硬质合金性能的影响[J]. 中南大学学报(自然科学版), 2005, 36(5): 776− 779. YIN Fei, CHEN Kanghua, WANG Shequan. Influences of functionally graded structure of substrate on performance of coated cemented carbide[J]. Journal of Central South University (Natural Science Edition), 2005, 36(5): 776−779.
[7] 邹伶俐. Ti(C,N)含量对硬质合金脱β层的形成及其CVD涂层刀具切削性能的影响[J]. 粉末冶金技术, 2015, 33(2): 116−120. ZOU Linli. Effect of Ti(C,N) content on the formation of gradient cemented carbid and its cutting performance of CVD-coated tools[J]. Powder Metallurgy Technolog, 2015, 33(2): 116−120.
[8] 温光华, 贺跃辉, 王社权, 等. Ti(C,N)的碳氮比及粒度对脱β层梯度硬质合金的影响[J]. 硬质合金, 2009, 26(4): 201−205. WEN Guanghua, HE Yuehui, WANG Shequan, et al. Effect of composition and grain size of Ti(C,N) on the cobalt-rich layer of gradient cemented carbide[J]. Cemented Carbide, 2009, 26(4): 201−205.
[9] 蔡俊, 丰平, 贺跃辉. 烧结工艺对梯度结构硬质合金梯度层组织和厚度的影响[J]. 硬质合金, 2007, 24(2): 91−95. CAI Jun, FENG Ping, HE Yuehui. The effect of sintering process on microstructure and thickness of graded layer of functionally graded cemented carbides[J]. Cemented Carbide, 2007, 24(2): 91−95.
[10] 唐俊, 熊计,郭智兴, 等. WC 粒度对梯度硬质合金组织和性能的影响[J]. 硬质合金, 2015, 32(6): 364−371. TANG Jun, XIONG Ji, GUO Zhixing, et al. Effect of WC grain size on microstructure and properties of gradient cemented carbide[J]. Cemented Carbide, 2015, 32(6): 364−371.
[11] FRYKHOLM R, EKROTH M, JANSSON B, et al. A new labyrinth factor for modelling the effect of binder volume fraction on gradient sintering of cemented carbides[J]. Acta Materials, 2003, 51: 1115−1121.
[12] FRYKHOLM R, JANSSON B, ANDREN H O. The influnce of carbon content on formation of carbo-nitride free surface layers in cemented carbides[J]. International Journal of Refractory Metals and Hard Mateials, 2002, 20(5): 345−353.
[13] 李广生. 超细WC-Co硬质合金的磁性能与金相分析[J]. 中国钨业, 2008, 23(2): 33−35. LI Guangsheng. Magnetic properties and metallographic of ultra-fine WC-Co cemented carbide[J]. China Tungsten Industry, 2008, 23(2): 33−35.
[14] ROEBUCK B. Terminnology, testing, properties, imaging and models for fine grained hard materials[J]. International Journal of Refractory Metals & Hard Materials, 1995, 13(5): 265−279.
[15] MCHUGHA P E, RIEDELB H. A liquid phase sintering model: Application to Si3N4and WC-Co[J]. Acta Materialia, 1997, 45(7): 2995−3003.
[16] ALLIBERT C H. Sintering features of cemented carbides WC-Co processed from fine powders[J]. International Journal of Refractory Metals & Hard Materials, 2001, 19(1): 53−61.
[17] EL-ESKANDARANY M S, MAHDAY A A. Synthesis and characterizations of ball-milled nanocrystalline WC and nanocomposite WC-Co powders and subsequent consolidations [J]. Journal of Alloys and Compounds, 2000, 312: 315–325.
[18] BRISESECK M, BOHN M, LENGAUER W. Diffusion and solubility of Cr in WC[J]. Journal of Alloy and Componds, 2010, 489: 408
[19] SCHWARZKOPF M, EXNER H E, FISCHMEISTER H F. Kinetics of cornpositional modification of (W,Ti)C-WC-Co alloy surfaces[J]. Materials Science and Engineering A, 1988, 105/106: 225−231.
[20] FRYKHOLM R, EKROTH M, JANSSON B, et al. Effect of cubic phase composition on gradient zone formation in cemented carbides[J]. International Journal of Refractory Metals &Hard Materials, 2001, 19(4/6): 527−538.
[21] 李竞荣. 硬质合金表面脱β层工艺研究[J]. 硬质合金, 2004, 21(4): 197−202. LI Jingrong. The technology study of the deplete cubic phase layer in cemented carbides[J]. Cemented Carbide, 2004, 21(4): 197−202.
Effect of TiN content on microstructure and properties of WC-TiC-TaC-8%Co cemented carbide
WANG Yanjie1, 2, LIU Yong1, YANG Xinyu2
(1. Powder Metallurgy Research Institute, Central South University, Changsha 410083, China; 2. Zigong Cemented Carbide Co. Ltd., Zigong 643011, China)
Using TiN as N source, WC-TiC-TaC-8.0Co cemented carbide with β-Delamination gradient was prepared by one-step sintering with traditional powder metallurgy method. The microstructure of the alloy was observed and analyzed by means of scanning electron microscope, the effect of TiN addition on the microstructure, the thickness of β-layer, physical and mechanical properties was studied, and cutting test was also carried out. The results show that the density, coercive force, hardness and other physical properties of the alloy have no obvious variation with the increase of TiN content (mass fraction, the same below) in the range of 0−2.0%, but the thickness of β-layer obviously increases. With increasing TiN content from 0.5% to 2.0%, the corresponding thickness of cubic carbide free layer increases from 0 to 32.7 μm. The cutting test results show that the TiN content of 1.0%, cemented carbides has the excellent comprehensive properties of wear resistance and impact resistance after coating.
cemented carbides; cubic carbide free layer; TiN content microstructure; property
TF125.3
A
1673-0224(2020)01-35-05
2019−09−06;
2019−09−30
刘咏,教授,博士。电话:0731-88836939;E-mail: yonliu@csu.edu.cn
(编辑 汤金芝)
猜你喜欢
作文小学中年级(2023年1期)2023-02-12
小学科学(2022年23期)2023-01-30
山东冶金(2022年4期)2022-09-14
科学与财富(2022年3期)2022-06-01
保鲜与加工(2022年3期)2022-03-21
格言·校园版(2021年22期)2021-09-27
重型机械(2020年3期)2020-08-24
四川冶金(2019年4期)2019-11-18
制造技术与机床(2018年10期)2018-10-13
凿岩机械气动工具(2016年1期)2016-11-11